工业4.0先进制造技术信息网站!

Mazak CNC machine control error List for MAZATROL MATRIX etc. 对于其他 Mazak 警报列表,请访问以下页面。 Mazak 系统/驱动器错误(编号 1 – 编号 99,编号 1000 – 编号 1099) Mazak CNC 机器控制错误(No. 100 – No. 199,No. 1100 – No. 1199) Mazak PLC机器控制错误(No. 200 – No. 399, No. 1200 – No. 1399) Mazak CNC 屏幕操作错误(No. 400 – No. 499,No. 1400 – No.

MAZATROL MATRIX等Mazak CNC屏幕操作错误列表 对于其他 Mazak 警报列表,请访问以下页面。 Mazak 系统/驱动器错误(编号 1 – 编号 99,编号 1000 – 编号 1099) Mazak CNC 机器控制错误(No. 100 – No. 199,No. 1100 – No. 1199) Mazak PLC机器控制错误(No. 200 – No. 399, No. 1200 – No. 1399) Mazak CNC 屏幕操作错误(No. 400 – No. 499,No. 1400 – No. 1499) Mazak I/O 错误(编号 500 – 编号

Makino Professional 3 CNC Control (Makino Pro 3) G 代码列表,适用于在使用 Makino Pro 3 (Fanuc 16i/18i) CNC 控制器的 CNC 机器上工作的数控机械师。 牧野 Pro 3 G 代码 G代码 函数 G00 快速定位 G01 线性插补(进给率) G02 圆弧/螺旋插补 CW G03 逆时针圆弧/螺旋插补 G04 停留 G05 高速远程缓冲区操作 G07.1 圆柱插补 G09 精确停止检查 十国集团 数据设置 G11 数据设置模式取消 G12.1 极坐标插值模式 G13.1 极坐标插值模式取

Makino Professional 3 CNC Control (Makino Pro 3) M 代码列表,适用于在使用 Makino Pro 3 (Fanuc 16i/18i) CNC 控制器的 CNC 机器上工作的数控机械师。 Makino Pro 3 M 代码 标准 M 代码 M代码 描述 M000 程序停止 M001 可选停止 M002 程序结束 M003 主轴顺时针方向启动 M004 主轴顺时针方向启动 M005 主轴停止 M006 自动换刀 M007 喷雾冷却剂或吹气 M008 喷嘴冷却剂开启 M009 冷却液关闭 M015 索引表顺时针旋转 M01

Fadal 数控机床故障排除的 Fadal 错误消息和紧急错误代码的完整列表 致命错误信息 N =时需要绝对模式 在所有探测功能期间,CNC 必须处于 G90(绝对)模式。测头功能L9101在G91(增量)模式下编程。 轴上的放大器故障 如果控制器未检测到应该运行的轴,则会在通电时发生这种情况。当 A 轴未使用且已安装虚拟终端插头时,经常会看到这种情况。如果安装了虚拟终端插头,则可以忽略此消息。如果此消息出现在任何其他轴(X、Y 或 Z)上,则关闭电源以检查电机过载继电器。打开电源,如果该消息再次出现,请致电服务部门,并记下错误消息编号。检查保险丝、继电器和断路器之前,请关闭机器电源。

Fadal PLC 警报列表/Fadal 加工中心的 PLC 消息(GE FANUC 0i MC CNC 控制)。 PLC 报警 警报 描述 1002 双门开关故障 1003 M02 省电,重置为清除 1005 门打开,MDI 工具更改警报 1016 工具寿命结束更换工具并在工具寿命屏幕上重置 1040 主轴运行时无法换刀 1041 当 Z 不在原位时不能换刀 1042 主轴未定向时无法更换刀具 1050 INIT SHIFT 失败,CYC STRT 禁止 1051 操作期间丢失低档 1052 在操作过程中丢失高速档 1054 从高到低换档失败 1055 低速至高速

Fadal G 代码 M 代码固定子程序等,适用于在 Fadal VMC 上工作的数控机械师。 G 代码 G代码 描述 G0 快速旅行 G1 线性插值 G2 圆弧插补(顺时针) G3 圆弧插补(逆时针) G4 Dwell P=以毫秒为单位的时间另外:非模态到位检查 五国集团 非模态快速旅行 八国集团 加速(无进给斜坡) 九国集团 减速(进给斜坡)还有:在位检查 十国集团 可编程数据输入L02=Fixture X, Y, Z, A, B, P=0, 1-48L10=Length, P=1-99, R0=AmountL12=直径,P=1-99,R0=数量L13=读取夹具,P=

