
工业4.0先进制造技术信息网站!
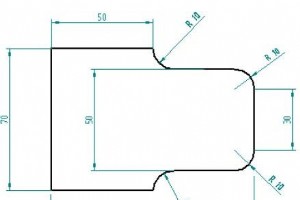
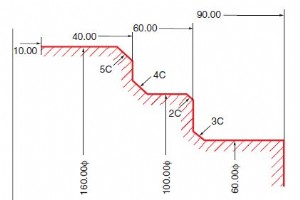
提交人:布莱恩 总结 一个基本且易于理解的数控车床程序示例,使用 G02 G03 G 代码加工圆弧半径 绘图/图片 数控程序 N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100 N40 G00 X100 N45 G00 Z10 N50 M05 N55 M30
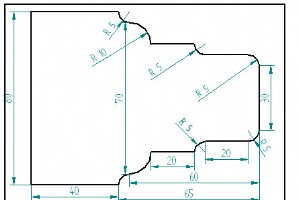
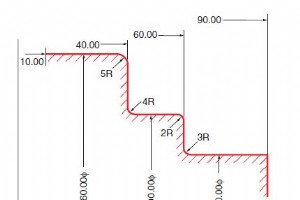
提交人:布莱恩 总结 在零件上加工多个圆弧半径的数控车床程序示例代码。 绘图/图片 数控程序 N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G03 X70 Z-60 R10 N45 G02 X80 Z-65 R5 N50 G01 Z-105 N55 G00 X90 N60 G00 Z10 N65 M05 N70 M30

Sherline CNC G 代码 M 代码完整列表,适用于在 Sherline 数控铣床/车床上工作的数控机械师。 更多关于 Sherline CNC Sherline数控车床主要零件说明 Sherline CNC Mill 主要零件说明 Sherline G 代码 G代码 函数 G00 Rapid move(快速定位) G01 进给率移动(线性插补) G02 顺时针移动(顺时针圆弧/螺旋插补) G03 Counter Clockwise move (c-c-clockwise circular/helical interpolation) G04 停留时间 G08 开

Sherline数控车床零件及其作用。 更多关于 Sherline CNC Sherline G 代码 M 代码 Sherline CNC Mill 主要零件说明 Sherline数控车床主要零件
Sherline数控铣床(VMC)零件及其功能。 更多关于 Sherline CNC Sherline G 代码 M 代码 Sherline数控车床主要零件说明 Sherline 数控铣床主要部件

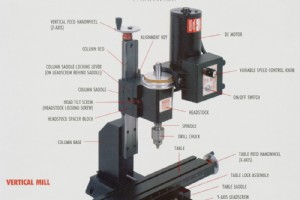
Sherline CNC 系统组件和连接。 系统组件 1) 1-5/8″ 手动手轮2) Z 轴步进电机3) 步进电机支架4) Sherline 立式磨机及标准配件(所示为 2000 型磨机)5) 备份Linux/EMC2安装光盘,Sherline说明书光盘6) Y轴步进电机7) X轴步进电机8) 可选A轴电缆(CNC)旋转台) 连接9) 带键盘和鼠标的计算机10) 步进电机电源的开/关开关11) USB 驱动器端口(前面)12) CD -RW 驱动器13) 直流主轴电机14) 包括USB 闪存盘15) 电源开/关(下面较小的按钮是“重启”按钮) 连接 计算机背面的连接 1)键盘连接

本文介绍的是 STOPRE Sinumerik 840D 程序命令。 Siemens Sinumerik 840D 是先进的数控系统。 Sinumerik 840D cnc 控制的能力之一是 Sinumerik 840D Pre-Process 零件程序指令执行前 简单来说,Sinumerik 840D 比数控机床读取速度更快。 这意味着 sinumerik 840D 预读了 cnc 程序。你按下循环开始,数控机床开始运行,但 sinumerik 840D 数控控制器现在可能已经读取了整个数控程序,但实际的数控机床落后了。 这一切都意味着 sinumerik 840D 比实际的

