工业4.0先进制造技术信息网站!

如果零件必须报废,贵金属可能特别难以加工,因为它们具有广泛的材料特性和高成本。下面的文章将介绍这些元素及其合金,并提供如何有效和高效地加工它们的指南。 关于元素 贵金属有时被称为“贵金属”,由位于元素周期表中间的八种元素组成(见下图 1)。这八种金属是: 钌 (Ru) 铑 (Rh) 钯 (Pd) 银 (Ag) 锇 (Os) 铱 (Ir) 铂金 (Pt) 金 (Au) 这些元素是地球上一些最稀有的材料,因此可能非常昂贵。黄金和白银可以以纯金块的形式找到,使它们更容易获得。然而,其他六种元素通常混合在它们位于元素周期表下方的四种金属的原矿石中:铁 (Fe)、钴 (Co)、镍 (Ni) 和铜

自从我们开始通过“In the Loupes”的特色客户帖子向 Harvey Performance Company 品牌客户曝光以来,已有 20 多名机械师被要求分享与他们如何在推进加工事业方面取得成功相关的见解。每个特色客户帖子都包含有关各种加工相关主题的有趣且有用的信息,包括原型设计理念、扩展业务、进入加工领域、使用不同铣床类型的优缺点等。这篇文章汇集了我们的特色客户关于如何推进您的加工事业的 8 个有用提示。 提示 1:坚持不懈 - 踏入门槛是成功的一半 随着加工技术以惊人的速度发展,现在是成为一名机械师的最佳时机。这是一个不断改进的行业,为年轻人提供了很多机会。 Nueva Pre

“绿色制造”已成为美国最大工业中许多人使用的常用词。古德温学院将其定义为“生产流程的更新和在制造领域内建立环保运营”。花时间重新考虑过时的流程可以节省您的时间和金钱,并有助于建立您作为一流企业的声誉。建立环保加工工艺是朝着创建环保企业正确方向的巨大飞跃。 绿色制造是该行业向前迈出的下一个合乎逻辑的步骤。 如何开始绿色制造 迈向更可持续的机械车间和绿色制造的第一步是评估您的设施对环境的影响。制造过程的环境影响评估最常用的方法是生命周期评估或 LCA。 ISO 14040 将 LCA 定义为对产品系统在其整个生命周期内的输入、输出和潜在环境影响的编译和评估。 要问自己的 4 个问题: 目标

在尝试开发高效流程时,许多机械师和程序员首先转向工具选择。确实,工具通常可以在加工时间、速度和进给方面产生很大的影响,但您知道您的机床主轴也可以产生同样重要的影响吗?任何 CNC 机床的支腿,主轴都由电机、用于固定工具的锥度和将所有组件固定在一起的轴组成。通常由电力驱动,主轴在轴上旋转,该轴接收来自机器 CNC 控制器的输入。 为什么选择合适的主轴很重要? 选择合适的主轴来加工您的工件对于成功的生产运行非常重要。随着工具选项的不断增加,了解您的主轴可以使用哪些工具非常重要。大直径刀具,如大型立铣刀或面铣刀,通常需要较慢的主轴速度并进行更深的切削以去除大量材料。这些应用需要极高的机床刚性,并且

