
工业4.0先进制造技术信息网站!

当产品设计师需要制造金属零件时,他们会发现有多种制造方法可供选择。其中,最流行的两种选择是铸造和机械加工。但它们如何比较呢? 本文概述了这两种宝贵的金属制造工艺,包括它们的一些典型优点和缺点。之后,您将了解铸造和机械加工的比较,以及哪种工艺可能是最适合您的制造应用的工艺。 什么是选角? 金属铸造是一种制造技术,将熔融金属倒入模具(有时称为冲模)中,在模具中冷却直至完全凝固。然后将固体金属部件从模具中取出。在大多数情况下,二次精加工工艺用于将铸造金属部件进一步精炼成成品。 根据所选择的材料、铸件的尺寸、铸件的形状以及各种其他特性,可以使用许多不同的金属铸造技术。一些最流行的铸造方法包括

金属加工和铸造工艺通常被描述为制造商的“择其一”比较。但正如我们在最近关于铸造与机械加工的文章中所暗示的那样,在许多情况下,最有效的生产方式将同时利用铸造和机械加工。 本文总结了机加工铸件的优点以及如何确保您可以将这两种制造工艺纳入您的下一个设计中。 什么是机加工铸件? 机加工铸件是先铸造成半成品,然后通过精密 CNC 加工完成的零件。 您可以使用多种铸造方法之一来生产初始铸件,例如压铸、熔模铸造或砂型铸造。然而,这些铸造方法往往都有其自身的缺点,例如表面光洁度粗糙或无法实现某些设计特征。 CNC 加工有助于提高产品质量并添加缺失的设计元素。您可以使用一种或多种加工工艺(例如 CN

CNC 加工的发展以显着的技术进步为标志。从早期的打孔带和基本编程开始,数控加工已发展到结合复杂的软件和高速多轴机床。 近年来,一项新技术的发展开始在数控加工领域崭露头角:人工智能(AI)。人工智能凭借其从数据中学习、做出决策并随着时间的推移进行改进的能力,有望在数控加工领域带来新一波的创新浪潮。 在本文中,我们将深入探讨人工智能在数控加工中的作用,研究其当前的应用、未来的潜力及其带来的挑战。我们还将了解不同类型的数控机械车间如何采用人工智能及其对整个行业的影响。 人工智能对 CNC 制造的影响 人工智能正在对 CNC 制造产生深远的影响,改变运营方式并带来许多好处。以下是人工智能发

世界各地的公司都使用数控加工技术,利用陶瓷、木材和复合材料等多种材料来制造高质量的部件。金属和塑料在大规模生产中处于领先地位,其中金属具有更广泛的可加工性。机械师可以通过调整速度、进给、工具等来熟练地解决金属问题。 然而,塑料是一个独特的挑战。对钢、黄铜、铝和钛有效的方法很难产生相同的结果。其结果是表面质量不佳和尺寸不精确,导致许多零件被拒收。 了解塑料加工的独特复杂性和常见陷阱至关重要。本文介绍了掌握塑料 CNC 加工的重要见解。通过结合这些专家技巧,您将提高塑料加工工作的质量。 塑料加工的挑战 一般来说,机械师在处理塑料时面临的两个最大挑战是表面光洁度差和尺寸变化。任何刀具颤动、