由于某些原因,数控车床的一个镗杆完全损坏,所以我只是用新的更换了损坏的镗杆,这里我将讲述换刀的来龙去脉。 Eltro 飞行员 M 我用 Gildemeister 的 EPM (Eltro Pilot M) 数控系统更换了其中一台数控机床 FMS-5 上的镗杆。 工具更换程序 镗杆刀具编号是 S10K SDUCL 07 , 镗杆上使用的刀片是 DCMT 070204 .如镗条码所示,镗杆直径为10mm,该镗杆所用刀片的切削刃为7mm,刀片切削点半径为0.4mm。 我只是在镗杆刀架上拧紧了镗杆。刀柄为夹头式,可根据需要轻松更换夹头使用。 刀具偏置设置 然后我将拧紧的镗杆带到对刀机或对刀

带有 Mark 25 Mark 21 CNC 控制器的 Sodick Wire EDM 的完整 G 代码 M 代码列表。 G代码列表 G代码 描述 G00 Rapid Motion(在图形中显示为虚线) G01 直线切割运动 G02 圆形切割运动 – 顺时针 (CW) G03 圆形切割运动 – 逆时针 (CCW) G04 停留(例如:G04 x5.0 仅在尖角处停留 5 秒) G05 X 轴镜像(打开时将 CRT 读数变为红色) G06 Y 轴镜像(打开时将 CRT 读数变为红色) G08 X-Y 交换(打开时将 x、y、u、v 转换为小写字母) G09 取消G05、G0
提交人:Vikram 总结 带有 Mark 21 / Mark 25 CNC 控制器的 Sodick 线切割 EDM CNC 机器的 CNC 程序示例。 绘图/图像 数控程序 N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SELECT CUTTING CONDITION)N025 G42 H061 (SELECT RIGHT OFFSET AND VALUE)N030 T94 (SUBMERGE
Okuma G75 C倒角 Okuma G75 G代码用于锐边倒角。 G75仅在G01方式下有效。 G75 是非模态的,仅在指令块中有效。 Okuma G75编程 G75 X Z L 参数 参数 描述 X, Z 交点坐标 大号 倒角面的大小。符号由轴运动方向决定; X 轴(Z 轴)运动后,Z 轴(X 轴)正向移动时为“+”。 “-”表示X轴(Z轴)运动后Z轴(X轴)向负方向移动。 Okuma G75 示例程序 ::N101 G01 X60 Z92 F0.1N102 G75 Z60 F0.05 L3N103 G75 X100 L-2N104 G75 Z40 L4N105 G7
Okuma G76 舍入 Okuma G76 G 代码用于锐边倒圆。 G76仅在G01方式下有效。 G76 是非模态的,仅在指令块中有效。 Okuma G76 编程 G76 X Z L 参数 参数 描述 X, Z 交点坐标 大号 倒圆半径。符号由轴运动方向决定;“+”表示Z轴(X轴)在X轴(Z轴)后向正方向移动)运动。“-”表示X轴(Z轴)运动后Z轴(X轴)向负方向运动。 Okuma G76 示例程序 ::N101 G01 X60 Z92 F0.1N102 G76 Z60 F0.05 L3N103 G76 X100 L-2N104 G76 Z40 L4N105 G76 X1

