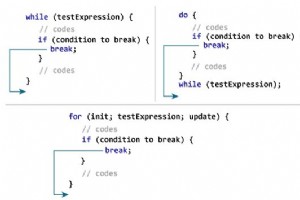
工业4.0先进制造技术信息网站!
提交人:布莱恩 绘图/图片 数控程序 0 BEGIN PGM 10127 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 200 DRILLING Q200 = 5 ;SET-UP CLEARANCE Q201 = -20 ;DEPTH Q206 = ??? ;FEED RATE FOR PLNGNG Q202 = 5 ;PLNGNG DEPTH Q210 = 0 ;DWELL TIME AT TOP Q203 = 0
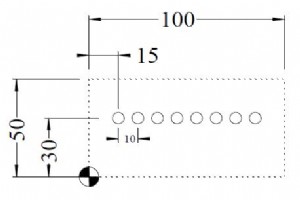
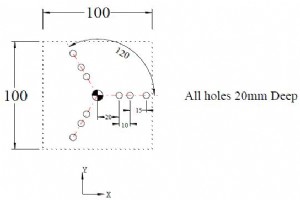
提交人:机械师 绘图/图片 数控程序 0 BEGIN PGM 10128 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP -28 CYCL DEF 1.2 DEPTH -209 CYCL DEF 1.3 PECKG -1010 CYCL DEF 1.4 DWELL 011 CYCL DEF 1.5 F50012 L X+15 Y+30 R0 FMAX M13
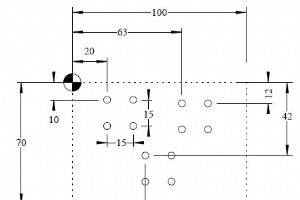
提交人:cnc程序员 绘图/图像 数控程序 0 BEGIN PGM 10129 MM1 BLK FORM 0.1 Z X+0 Y-70 Z-202 BLK FORM 0.2 X+100 Y+0 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP 28 CYCL DEF 1.2 DEPTH -219 CYCL DEF 1.3 PECKG -510 CYCL DEF 1.4 DWELL 011 CYCL DEF 1.5 F10012 L X+20 Y-10 R0 FMAX M1
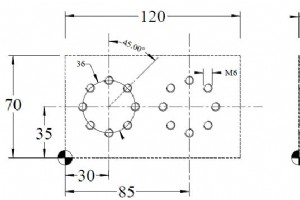
提交人:布莱恩 绘图/图片 数控程序 0 BEGIN PGM 10130 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+120 Y+70 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL DEF 36 TOOL CALL 1 Z S5007 L M68 L M139 CYCL DEF 1.0 PECKING10 CYCL DEF 1.1 SET UP 211 CYCL DEF 1.2 DEPTH -212 CYCL DEF 1.3 PECKG -213 CYCL DEF 1.4 DWELL 014 CYCL DEF 1.5
提交人:机械师 绘图/图像 数控程序 0 BEGIN PGM 10131 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL CALL 1 Z S5006 L M67 CYCL DEF 1.0 PECKING8 CYCL DEF 1.1 SET UP 39 CYCL DEF 1.2 DEPTH -4010 CYCL DEF 1.3 PECKG -4011 CYCL DEF 1.4 DWELL 012 CYCL DEF 1.5 F10013 L X+0 Y+0 R
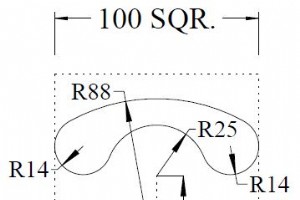
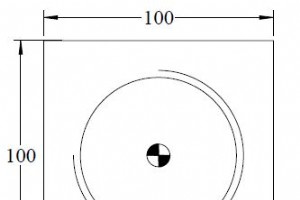
提交人:cnc程序员 绘图/图像 数控程序 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 FC DR+ R25 CCX+50 CCY+5011 FCT DR- R1412 FCT DR- R88 CCX+50 CCY013 FSELECT 114 FCT DR
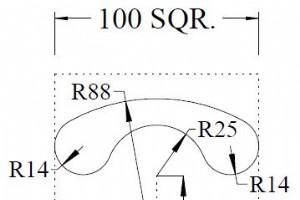
提交人:机械师 绘图/图像 数控程序 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 CC X+50 Y+5011 C X+26.805 Y+59.327 DR+12 CC X+13.816 Y+64.5513 C X+6.97 Y+76.762 DR-14 C
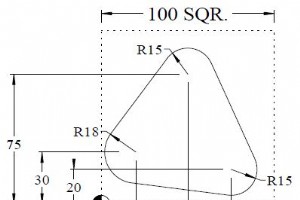
