工业4.0先进制造技术信息网站!
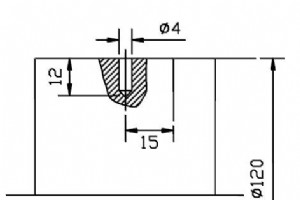
Fanuc G87 侧钻固定循环 G87 侧面钻孔循环用于使用驱动工具在零件直径/侧面钻孔。 阅读完整教程 G87 侧钻循环 Fanuc G87 侧钻示例 3 个孔间距 120º O0021G21;G10 P0 X0 Z-100;N8 G28 U0.T808(RADIAL 4MM DIA DRILL)M5M45G28 H0G97 S3500 M3G0 G80 G98 X122.Z-15.G87 X96.Q3000 M90 F350.C120.Q1000 M17C240.Q1000 M17G80M5M44G0 X150.Z150.M9M1
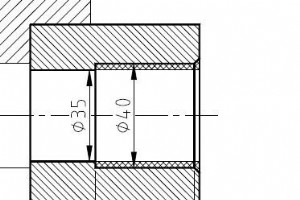
提交人:cnc程序员 总结 CNC 编程示例展示了一个简单的程序如何在数控车床上对已钻孔的部件进行镗孔。 绘图/图像 数控程序 O0003;N10 G10 P0 Z-85;N20 T606;N30 G50 S2000;N40 G96 G99 S180 F.2 M4 M8 M200;N50 G0 X44 Z2;N60 G1 Z0;N70 X40 Z-2 F.15;N80 Z-40 F.2;N90 X35;N100 G0 Z5;N110 X200 Z100;N120 M30;
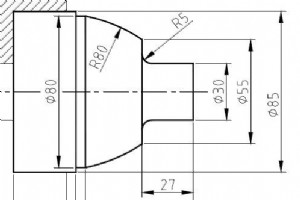
提交人:杰克 总结 从外部车削零件的CNC程序示例,车削轮廓由直线插补和圆弧插补组成。 绘图/图像 数控程序 O0004;N10 G10 P0 Z-110;N20 T303;N30 G50 S2500;N40 G96 S220 G99 F.2 M4 M8 M200;N50 G0 X30 Z2;N60 G1 Z-22;N70 G2 X40 Z-27 R5;N80 G1 X55;N90 G3 X80 Z-57 R80;N100 G1 Z-62;N110 X86;N120 G0 X150 Z150 M30;
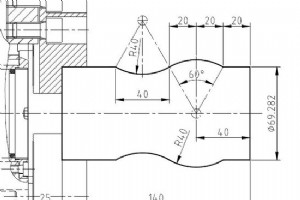
提交人:Vikram 总结 具有许多半径的 CNC 编程示例。完整程序展示如何切割多个关节在一起的圆弧(半径)。 绘图/图像 数控程序 O0005;N10 G10 P0 Z-165;N20 T404;N30 G50 S2000;N40 G96 S200 G99 F.2 M4 M8 M200;N50 G0 X69.282 Z2;N60 G1 Z-20;N70 G3 X69.282 Z-60 R40;N80 G2 X69.282 Z-100 R40;N90 G1 Z-105;N100 G0 X150;N110 Z10;N120 M30;
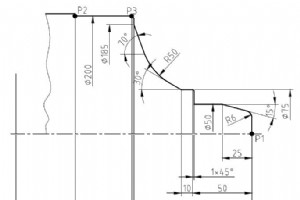
提交人:BEATA 总结 CNC 程序示例,展示如何在 CNC 程序中给出直角 绘图/图像 数控程序 O0012;N10 G10 P0 Z-200;N20 T303; (PROFILING)N30 G50 S2200;N40 G96 G99 S230 F0.12 M4 M8 M200;N50 G0 X0 Z3;N60 G1 Z0 ; (P1)N70 ,A90 R6; (FIRST ANGLE)N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°)N90 ,A180N100 X75 Z-49 ,A90 ,C1;N110