随着新的 Helical Solutions 网站的推出,Harvey Performance Company 很自豪地推出了一种订购 Helical 切削刀具的新方法。现在,我们新网站的用户可以将他们感兴趣的 Helical 工具“购物车”直接发送给他们的经销商下订单,或与同事分享。让我们深入了解有关此功能的详细信息,并了解如何利用向分销商发送“购物车”以简化订购所节省的时间。 开始使用 HelicalTool.com 帐户 首先,您必须在 HelicalTool.com 上创建一个帐户。在 Helical 网站上拥有一个帐户,您可以保存和编辑“购物车”,然后将其发送给经销商下订单;选择首
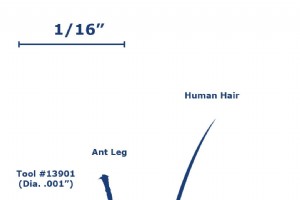
机械加工行业通常认为微加工和微型立铣刀是直径在 1/8 英寸以下的任何立铣刀。这通常也是必须将公差保持在更严格窗口的点。因为刀具的直径与刀具的强度直接相关,所以微型立铣刀比大型立铣刀要弱得多,因此在微加工时必须考虑强度不足。如果您在重复的应用程序中使用这些工具,那么优化此过程是关键。 传统和微型立铣刀之间的主要切削差异 跳动 操作过程中的跳动对微型工具的影响要大得多,因为即使是非常小的跳动也会对工具的接合和切削力产生很大的影响。由于凹槽的不均匀啮合,跳动会导致切削力增加,从而导致一些凹槽在传统工具中比其他凹槽磨损得更快,并在微型工具中断裂。工具振动也会影响工具寿命,因为间歇性冲击会导致工具
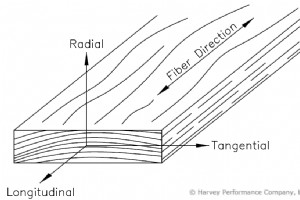
制定成功的切割方向策略 有许多因素会影响木工中木材的加工实践。对于某些硬木来说,经常出现的一个问题是切割方向,特别是与木材的纹理图案有关。木材是一种各向异性材料。这意味着在不同的切割方向上表现出不同的材料特性。在木材方面,与纹理取向有关的木材有不同的结构等级。如果纤维素纤维的平均方向与木材的侧面平行,则称这些颗粒是直的。任何偏离这条平行线和电路板的地方都被认为是“横纹”。下面的图 1 描绘了一个大部分为直的纹理板,箭头指示不同的轴。这些轴中的每一个都表现出不同的机械性能集。由于这些差异,人们必须注意木工中的刀具路径,并尽量减少施加在刀具上的切削力,以最大限度地延长刀具寿命。 垂直于纹理的
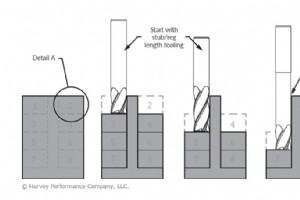
铣削具有薄壁特征的零件特征,同时保持尺寸精度和直线度,充其量是很困难的。尽管有多种因素起作用,但下面讨论了一些关键组件,它们可以帮助您提高薄壁铣削精度。 使用适当的工具 由于偏斜、颤振和破损,具有长切削长度的长刀具在薄壁铣削情况下会带来麻烦。保持工具尽可能坚固,同时保持达到所需深度的能力至关重要。 颈缩工具增加了工具强度,同时还帮助您达到超过 3 倍直径的深度。 轴向切削深度 (ADOC) 为了在薄壁铣削过程中支撑墙壁,请在其后面保留一个宽横截面。 我们建议使用“逐步降低”的方法,将墙的总高度划分为可管理的深度,同时在墙的每一侧工作。 轴向切削深度 (ADOC) 尺寸会因被切削材料(及其
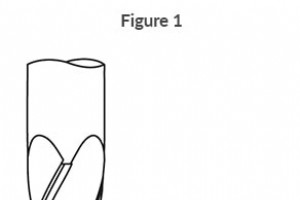
铣削时有两种不同的材料切削方式:常规铣削(向上)和顺铣(向下)。 这两种技术的区别在于刀具旋转与进给方向的关系。 在传统铣削中,刀具旋转与进给方向相反。顺铣时,刀具随进给旋转。 传统铣削是切削时的传统方法,因为消除了齿隙或机床工作台中丝杠和螺母之间的间隙(图 1) .然而,最近,顺铣已被公认为接近工件的首选方法,因为当今大多数机器都可以补偿齿隙或具有齿隙消除器。 关键的常规和顺铣特性: 常规铣削(图 2) 切屑宽度从零开始并增加,这会导致更多热量扩散到工件中并产生加工硬化 刀具在切削开始时摩擦更多,导致刀具磨损更快并缩短刀具寿命 切屑由齿向上携带并落到刀具前面,造成损坏的光洁度和切屑
刀具寿命差和刀具过早失效是每个加工应用程序都关注的问题。像刀具路径选择这样简单的事情——以及刀具如何首先进入零件——可以发挥重要作用。 刀具进入对其整体成功有很大影响,因为它是刀具最痛苦的操作之一。 通过圆形或线性刀具路径斜坡进入零件是最流行且通常最成功的方法之一(图 1) .下面,了解什么是渐变、它的好处以及可以在哪些情况下使用它。 查看我们的微加工网络研讨会,让您的微型切削刀具获得更多生命 什么是斜坡? 斜坡是指切削刀具同时进行径向和轴向运动,形成有角度的刀具路径。通常,当需要创建封闭形式(例如口袋、型腔、雕刻和孔)时,此方法用于接近零件。 这样一来,就无需使用立铣刀或钻头切入来
以下只是与高效铣削相关的几篇博文之一。要全面了解这种流行的加工方法,请查看下面的任何其他 HEM 帖子! 高效铣削简介 I 高速加工与 HEM I 如何应对切屑变薄 I 如何避免 4 种主要类型的刀具磨损 I 摆线铣削简介 每个加工操作都需要径向和轴向切削深度策略。径向切削深度 (RDOC),刀具跨入工件的距离;轴向切深 (ADOC),即刀具沿其中心线与工件接合的距离,是加工的支柱。加工到适当的深度——无论是开槽还是周边铣削(仿形、粗加工和精加工),对您的加工成功至关重要(图 1)。 下面,将向您介绍传统的周边铣削和开槽方法。此外,还将解释高效铣削 (HEM) 策略以及该方法的适当切
以下只是与高效铣削相关的几篇博文之一。要全面了解这种流行的加工方法,请查看下面的任何其他 HEM 帖子! 高效铣削简介 I 高速加工与 HEM I 如何应对切屑变薄 I 深入切削深度 I 如何避免 4 种主要类型的刀具磨损 什么是摆线铣削? 摆线铣削是一种加工方法,用于创建比刀具切削直径更宽的槽。这是使用称为摆线刀具路径的一系列圆形切割来完成的。作为高效铣削 (HEM) 的一种形式,摆线铣削利用高速,同时保持低径向切深 (RDOC) 和高轴向切深 (ADOC)。 摆线铣削主要基于加工中切屑变薄的理论。传统观点认为,切削工具具有最佳切屑负载,它决定了所产生切屑的理想宽度和尺寸。防止切屑
进刀是加工成功的关键,因为它是对刀具最苛刻的操作之一。以不适合工具或操作的方式输入零件可能会导致零件损坏或车间资源枯竭。下面,我们将探讨最常见的零件输入方法,以及如何成功执行它们的技巧。 预钻孔 将孔预钻到完整的凹槽深度(比立铣刀直径大 5-10%)是将立铣刀放入凹槽中最安全的做法。这种方法确保了最少的端部工作滥用和工具过早磨损。 螺旋插值 螺旋插补是一种非常常见且安全的工具进入黑色金属材料的做法。在此操作期间使用圆角圆角立铣刀将减少刀具磨损并减少拐角损坏。使用这种方法,使用大于刀具直径 110-120% 的编程螺旋直径。 渐进 这种类型的操作可能非常成功,但会产生刀具必须