适用于 CNC 机械师的 Fanuc 0i / 0i Mate 警报代码。 Fanuc 0i 警报 程序错误(P/S报警) 程序错误/程序运行报警(P/S报警) 0 请关闭电源 1 个奇偶校验警报 2 电视奇偶校验报警 3 位数太多 4 地址未找到 5 地址后无数据 6 负号的非法使用 7 非法使用小数点 9 非法地址输入 10 不正确的 G 代码 11 无进给指令 14 无法命令 G95(M 系列) 14 ILLEGAL LEAD COMMAND(T 系列) 15 轴指令太多(M 系列) 15 轴指令太多(T 系列) 20 超出半径公差 21 非法平面轴指令 22 无圆半径 23 非
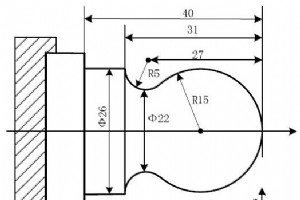
GSK 980 TDc 程序示例,此数控程序示例使用 G02 G03 圆弧插补 G 代码。CNC 程序显示如何在 GSK 980 TDc 数控程序中将两个圆弧连接在一起。 GSK 980 TDc 编程示例 Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03 S200; (Start spindle)N003 G01 X0 Z0 F900; (Approach workpiece)N005 G03 U24 W-24 R15; (Cut R15 arc)N006 G02 X26 Z-31 R5; (Cut R5 arc)N007 G

Citizen Cincom E32 IV G 代码和 M 代码,适用于数控机械师程序员。 G 代码 G代码 函数 G00 快速进纸 G01 线性插值 G02 圆弧插补(顺时针) G03 圆弧插补(逆时针) G04 停留 G28 返回参考点 G32 螺纹切割 G50 坐标系设置 G90 纵向车削循环 G92 螺纹切削循环 G94 车脸循环 G96 恒线速控制 G97 恒线速控制取消 G98 每分钟进给 G99 每转进给 G 代码宏 G代码 函数 G201 产品分离命令 G210 Y轴加工模式开启(仅限E32IV) G211 Y轴加工模式关闭(仅