Makino Pro 3 程序保护 存储在目录中的所有程序都受到内存锁钥匙开关的保护(防止编辑或意外删除)。Makino Pro 3 通过使用参数设置提供额外的程序保护。 牧野Pro 3 Makino Pro 3 程序保护参数 通过设置Pro 3控制参数3202,可以禁止两段零件程序号的编辑。参数3202为8位参数,其中第0位和第4位用于禁止程序编辑。 参数3202 当参数3202第0位设为1时:- O8000~O8999范围内的程序号不可编辑或删除。 当参数 3202 第 4 位设为 1 时:- O9000 至 O9999 范围内的程序号不可编辑或删除。
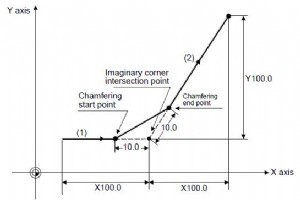
三菱数控倒角/圆角 Mitsubishi CNC 的加工中心,在只用线形成拐角的命令块中,通过在要首先命令的块的末尾添加“,C_”或“,R_”,自动执行任意角度的倒角或圆角。 三菱数控倒角“,C_” 角部倒角时,如果不进行倒角,假想的起点角和终点角减去“,C_”指令的长度后的位置相连。 编程 N100 G01 X__ Y__ ,C__ ;N200 G01 X__ Y__ ; 在N100和N200的交点处进行圆角处理。 参数 参数 描述 ,C 倒角大小 例子 三菱CNC转角倒角 G91 G01 X100., C10. ;X100. Y100. ; 三菱数控圆角“,R_” 假

通过回答快速测验问题来测试您的数控编程技能。 本cnc编程小测验,考查你对G代码及其作用了解多少。 注意:这是一个 Flash 教程。 CNC 编程测验
通过回答快速测验问题来测试您的数控编程技能。 Evert cnc 程序员/机械师必须处理 G &M 代码。 此测验测试您对 M 代码的了解。 注意:这是一个 Flash 教程。 CNC 编程测验
一个非常简单易行的编程练习,适合刚开始学习cnc编程的cnc程序员/机械师。 上面给出了一张图纸,下面给出了一个cnc程序,其中有一些缺失的块,您只需将缺失的块正确填充即可。 注意:这是一个 Adobe Flash 教程。 如何解决? 您只需要用蓝色框中给出的程序块(根据给定的图纸)填充缺少的程序块,只需用鼠标将它们拖放到适当的位置,如果您放置了正确的代码,就会出现一个绿色的复选标记在右边的空白处。 CNC 程序员的拖放游戏
这是一个数控车床编程练习。本练习将帮助初级数控程序员/机械师轻松学习数控编程。 如何解决? 下面给出了一个非常基本的图纸及其完整的 cnc 程序,但是一些程序块缺少数字,您只需用正确的值填充它们,如果输入正确的程序值,将出现一个复选标记。 注意:这是一个 Adobe Flash 教程。 填空CNC编程练习
CNC 编程练习 学习和测试您的 cnc 编程技能,您只需根据给定的图纸填写此编程练习中的空白即可。 如何解决? 下面给出了完整的cnc程序的图纸,但是有些程序块缺少数字/字母,您只需用正确的值填充它们,如果输入正确的程序值,将出现一个复选标记。 注意:这是一个 Adobe Flash 教程。 数控编程练习 填空
提高编程技能的 CNC 铣削(加工中心)程序练习。 如何解决? 下图给出了完整的cnc程序,但部分程序块编号缺失,只需填入正确的值即可,输入正确的程序值会出现复选标记。 注意:这是一个 Adobe Flash 教程。 填空 CNC CNC 编程铣削练习
多圆弧连接在一起的数控铣床编程练习。 这个cnc编程练习展示了如何为具有多个圆弧的零件编写程序,因此cnc程序员必须使用多个圆弧插补G代码G02 G03。 如何解决? 下图给出了完整的cnc程序,但部分程序块编号缺失,只需填入正确的值即可,输入正确的程序值会出现复选标记。 注意:这是一个 Adobe Flash 教程。 填空CNC编程练习多弧