Ra – Rz – N 表面粗糙度转换器 您是否有 Ra、Rz 或 N 粗糙度值并需要获得其他单位的等效值?使用我们的免费工具。 从常用值中选择进行转换: 请注意: Ra 和 Rz 值之间的精确转换是不可能的 因为它们是两个不同的属性。只能根据统计数据进行粗略估计。粗糙度值越高,转换的精确度越低。 Ra 和 Rz 之间的转换不是一个好的工程实践。 建议按照技术图纸标注表面粗糙度的方法进行测量。 Ra - Rz - N 粗糙度测量之间差异的常见问题解答 如何测量表面粗糙度? Ra 和 Rz 通常使用轮廓仪进行测量。这些设备可以是接触式的,其中手写笔在表面上进行物理跟踪,也可以是非
使用免费、直观的工具轻松设计定制装置。只需 20 分钟即可将针对 3D 打印优化的 3D 文件导出到您的 Xometry 帐户。 立即启动 Fixmatemate 没有 Xometry 帐户?在这里创建一个 它是如何工作的 上传您的零件 CAD 文件 将零件作为 STL、3MF 或 STEP 文件上传并放置在工作区中。为了获得最佳性能,请上传 10 MB 以下的文件。 定义底板 选择适合您需求的底板 - 无论是标准制造的组件还是完全 3D 打印的组件。 生成支撑结构 轻松创建支撑结构,可选择矩形、圆柱形、圆锥形或自定义形状。 创建底片 从支撑结构中减去工件的几何形状,
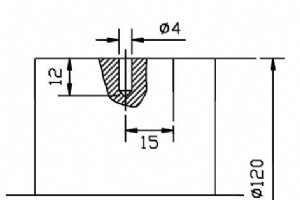
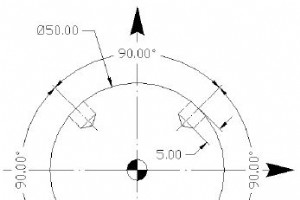
Fanuc G87 侧钻固定循环 G87 侧面钻孔循环用于使用驱动工具在零件直径/侧面钻孔。 阅读完整教程 G87 侧钻循环 Fanuc G87 侧钻实例 3 个孔间距 120º O0021G21;G10 P0 X0 Z-100;N8 G28 U0.T808(RADIAL 4MM DIA DRILL)M5M45G28 H0G97 S3500 M3G0 G80 G98 X122.Z-15.G87 X96.Q3000 M90 F350.C120.Q1000 M17C240.Q1000 M17G80M5M44G0 X150.Z150.M9M1
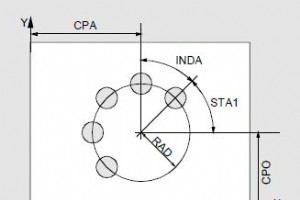
Sinumerik HOLES2 孔圆 使用Sinumerik HOLES2循环,可以加工一个孔圆(BHC)。 编程 HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM) 参数 参数 描述 每次转化费用 中心点圆/口袋,横坐标(绝对) CPO 中心点圆/口袋,纵坐标(绝对) RAD 圆的半径(无符号输入) STA1 起始角度值:-180 到 180 度 印度 分度角 数量 孔/长孔/槽数
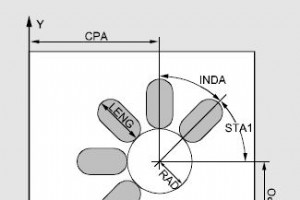
Sinumerik LONGHOLE 圆上的长孔 使用Sinumerik LONGHOLE循环,可以加工出排列在圆上的长孔。长孔的宽度由刀具直径决定。 编程 LONGHOLE (RTP, RFP, SDIS, DP, DPR, NUM, LENG, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调查 最终钻孔深度/加长孔深度/槽深/型腔深度相对于参考平面(无符号输入) 数量
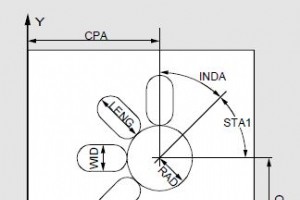
Sinumerik SLOT1 圆上的槽 使用 Sinumerik SLOT1 循环,可以生产排列在圆上的槽。槽的纵轴呈径向方向 与长孔不同,槽宽度指定了一个值。Sinumerik SLOT1 循环是粗加工/精加工组合循环。 编程 SLOT1 (RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入)
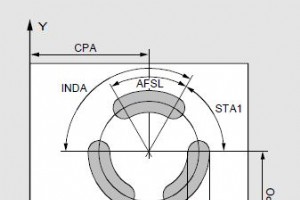
Sinumerik SLOT2 圆周槽 使用Sinumerik SLOT2循环,可以生产排列在圆上的圆形槽。Sinumerik SLOT2循环是一种粗加工/精加工组合循环。 编程 SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对
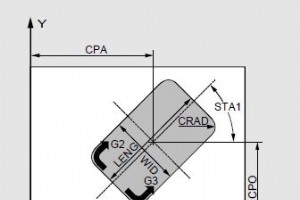
Sinumerik POCKET1 矩形型腔铣削 使用 Sinumerik POCKET1 循环,可以在加工平面的任何位置加工出矩形型腔。Sinumerik POCKET1 循环是粗加工/精加工组合循环。 编程 POCKET1 (RTP, RFP, SDIS, DP, DPR, LENG, WID, CRAD, CPA, CPO, STA1, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深
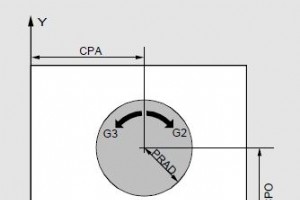
Sinumerik POCKET2 圆形型腔铣削 使用 Sinumerik POCKET2 循环,可以生产圆形型腔。Sinumerik POCKET2 循环是一种组合式粗加工/精加工循环。 编程 POCKET2 (RTP, RFP, SDIS, DP, DPR, PRAD, CPA, CPO, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) 参数 参数 描述 RTP 返回平面(绝对) 招标书 参考平面(绝对) SDIS 安全距离(无符号输入) DP 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) 民意调查 最终钻孔深度/加
GTCNC-150iM-II G代码 M代码 GREAT-150iM-II或GTCNC-150iM-II G代码 铣床&加工中心M代码 G 代码 G代码 描述 G00 快速定位 G01 线性插值 G02 CW圆弧/螺旋插补 G03 逆时针圆弧/螺旋插补 G33 线程 G04 停留 G15 取消极坐标指令 G16 极坐标指令 17国集团 选择X-Y平面 八国集团 选择Z-X平面 二十国集团 英制输入(英制) G21 毫米输入(公制) G28/G281/G282/G283 回到第一个参考点 G30/G301/G302/G303 返回第2、3、4参考点 G26 Z