提交人:cnc程序员 绘图/图像 数控程序 0 BEGIN PGM FK2 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y+30 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+2 Y+30 RL10 FC DR- R18 CCX+20 CCY+3011 FLT12 FCT DR- R15 CCX+50 CCY+7513 FLT14 FCT DR- R15 CCX+75 C
提交人:布莱恩 绘图/图像 数控程序 O0001 ;SUB ProgramG0 T1212 M5X0. Z30.G1 G98 Z-80. F3000M8 ;Coolant ON, Grippex clampG4 U1. ;DwellM69 ;Chuck unclampG4 U0.1 ;DwellG1 Z-1. ;Pulling-out the bar to a specific z-extentM68 ;Chuck clampM9 ;Coolant OFF, Grippex unclampG0 G99 Z... ;Leave the barX...M99%
提交人:布莱恩 绘图/图片 数控程序 . ;SUB Program.G0 X0 Z55 T090909 ;Change to Grippex (example)G0 Z-2 ;Approach bar to be pulledM08 ;Coolant ON, Grippex clampG04 F2 ;DwellG0 M84 ;Chuck unclampG04 F2 ;DwellG0 Z..... ;Pulling-out the bar to a specific z-extentM83 ;Chuck clampM09 ;Coolant OFF, Grippex unclampG04 F03

Fanuc 6 报警代码适用于 Fanuc System 6M 6T CNC 控制器。适用于使用 6T 数控车床或使用 Fanuc 6M 数控控制的数控铣床的数控机械师。 Fanuc System 6M和6T报警代码划分如下 210 到 245 行程末端限位开关错误 伺服系统 400 到 445 错误 PCB 或电缆上的 600 到 603 错误 700 到 702 部分或电机过热 900 到 999 次内存错误 Fanuc 6M / 6T 报警代码 程序错误或操作员错误 报警 告警说明 000 输入参数后重新上电 001 TH报警(输入了奇偶校验错误的字符)更正磁带 002

Okuma OSP-P300S/P300L Alarm-C 列表。适用于使用 Okuma cnc 控件的 cnc 机器的 cnc 机械师。 Okuma报警器的分类 与OSP相关的告警分为五类,分别是 报警P 警报A 报警B 警报 C(在下面列出) 闹钟D 错误 下面列出了 Okuma OSP-P300S/P300L CNC 系统的 Okuma C 型报警器。 Okuma 报警 C 列表 3055 设备温度过高 3056 检测到非功能设备 3057 病毒扫描期间无法启动 3120 检测到过载。 3122 需要维护(由用户) 3132 VDU通讯错误 3133 VDU 检测到错误
Fanuc 小数点编程 总结 在某些 CNC 控件上,编程 CNC 程序员时必须将小数点放在大多数数值的末尾,例如X100.0 Y10.0虽然在大多数 CNC 控件上,没有必要在数值末尾放置小数点,例如 X100 Y10在 Fanuc CNC 控件上,此行为是参数(否.3401#0 或 No.2400#0) 依赖。 描述 可以输入带小数点的数值。输入距离、时间或速度时可以使用小数点。可以用以下地址指定小数点:Milling X, Y, Z, U, V, W, A, B, C, I, J, K, Q, R, F车削 X, Y, Z, U, V, W, A, B, C, I, J, K,

Okuma OSP-P300S/P300L Alarm-D 列表。适用于使用 Okuma cnc 控件的 cnc 机器的 cnc 机械师。 Okuma报警器的分类 与OSP相关的告警分为五类,分别是 报警P 警报A 报警B 报警C 警报 D(在下面列出) 错误 下面列出了 Okuma OSP-P300S/P300L CNC 系统的 Okuma D 型报警器。 Okuma 报警 D 列表 4035 更换内存板电池 4036 键码数据接收错误 4037 CCP-CPU 错误 4052 PLC备份数据文件写入 4054 ACP 键码数据接收错误 4055 安全夹紧速度 4056 调整J