以下是 Haas 铣床编程中使用的地址代码列表。 第四轴旋转运动 (设置 30、34、48、108)地址字符 A 用于指定可选的第四轴 A 轴的运动。它指定旋转轴的角度(以度为单位)。它后面始终跟有一个带符号的数字和最多三个小数位。如果没有输入小数点,则假定最后一位为 1/1000 度。 B 第五轴旋转运动 (设置 78、79、80,108)B 地址字符用于指定可选的第五轴 B 轴的运动。它以度数或旋转轴指定角度。它后面始终跟有一个带符号的数字和最多三个小数位。如果没有输入小数点,则假定最后一位为 1/1000 度。 C辅助外旋轴 (设置 38)C 地址字符用于指定可选的外部第六轴
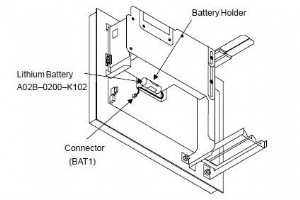
发那科系列 15i 150i 发那科换电池的方法 从断开旧电池电缆到连接新电池电缆的时间应短于 5 分钟。正确完成以下步骤后,BIOS 设置不会被删除。但如果 BIOS 设置被清除,开机时会显示如下消息,加载默认 BIOS 设置并重启。“251:System CMOS checksum bad – Default configuration used.”因此,请检查是否在更换电池之前,BIOS 设置是否已从默认设置更改或未更改。而且,如果不幸显示此消息,您应该修改 BIOS 设置。 (1) 智能终端3开机5秒以上后,关闭智能终端3电源,将智能终端3背面从面板上取下等方式启用。( 2) 拔出电
NUM CNC 车床的完整程序示例,在此 CNC 程序中,首先车削外轮廓,然后使用单独的刀具加工凹槽。 NUM CNC 车床 G 代码 NUM CNC 车床 M 代码 NUM 760 T 程序示例 %159N1 (AXE)N10 G90 G71 G80 G40 G92 S3000N20 G0 G52 X0 Z0(FINISHING CONTOUR)N30 T1 D1 M6 (TOOL#1)N40 G95 F0.08N50 G97 S800N60 M3 M42N70 G0 X66 Z-24N80 G96 S80N90 G1 G41 X50 Z-24 M8N100 Z0M110 X38N1
NUM CNC 铣床程序示例外轮廓切削,钻孔和锪孔深度为 5 mm。 NUM CNC 铣床程序示例 %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y33N90 G3 X38 Y45 R12N100 G1 X-35 Y45N110 G2 X-50 Y 30 R15N120 G1 X-50 Y25N130 G1 X-35 Y0N140 G1 X-25 Y0
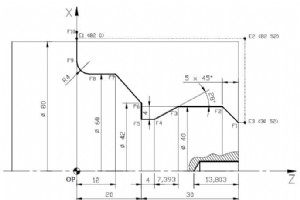
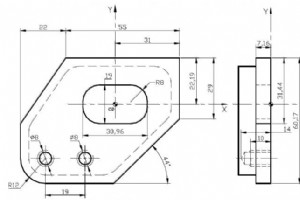
提交人:BEATA 总结 NUM CNC 车床程序示例显示了 NUM cnc 循环的使用,G64 车削/面粗加工循环G65 沟槽粗加工循环G87 带断屑的钻孔循环使用了多个刀具完成整个数控加工操作。 绘图/图片 数控程序 %1111(EBAUCHE T2 D2)(FINITION T3 D3)(CENTRAGE DIAM 5 T7 D7)(PERCAGE DIAM 6 T8 D8)N10 G90 G71 G40 G80 G92 S4000 (INITIALIS)(USINAGE EBAUCHE PARAXIAL)N20 G0 G52 X0 Z0N30 T1 D1 M6 (OUTIL EBA
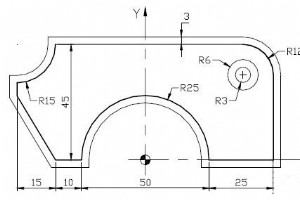
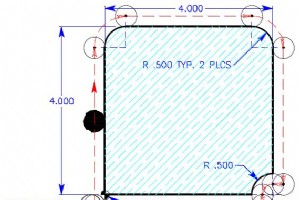
提交人:BEATA 总结 NUM CNC 铣削程序示例显示了许多 NUM 循环的工作,例如 G45 简单型腔循环等。此 cnc 程序示例中使用了以下 NUM G 代码循环 G45 简单型腔循环G71 公制数据输入G81 中心钻孔循环G80 取消固定循环G87 断屑钻孔循环G84 攻丝循环G52参考测量原点的绝对尺寸运动编程 绘图/图像 数控程序 %3354(Exemple de cycles en fraisage)N10 G90 G80 G71 G40N20 G0 G52 Z0 (CENTRAGE)N30 T8 D8 M6N40 G97 S1670N50 G0 X-34 Y-25.98
Haas CNC Milling Circular Interpolation Cnc 示例程序的编程说明,这些示例显示了在使用 G02 G03 G 代码编程圆弧插补时如何在 cnc 程序中给出 IJK 或 R。 哈斯圆弧插补 当 R 更易于编程时,为什么要使用 IJK? R 更容易定义,但更容易出错并得到不正确的半径。如果使用 R,并且您在起点或终点处输入了错误,而机器仍然可以计算半径,并且这样做了,那么您将得到一个不正确的半径。 如果你在 I、J、K 方法上犯了一个错误,机器将更有可能在执行之前停止并给你一个警报。 尽管在 G02 或 G03 中使用 R 仍然更容易,并且是手动编程圆
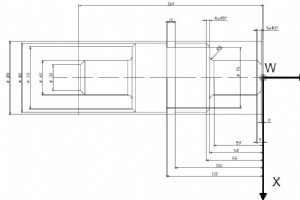
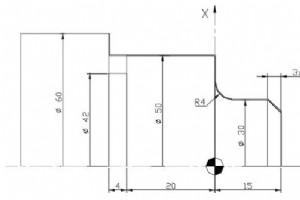
提交人:CNC程序员 总结 CNC车床编程实例,本编程实例中没有使用X轴的直径值,而是使用半径值进行编程。 在半径模式/标注尺寸时,X 轴在车床上的移动将是距中心的距离。因此,在 X1 处切割会产生直径为 2 毫米的零件。 绘图/图片 数控程序 % AlberoN010 G00 X150 Z200 T0101 M06N020 G92 S2400N030 G96 G95 F0.3 S300 M04 M08N040 X50 Z-2N050 G01 X-0.5N060 G00 Z0N070 X41N080 G01 Z-115N090 X45N100 G00 Z0N110 X37N120 G01
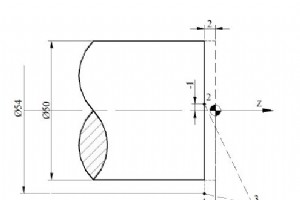
提交人:机械师 总结 简单的数控车床程序,展示了如何使用刀具加工零件。这也展示了刀具运动。 绘图/图片 数控程序 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
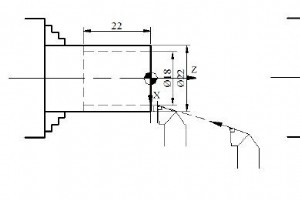
提交人:布莱恩 总结 非常简单的数控程序展示了如何制作一个非常简单的数控车床程序来车削直径。这也展示了刀具运动。 绘图/图片 数控程序 %N10 T104 M06N20 G97 S2000 G95 F0.1 M03N30 G00 X18 Z2 M08N40 G01 Z-22N50 G01 X26N60 G00 X200 Z200 M09N70 M30
数控机床