Anilam 4200T M 代码列表,适用于使用 Anilam 4200T CNC 控件在 CNC 车床上工作的 CNC 机械师程序员。 什么是M代码(辅助功能) M(杂项)代码执行杂项 (M) 功能,例如主轴正转/反转/关闭和冷却液开/关。 Anilam 4200T M 代码 M 代码 函数 M0 程序停止 M1 可选程序停止 M2 程序结束 M3 主轴正转 M4 主轴启动 M5 主轴关闭 M8 开启冷却 M9 冷却液关闭 M19 定向主轴并启用 C 轴模式。 M30 程序结束 M40 开档范围 M41 一档范围 M42 二档范围 M43 三档范围 M4
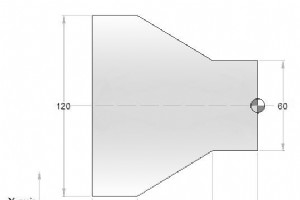
GSK 980 TDc CNC 车床程序示例说明如何使用 G90 车削循环,在这个 CNC 程序示例中 G90 车削循环使用了两次,第一个 G90 循环用于直线调整然后 G90 循环用于锥度车削。 G90 车削循环 GSK 980 TDc CNC 示例 O0002;M3 S300 G0 X130 Z3;G90 X120 Z-110 F200;X110 Z-30;X100;X90;X80;X70;X60;G0 X120 Z-30;G90 X120 Z-44 R-7.5 F150;Z-56 R-15;Z-68 R-22.5;Z-80 R-30;M30;
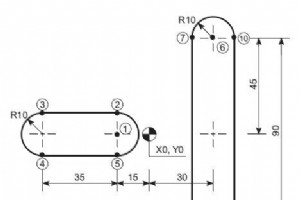
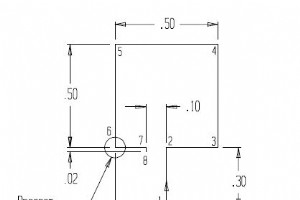
通过为给定的图纸输入正确的坐标值来测试您的数控编程技能。 CNC编程技能测试1 你的分数: 总计:正确:错误:百分比: 正确答案 点 X 是 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15 -10 6 30 45 7 20 45 8 20 -45 9 40 -45 10 40 45
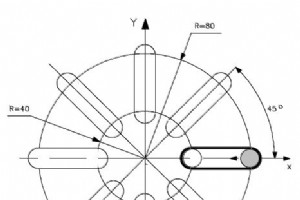
此 Osai 10 系列 CNC 程序示例展示了如何使用带重复 (RPT) 的平面旋转 (ROT) 和参数化编程。 Osai 10 系列 CNC 程序示例 (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 ( ROT, E25)N153 G X40 Y M3N154 Z0N155 G29 G1 Z-10 F150N156 X80 F200N157 Z-18 F150N158 X40N159 G Z0N160 E25 =E25 + 45N161 (ER
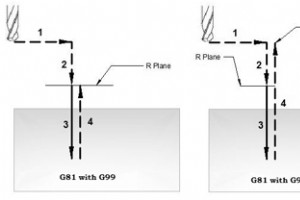
NCT G81钻孔循环用于简单的钻孔/点钻作业。 编程 G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. 参数 下表 X、Y、Z 定义适用于 G17 平面,对于其他平面,这些定义将随着G18 平面 Z X 为孔位,Y 为钻孔轴G19 平面 Y Z 为孔位X为钻孔轴 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,刀具将从 R 平面开始进给到 Z 深度。 R R平面的位置。 大号 循环重复次数(
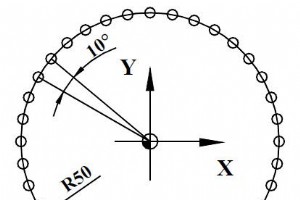
NCT 程序示例显示如何使用 G81 钻孔循环使用 G15 G16 极坐标指令和 G81 钻孔循环在圆上钻孔。 G 代码 G代码 函数 G15 极坐标命令取消 G16 极坐标命令 G81 钻孔、点镗循环 NCT 编程示例 %O7073(7.3)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L36N160 G80 G15N170 G0 Z100N180 M30%
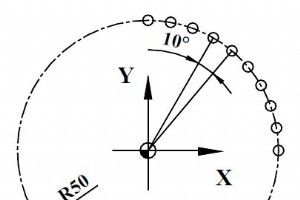
NCT程序示例展示如何使用G81钻孔循环和G15 G16极坐标指令钻圆的一部分。 G 代码 G代码 函数 G15 极坐标命令取消 G16 极坐标命令 G81 钻孔、点镗循环 NCT程序示例 %O7074(7.4)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L10N160 G80 G15N170 G0 Z100N180 M30%

Mazak系统/MAZATROL MATRIX等驱动器报警错误代码列表 对于其他 Mazak 警报列表,请访问以下页面。 Mazak 系统/驱动器错误(编号 1 – 编号 99,编号 1000 – 编号 1099) Mazak CNC 机器控制错误(No. 100 – No. 199,No. 1100 – No. 1199) Mazak PLC机器控制错误(No. 200 – No. 399, No. 1200 – No. 1399) Mazak CNC 屏幕操作错误(No. 400 – No. 499,No. 1400 – No. 1499) Mazak I/O 错误(编号 500
数控机床