C.B.Ferrari Elexa E560 G 代码完整列表,适用于在 C.B.Ferrari cnc 加工中心工作的 cnc 机械师。 C.B.Ferrari E560 G代码 G代码 描述 G0 在编程点的平面和空间中以线性插补方式快速定位轴。 G1 在编程点的平面和空间中进行线性插补。 G2 在所选平面或螺旋线上顺时针圆弧插补 G3 在选定的平面或螺旋线上逆时针进行圆弧插补。 G4 用主轴转数 (G4/n) 或十分之一秒(G4/s 时间,以秒/10 为单位)编程的停留时间 G5-G7-G9 仅出于与 CNC 132 160 兼容的原因才识别 G 功能。它们的执行方式与
C.B.Ferrari Elexa E560 M 代码完整列表,适用于在 C.B.Ferrari cnc 加工中心工作的 cnc 机械师。 C.B.Ferrari E560 M 代码 M代码 描述 M1 程序停止。 M3 主轴顺时针旋转。 M4 主轴逆时针旋转 M5 停止主轴。 M6 手动换刀(与G99关联) M7 启用冷却剂 1(在水外)。 M8 启用冷却剂 2(主轴中的水)。 M9 禁用冷却剂。 M10 启用非编程轴锁定。 M11 禁用非编程轴锁定。 M13 M3+M7 M14 M4+M7 M15 M3+M8 M16 M4+M8 M17 M3+M50 M

Milltronics Centurion 7 错误消息完整列表,适用于在 Milltronics cnc 机器上工作的 cnc 机械师程序员 Milltronics 错误消息 001 函数号无效 请注意刚刚发生的情况并寻求技术支持。调用了一个不存在的 DOS 函数。 002 找不到文件 指定为 OLD 的文件名不存在。试试 MENU。 003 找不到路径 指定的驱动器或子目录不存在。 004 打开的文件太多 检查 Config.sys 中的 FILES=20。 005 文件访问被拒绝 该文件可能是只读的或位于写保护的磁盘上。 006 无效的文件句柄 007 内存控制块被破坏 0
一个cnc编程测试来完成这个程序,这个cnc程序由多个圆弧(半径)连接在一起组成。 适合数控程序员/机械师测试他们的数控编程技能的好练习。 如何解决? 下图给出了完整的cnc程序,但部分程序块编号缺失,只需填入正确的值即可,输入正确的程序值会出现复选标记。 注意:这是一个 Adobe Flash 教程。 数控编程填空题
AMADA AE NT 系列 CNC 转塔冲床 G 代码和 M 代码,适用于使用 Amada AE255NT / AE2510NT CNC 转塔冲床的数控机械师。 G 代码 AMADA CNC 转塔冲床 G代码 描述 G00 线性插值取消 G01 线性插值开始 G04 停留 G06 工单厚度和材质指定 G20/G21 英制/公制选择功能 二十五国集团 自动重新定位 G27 自动重新定位 G26 螺栓孔圆[BHC] G28 角度线 [LAA] G29 圆弧[ARC] G36 网格-X [GRD-X] G37 网格-Y [GRD-Y] G50 主页收回 G66 抗剪

Andron andronic 2060 完整的 G 代码和 M 代码列表,适用于使用 Andron andronic 2060 cnc 控件在 cnc 机器上工作的 cnc 机械师。 G 代码 Andronic 2060 G代码 函数 G00 快进定位 G01 以进给率定位 G02 圆弧插补-顺时针 G03 圆弧插补-逆时针 G04 停留时间 G05 空间圆弧插值 G14 宏调用 17国集团 XY 平面 八国集团 平面ZX G19 平面YZ G22 子程序调用 G23 文本 – 函数 二十五国集团 RTCP H 开/关 G26 自由飞机 G29 坐标轴变换
数控机床