
工业4.0先进制造技术信息网站!
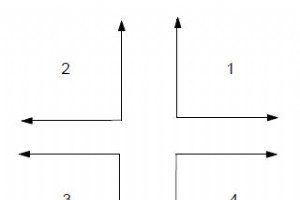
Osai UGS (UCG) – 使用图形比例(机图) Osai 10系列UGS命令初始化图形显示并建立图形显示的范围和方向。 编程 (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) 参数 参数 描述 轴方向 是一个数字(从 1 到 4),用于选择轴方向的类型(见图)。默认值为1 绝对轴 是横坐标在显示器上的名字 验证1 是横坐标的下限 验证2 是横坐标的上限 坐标轴 是显示器上坐标的名称 验证3 是纵坐标的下限 验证4 是纵坐标的上限 第三轴 第三轴(一般为主轴轴)的名称。

Osai CGS (CLG) 命令 Osai CGS 命令从屏幕上清除轮廓,离开坐标系。 编程 (CGS)
Osai DGS (DCG) 命令 Osai DGS 命令禁用图形显示,删除显示的配置文件,并从屏幕上删除坐标系统。使用 DGS 命令后,您需要使用另一个 UGS 命令重新初始化图形显示。 编程 (DGS)
Osai DIS 命令 Osai DIS 命令允许将值显示给操作员。控件将在保留用于与操作员通信的屏幕区域中显示该值。 编程 (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) 参数 参数 描述 操作数 可以是数字、变量或 ASCII 字符串。最多可以显示五个操作数。所有 5 个操作数的长度不能超过 80 个字符。如果操作数是一个数字,它在变量的正常范围内(5.5 格式)。如果操作数是一个变量,它可以是在赋值块。如果操作数是一个ASCII字符串,它可以是一个给操作员的信息。消息最长可达 80 个 ASCII 字符。在 DI
Anilam 程序中的评论 在 Anilam 中,CNC 程序员可以使用星号 (*) 在程序列表中进行注释,或者从 CNC 屏蔽整个或部分程序段。当星号位于文本字符串之前时,CNC 将忽略所有右边的文字。 程序示例 示例 1 *N20 G1 X5 Z6N30 … CNC 忽略整个程序段。执行下一个块。 例子2 N20 G1 *X5 Z6N21 … CNC 激活线性插补 (G1)。然后,忽略到 X5 Z6 的编程移动。执行下一个程序段。 示例 3 N10 G70 G90 G0 X0 Z0 T0N20 T1 *FACE/TURN TOOL 块 N20 激活工具 #1。注释包含使用的工具类型
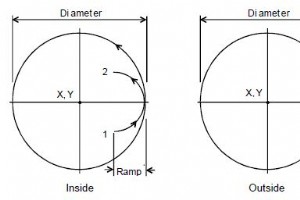
G171 圆形轮廓循环 Anilam G171 圆形轮廓循环清理现有圆的内部或外部轮廓。 编程 G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn 参数 参数 描述 X 中心的 X 坐标。默认值:当前位置。可选。 是 中心的 Y 坐标。默认值:当前位置。可选。 H Z 绝对起始(快速)高度(必须高于要切割的表面 0.1 英寸或 2 毫米)。执行迅速。必填。 D 圆的完成直径。如果您输入负值,则切割方向以及起点和终点都会反转。必填。 Z 完成轮廓的绝对深度。必填。 一个 在轮廓内侧 (In) 或外侧 (Out) 进行切割的设置。需要选择。 0=进
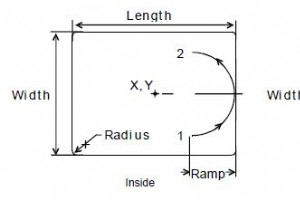
Anilam G172 矩形轮廓循环 Anilam G172 矩形轮廓循环清理矩形的内部或外部轮廓。 编程 G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn 参数 参数 描述 X 中心的 X 坐标。如果未输入坐标,CNC 会将型腔置于当前位置的中心。 是 中心的 Y 坐标。如果未输入坐标,CNC 会将型腔置于当前位置的中心。 H 开始铣削型腔之前的绝对 Z 位置。这必须高于表面 0.1 英寸(或 2 毫米)。 M 矩形的完成长度。必填。 W 矩形的完成宽度。必填。 Z 完成轮廓的绝对深度。需要的值。 一个 0 =内部1 =外部
