工业4.0先进制造技术信息网站!

Fanuc 31i G 代码列表,适用于使用 Fanuc 30i 31i 32i cnc 控件在 cnc 加工中心工作的 cnc 机械师程序员。 发那科数控系统 以下 g 代码列表也适用于以下 cnc 控件。 Fanuc 系列 30i/300i/300is-MODEL A Fanuc 系列 31i/310i/310is-MODEL A5 Fanuc 系列 31i/310i/310is-MODEL A Fanuc 系列 32i/320i/320is-MODEL A Fanuc 31i G 代码 G代码 描述 G00 定位(快移) G01 直线插补(切削进给) G02 顺时针圆弧插

Denford Mirac PC 是一款多功能的 2 轴 CNC 台式车削中心,是各级教育和技术培训的理想选择。这里是 Denford Mirac PC CNC 车床 G 和 M 代码的完整列表。 Denford Mirac PC 数控车床 Mirac PC G代码列表 G代码 函数 G00 定位(快速移动) G01 线性插值(进给) G02 圆弧插补CW G03 逆时针圆弧插补 G04 停留 二十国集团 英寸数据输入 G21 指标数据输入 G28 返回参考点 G40 刀尖半径补偿取消 G41 左刀尖半径补偿 G42 刀尖半径补偿右 G50 工作坐标变化/最大。主轴

Okuma M203 是操作时间减少功能之一。注意: 小心使用M203。 Okuma M203 炮塔松开命令 NC在收到M203指令时同时松开刀塔并使轴移动。M203指令只有在与G00在同一程序段中指定时才有效。 例子 G01 X200G00 X220 Z300G00 X500 Z800 M203 (Simultaneous movements of X-axis from 220 to 500 and Z-axis from 300 to 800.) X220 Z300 T020202 请注意,如果在与 G00 相同的程序段中指定 M203 指令,它会松开刀塔,而不考虑当前刀塔位置。
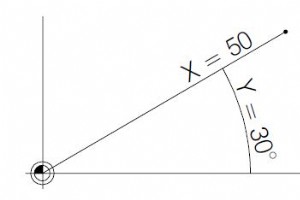
G15 结束极坐标插补 G15 结束极坐标插补 编程 G15 G16 开始极坐标插补 G16 开始极坐标插补 编程 G16 G16和G15之间的点可以用极坐标定义。 使用 G17 – G19 选择可以编程极坐标的平面。 用第一轴的地址编程半径,用第二轴的地址编程角度,都与工件零点有关。 例子 N75 G17 G16N80 G01 X50 Z30first axis: radius X=50second axis: angle Y=30
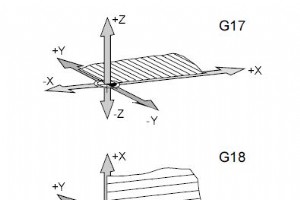
发那科G17 G18 G19平面选择 G17 G18 G19定义平面,在该平面内进行圆弧插补和极坐标插补,计算刀具半径补偿。进行。 G17 XY 平面 G17 XY平面 编程 G17 G18 ZX-平面 G18 ZX平面 编程 G18 G19 YZ-平面 G19 YZ平面 编程 G19
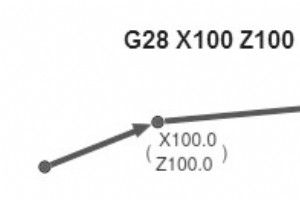
Fanuc G28 接近参考点 使用 G28,将通过中间位置(X、Y、Z)返回参考点。 首先是向 X、Y 和 Z 的运动,然后将逼近参考点。两个运动都发生在 G00 上! 班次G92将被删除。 编程 N... G28 X... Y... Z... 参数 参数 描述 X, Y, Z 中间点坐标 例子 G28 X100 Z100
发那科G33螺纹切削 使用装配工具(镗头或端面头)可以切割螺纹。 注意事项 G33 (100%) 时进给和主轴倍率开关不激活。 编程 N... G33 Z... F.. 参数 参数 描述 F 螺距[mm] Z 螺纹深度

G43刀具长度补偿正 使用 G43,可以从偏移寄存器 (OFFSET) 调用一个值并将其添加到刀具长度。对于程序中所有后续的 Z 运动(具有活动的 XY 平面 - G17),该值将被添加。 编程 N... G43 H... 例子 N... G43 H05 该值写入H05下的寄存器,作为刀长加到后面所有的Z轴运动中。 G44 刀具长度补偿负 使用 G44,可以调用偏移寄存器 (OFFSET) 的值并从刀具长度中减去该值。对于程序中的所有后续 Z 运动(具有活动的 XY 平面 - G17),将从中减去该值。 编程 N... G44 H... G49 取消刀具长度补偿 正(G43)或负(
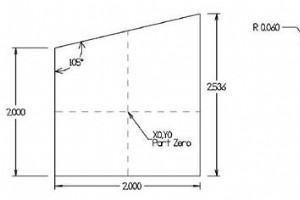
提交人:CNC程序员 总结 Haas 圆角和倒角对于倒角,使用指定倒角长度的C。对于半径a,使用指定半径大小的R。倒角或圆角块可以插入两个线性或 G01 程序段之间。这两个块指定了两个线性移动的交点。 绘图/图像 数控程序 O00025T2 M06 (.5 END MILL) (D=.5)G00 G90 G54 X-1.5 Y0 S5000 M03G43 H02 Z1. M08G01 Z-0.5 F80.G01 G41 D02 Y-0.5 F80.G03 X-1. Y0 R0.5 F50.G01 Y1. ,R0.06G01 X1. Y1.5359 ,R0.5G01 Y-1. ,C0.2