CNC 铣削程序示例,说明如何将 CNC 程序轻松地从 G90 绝对程序模式转换为 G91 增量程序模式。 CNC 铣削程序示例 G90 绝对程序 G91增量程序 N10 T1 M6 M3 G43N15 S2000 F80N20 G0 X10 Y10 Z1 (P1)N25 F30N30 G1 Z-2N35 X25 F80 (P2)N40 G3 X25 Y20 I0 J5 (P3)N45 G1 X10 (P4)N50 Y30 (P5)N55 G0 Z100 G49N60 M30 N10 T1 M6 M3 G43N15 S2000 F80N20 G0 X10 Y10 Z1N25 F30N3
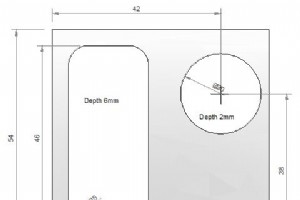
CNC 铣削程序示例,展示了如何制作 CNC 程序以在 CNC 铣床上加工凹槽。 本程序示例使用啄式铣削材料加工一个矩形和一个圆形型腔。 CNC 型腔铣削程序示例 主程序 铣刀直径 :10mm N05 G55N10 M6 T2 H3 G43 M3N15 S1000 F60N20 G0 X9 Y9 Z1N25 G1 Z0N30 M98 P030035 N35 G0 Z1 G90N40 X42 Y38 N45 G1 Z-2 F30 N50 X47 F300 N55 G3 X47 Y38 I-5 J0 N60 G0 Z100 N65 G49 N70 M30 子程序 O0035N05 G1 Z
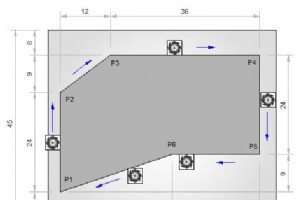
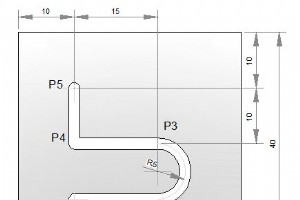
CNC铣削程序实例展示了G91 G41 G43 G代码的使用。 数控铣床程序 G91 G41 G43 数控零件程序 N05 G54N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X-22 Y-22N25 Z-3N30 G1 X3 Y6 G41 H2 (P1)N35 G91 X0 Y24 (P2)N40 X12 Y9 (P3)N45 X36 (P4)N50 Y-24 (P5)N55 X-21 (P6) N60 G90 X3 Y6 (P1)N65 G0 X-21 G40 G M S T代码解释 代码 描述 G00 快速遍历 G01 线性插值 G40 刀具补偿
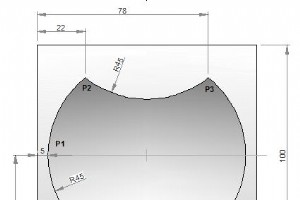
CNC 铣削程序,描述如何在 CNC 铣削程序中连接两个或多个半径。 CNC 铣床子程序示例 数控零件程序 N10 T1 H1 M6 G43 M3N20 F150 S250N30 G0 X-21 Y50 Z0.5N40 G0 Z0N50 M98 P040050N60 G49N70 G0 Z50N80 M30 子程序 O0050N10 F160 S400N20 G0 Z-2.5 G91N30 G1 G90 X5 Y50 G41 (P1)N40 G2 X22 Y85.23 I45 J0 (P2)N50 G3 X78 Y85.23 R45 (P3)N60 G2 X78 Y14.77 R45 (P

Acramatic 2100e cnc control 的 Cincinnati 加工中心 G 代码和 M 代码。以下 G 代码和 M 代码列表适用于以下配备 Acramatic 2100E cnc control 的 Cincinnati 立式加工中心 箭头 E/DART 500/750(ERM) 箭头 500/750/1000/1250C(ERM) 箭头 1250/1500/2000(ERD) 辛辛那提 G 代码 G代码 描述 G0 快速遍历(线性) G1 线性插值 G2 圆形/螺旋 CW G2.01 圆形/螺旋 CW(绝对) G2.02 圆形/螺旋 CW(增量) G3
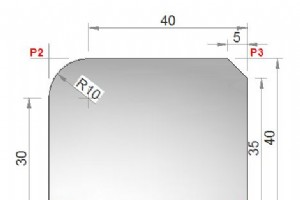
Haas 圆角和倒角 Haas CNC 程序示例,展示如何对倒角和圆角半径进行编程。 哈斯倒角 编程倒角 N10 G01 X20 Y30 ,C3 Haas 倒角 编程半径 N10 G01 X20 Y30 ,R3 Haas 圆角倒角示例 哈斯数控程序 O1234 (Corner Rounding and Chamfering Example);T1 M6;G00 G90 G54 X0. Y0. S3000 M3; (P1)G43 H01 Z0.1 M08;G01 Z-0.5 F20.;Y40. ,R10.; (P2) X50. ,C5.; (P3) Y0.; (P4)G00 Z0.1
数控机床