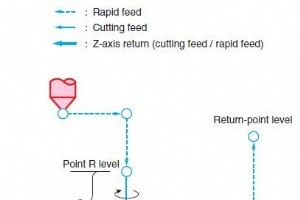
Okuma G73 高速深孔钻循环 G73高速深孔钻循环 编程 G73 X__Y__Z__R__P__Q__F__ 参数 参数 描述 X,Y 孔位坐标值 Z 孔底高度G90方式: 在所选坐标系中的位置 G91模式下: 距离R点水平 R 点R级 P 孔底停留时间 问 啄食量(正,增量值) F 进给率 加工顺序 (1) 沿X、Y 轴快速定位(2) 快速定位到R 点平面(3) 以Q 指定的啄钻量在a 处钻孔切削进给速度和主轴正转(4) 退刀“d”。 在 G73 循环(高速深孔)或 G83 循环(深孔)WITH NC 可选参数(固定循环)的 I、J 命令中设置退
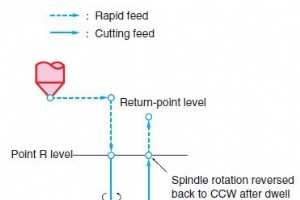
Okuma G74 反向攻丝循环 G74反向攻丝循环 编程 G74 X__Y__Z__R__P__Q__F__ 参数 参数 描述 X,Y 孔位坐标值 Z 孔底平面G90方式:所选坐标系中的位置G91方式:距离R点平面的距离 R 点R级 P 孔底停留时间 问 R点停留时间 F 进给率 加工顺序 (1) X、Y轴快速定位(2) 快速定位到R点平面(3) 指定切削时攻丝到Z点平面(4) 在Z点平面停留P秒,然后反转主轴旋转方向为CW方向。(5) 回点R 平面以切削进给速度(6) 在R 点暂停Q 秒,然后反转主轴旋转方向回到CCW 方向。(7) 回到返回点平面快速进给。 详情
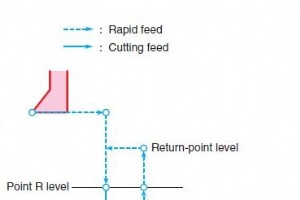
Okuma G76 精镗循环 G76精镗循环 编程 G76 X__Y__Z__R__Q__(I__J__) P__F__ 参数 参数 描述 X,Y 孔位坐标值 Z 孔底水平 R 点R级 问 偏移量(见下文解释) 我,J 偏移量(见下文解释) P 孔底停留时间 F 进给率 加工顺序 (1) X、Y轴快速定位(2) 快速定位到R点平面(3) 指定切削时镗孔到Z点平面主轴正转进给速度(4) 在Z点平面暂停P秒,按NC可选参数(FIXED CYCLE)的SHIFT DIRECTION AND AXIS IN G76,G87设定的量后退,然后主轴停止在定向位置。之后,刀具向刀
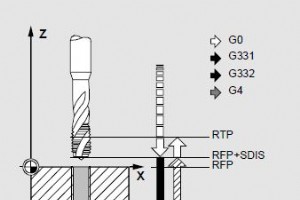
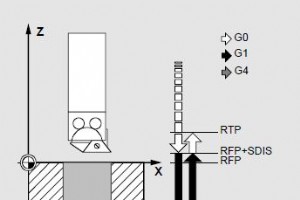
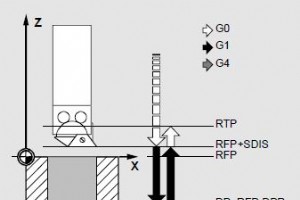
Sinumerik CYCLE84 刚性攻丝循环 CYCLE84 可在不使用浮动丝锥的情况下加工螺纹孔。只有当指定用于钻孔的主轴能够在位置控制主轴模式下工作时,才能应用 CYCLE84。 编程 CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调查 最终钻孔深度/加长孔深度/槽深/型腔深度相对于参考平面(无符号输入) DT
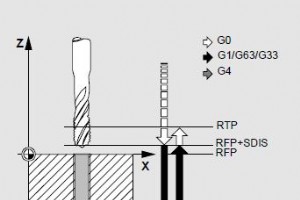
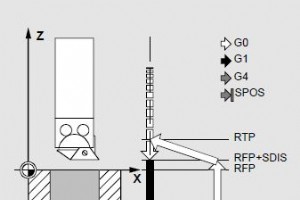
Sinumerik CYCLE840 带浮动丝锥的攻丝 使用Sinumerik CYCLE840循环,可以用浮动丝锥加工螺纹孔 没有编码器 带编码器。 对于无浮动丝锥的攻丝(刚性攻丝),使用 CYCLE84。 编程 CYCLE840 (RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调查 最终钻孔深度/加长孔深度/槽深/型腔深度相对于参考平面(
Sinumerik CYCLE85 孔 1 在 CYCLE85“Bore 1”循环中,向内和向外运动以必须在相关参数下指定的进给率执行。 编程 CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调查 最终钻孔深度/加长孔深度/槽深/型腔深度相对于参考平面(无符号输入) DTB 最终钻削深度处的停留时间(断屑) FFR 进给率 征求意见稿 返回进给率