ECS G81 标准钻孔 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G81 <ENT=..> <RAP=..> <RAL=..> 参数 参数 描述 耳鼻喉科 在工作进给时达到深度报价 说唱 周期开始时报价快速到达 拉尔 在周期结束时快速达到报价。
ECS G81/3 – 3 层钻孔 使用此循环,可以钻定义两个区域的孔,在这些区域中,钻头将以与使用 F… 指令编程的进给不同(通常较低)的进给进给。 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G81 <ENT=..> <RAP=..> <RAL=..> <SF1=..> <FE1=..> <SF2=..> <FE2=..> 参数 参数 描述 耳鼻喉科 深度引用 说唱 周期开始时报价快速到达 拉尔 周期结束时报价快速到达 SF1 /SF2 引号用于定义钻头将更改 Fe
ECS G82 带断屑暂停的钻孔 该循环与标准钻孔 G81 的唯一区别是钻头在到达指定深度 (ENT) 后完成的停顿以打断切屑。 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G82 <ENT=..> <RAP=..> <RAL=..> <TIM=..> 参数 参数 描述 耳鼻喉科 在工作进给时达到深度报价 说唱 周期开始时报价快速到达 拉尔 周期结束时报价快速到达 时间管理 仔细阅读 ENT 引用 [sec]。
ECS G83 深钻带清理 该循环通常用于钻深孔。钻头的第一个钻头将达到用参数 INI 定义的报价 .之后它将快速返回到 RAP 引用。下一次该位将推进由 (INI + IND ) 。之后它又会回到RAP .每次递增IND都会重复递减操作,直到达到ENT报价。 注意: 当增量达到小于IND的值时 它将被强制等于 IND . 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G83 <ENT=..> <RAP=..> <RAL=..> <INI=..> <IND=..> 参数 参数 描述 耳鼻喉科 在工作进
ECS G83/r 带断屑暂停的深钻 本循环与深钻G83的区别 是: 在每个钻孔步骤结束时执行 TIM 的暂停 秒破芯片。 在驻留结束时,钻头不会快速移动到 RAP 报价但立即开始下一个钻井步骤。 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G83 <ENT=..> <RAP=..> <RAL=..> <INI=..> <IND=..> <TIM=..> 参数 参数 描述 耳鼻喉科 在工作进给时达到深度报价 说唱 周期开始时报价快速到达 拉尔 周期结束时报价快速到达 INI 初
ECS G84攻丝 当铣床主轴未配备位置传感器时,该循环用于攻丝。在这种情况下,还建议使用带有机械补偿器的丝锥。还需要验证: 程序进给 [mm/min] =程序速度 [rpm] * 攻牙螺距 [mm] 注意: ENT之间的返回运动 和说唱 以工作进给反转主轴旋转方向完成。 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G84 <ENT=..> <RAP=..> <RAL=..> 参数 参数 描述 耳鼻喉科 在工作进给时达到深度报价 说唱 周期开始时报价快速到达 拉尔 返回报价快速达成
ECS G85 镗孔循环 此循环与标准钻孔 G81 之间的唯一区别是刀具返回到 RAL 报价是在 ENT 之间的工作提要上完成的 和说唱 , 并以快速 (G00 ) 来自 RAP 到 RAL . 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G85 <ENT=..> <RAP=..> <RAL=..> 参数 参数 描述 耳鼻喉科 在工作进给时达到深度报价 说唱 周期开始时报价快速到达 拉尔 返回报价快速达成
ECS G86 主轴停止循环 此循环与标准钻孔 G81 之间的唯一区别是主轴到达了 ENT 报价已停止 只有当工具快速到达 RAL 时才会重新启动 报价。 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G86 <ENT=..> <RAP=..> <RAL=..> 参数 参数 描述 耳鼻喉科 在工作进给时达到深度报价 说唱 周期开始时报价快速到达 拉尔 在主轴停止的情况下快速达到返回报价。
ECS G87 带回缩循环的镗孔 该循环不同于“带主轴停止的镗孔”G86,因为在这种情况下,当刀具到达ENT 报价,主轴不仅停止,而且定向在特定位置(通过 M19 功能),脱离 X 和 Y 运动,最后快速移动到 RAL 报价。 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G87 <ENT=..> <RAP=..> <RAL=..> <DAX=..> <DAY=..> 参数 参数 描述 耳鼻喉科 在工作进给时达到深度报价 说唱 周期开始时报价快速到达 拉尔 在主轴停止、定向和脱离的情况下快速达到返回
ECS G89 带保压循环的镗孔 该循环不同于标准的镗孔循环 G85,允许对停留时间进行编程 (TIM 秒)到达ENT之间 引用, 到运动的开始, 在工作进给时完成, 达到 RAP 报价。 在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入: 编程 G89 <ENT=..> <RAP=..> <RAL=..> <TIM=..> 参数 参数 描述 耳鼻喉科 在工作进给时达到深度报价 说唱 周期开始时报价快速到达 拉尔 返回报价快速达成 时间管理 停留 [sec] 以开始在 ENT 和 RAP 之间工作。

Osai 10 系列命令 SSL 与G96配合使用,设置主轴在CSS过程中允许运行的最大转速。 编程 SSL=value 参数 参数 描述 值 是一个可以直接用十进制数字或间接用 E 参数编程的值。 例子 SSL = 2000 ;Assign a spindle speed limit of 2000 rpmE32 = 1500SSL = E32 ;Assign a spindle speed limit of 1500 rpm 重要 确保在输入 G96 块之前在零件程序中输入该值。
数控机床