GTCNC-60TT G 代码 M 代码 GREAT-60TT 或 GTCNC-60TT 数控车床 G 代码 M 代码。 G 代码 G代码 描述 G00 快动作 G01 线性插值 G02 圆弧插补CW G03 逆时针圆弧插补 G33 切线 G04 停留 二十国集团 英制格式输入 G21 公制格式输入 G28 X、Z轴回第一参考点 G281 X轴返回第一参考点 G283 Z轴回第一参考点 G26 ZX轴回程序原点 G261 X轴回程序原点 G263 Z轴回程序原点 G40 刀具半径补偿取消 G41 刀具半径补偿,左侧 G42 刀具半径补偿,右侧 G60

GTCNC-150iT-II G代码 M代码 CNC 车床的 GREAT-150iT-II 或 GTCNC-150iT-II G 代码 M 代码。 G 代码 G代码 描述 G00 快速定位 G01 线性插值 G02 顺时针螺旋插补 G03 逆时针螺旋插补 G33 踩踏 G04 停留 17国集团 X-Y平面 八国集团 Z-X平面 G19 Y-Z平面 二十国集团 英制格式输入 G21 公制格式输入 G28/G281/G282/G283 回到第一个参考点 G30/G301/G302/G303 返回第2、3、4参考点 G26 ZXY轴回程序原点 G261 X轴回程序原

数控机床锁 CNC 机床锁定是在实际制造零件之前测试 CNC 程序的非常方便的功能。 在机器锁定轴固定在它们的位置上,但它们的位置随着显示屏上的程序而改变,这样数控机械师可以在制造零件之前找出任何问题。 机锁有两种: 全轴机器锁,停止沿所有轴的运动。 指定轴机床锁,仅停止沿指定轴的运动。 要激活机器锁定,请按下操作面板上的机器锁定开关。刀具不移动,但沿每个轴的位置在显示屏上发生变化,就好像刀具在移动一样。 有些机器的每个轴都有一个机器锁定开关。在此类机器上,按下要停止工具的轴的机器锁定开关。 注意 工件坐标和机械坐标之间的位置关系在使用机械锁定自动运行前后可能会有所不同。在

G87 摇臂钻孔循环 Fanuc G87 Radial Drilling Cycle 使用驱动工具激活侧面径向钻孔循环。 Fanuc G87 径向钻孔循环适用于 FANUC SERIES 21i/18i/16i– TA 和兼容的数控系统。 例子 Fanuc G87摇臂钻循环编程实例 编程 G87 X F Q P R 参数 参数 描述 X 钻孔结束时的绝对值 F 钻孔进给(mm/分钟) 问 切削深度(千分之一) P 孔底暂停(千分之一秒) R 循环起点到孔起点的增量距离 加工顺序 使用 Fanuc G87 径向钻孔循环,钻头进行一系列所需尺寸的啄钻,切削或断屑,并在循
Fanuc G87 摇臂钻循环 Fanuc G87 Radial Drilling Cycle 使用驱动工具激活侧面径向钻孔循环。 G87 径向钻孔循环示例 距工件零位20mm处4个径向孔 N34 …(turning of component)N35 M37N36 G28 C0N37 T101 (RADIAL BIT)N38 G54N39 M303 S2000N40 G94N41 G0 X55 Z5N42 Z-20 M8N43 C0 M20N44 G87 X40 F100N45 C90 M20N46 C180 M20N47 C270 M20N48 G80N49 G0 X200 Z200

Fanuc G87 侧钻固定循环 G87 侧面钻孔循环用于使用驱动工具在零件直径/侧面钻孔。 Fanuc G87 侧钻固定循环适用于 FANUC Oi 和兼容的数控控制器。 编程 G87 X F Q P R 参数 参数 描述 X 最终钻孔深度(以毫米为单位的绝对尺寸) H 两个孔之间的距离,以度为单位。 K 孔数. 问 切削深度(微米)。 P 孔底停留时间(s) F 进给速度(毫米/分钟)。 例子 N5 G28 U0.T505M5M45G28 H0G97 S1500 M3G0 G80 G98 X50 Z-20G87 X30 H90 K4 Q2000 M17 F100G
数控机床