Sinumerik CYCLE86 孔 2 在 CYCLE86“钻孔 2”循环中,在到达钻孔深度时执行定向主轴停止。然后刀具快速移动到编程的返回位置,然后从那里返回到返回平面。 只有指定用于钻孔的主轴在技术上能够在位置控制主轴模式下运行时,才能使用 CYCLE86 循环。 编程 CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调
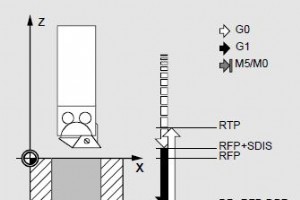
Sinumerik CYCLE87 孔 3 在 Sinumerik CYCLE87“Bore 3”循环中,在到达最终钻孔深度时,主轴无定向停止,随后程序停止。通过按下 NC 启动键,继续以快速移动向上运动,直到到达退回平面。 编程 CYCLE87 (RTP, RFP, SDIS, DP, DPR, SDIR) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调查 最终钻孔深度/加长孔深度/槽深/型腔深度相对于参考平面(无符号输入) 色差 旋转方向值:3(对于M
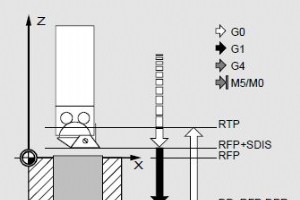
Sinumerik CYCLE88 孔 4 在 Sinumerik CYCLE88“Bore 4”循环中,停顿时间会影响到达最终钻孔深度以及无定向的主轴停止和编程停止。按下NC启动键,以快移方式向上运动,直至到达退刀平面。 编程 CYCLE88 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调查 最终钻孔深度/加长孔深度/槽深/型腔深度相对于参考平面(无符号输入) DTB 最终钻削深度处
Sinumerik CYCLE89 孔 5 在 Sinumerik CYCLE89“Bore 5”循环中,向内和向上运动以循环调用前编程的 F 值执行。在达到最终钻孔深度时,可以影响停留时间。 编程 CYCLE89 (RTP, RFP, SDIS, DP, DPR, DTB) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调查 最终钻孔深度/加长孔深度/槽深/型腔深度相对于参考平面(无符号输入) DTB 最终钻削深度处的停留时间(断屑)

Osai GTL(高级几何编程) Osai 10 系列 CNC 系统允许使用标准编程语言 (G1-G2-G3) 或 GTL(一种高级编程语言)对平面上的几何轮廓进行编程。 Osai GTL 可以使用图纸提供的信息来对由直线和圆组成的轮廓进行编程。 Osai 10 系列 CNC 计算这些元素之间的切点和交点。 Osai GTL和标准编程代码可以在同一个程序中使用,但不能在同一个配置文件中使用。 GTL需要绝对编程方式(G90)。 几何元素 Osai GTL使用小写字母 a – 角度 l – 直线 c – 圈子 d – 距离 m – 模块 o – 参考来源 r – 半径 p - 点
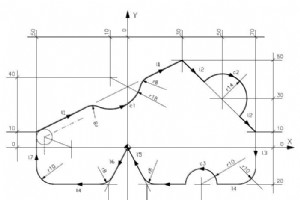
使用 Osai GTL(高级编程语言)的 Osai 10 系列编程示例。 Osai GTL 编程示例 N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N11 c3=I40J-20r10N12 S...M...T3.3M6M....N13 G0X-30Y0N14 Z-10N15 G21G4
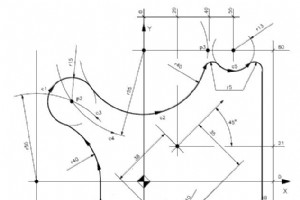
Osai 10 系列允许程序员使用标准编程语言 (G1-G2-G3) 或高级编程语言 (GTL) GTL 编写数控程序。这是一个完整的 Osai GTL 编程示例。 Osai CNC GTL 程序示例 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y-50,a180N10 l6=X-50 Y-65,a60N11 l7=X-25 Y0,a90N1
数控机床