在当今的制造业中,钛及其合金已成为航空航天、医疗、汽车和枪支应用的主要材料。这种流行的金属耐生锈和化学物质,可回收利用,并且重量非常坚固。然而,在加工钛合金和为工作选择合适的工具和参数时,必须考虑几个挑战。 钛品种 钛有许多品种,包括近 40 个 ASTM 等级,以及几种其他合金。 1 到 4 级被认为是商业纯钛,对极限抗拉强度有不同的要求。 5 级(Ti6Al4V 或 Ti 6-4)是最常见的组合,与 6% 的铝和 4% 的钒合金。尽管钛及其合金经常被归为一类,但在确定理想的加工方法之前,必须注意它们之间的一些关键区别。 Helical Solutions 的 HVTI 立铣刀是钛合金
以下只是与高效铣削相关的几篇博文之一。要全面了解这种流行的加工方法,请查看下面的任何其他 HEM 帖子! 高速加工与 HEM I 如何防止切屑变薄 I 深入切削深度 I 如何避免 4 种主要类型的刀具磨损 I 摆线铣削简介 高效铣削 (HEM) 是一种在金属加工行业迅速普及的策略。大多数 CAM 包现在都提供模块来生成 HEM 刀具路径,每个都有自己的专有名称。在这些软件包中,HEM 也可以称为动态铣削或高效加工等。 HEM 可以显着提高车间效率、延长刀具寿命、提高性能并节省成本。旨在实现更高速度和进给的高性能立铣刀将帮助机械师充分利用这种流行的加工方法的优势。 高效铣削定义 H

以下只是与高效铣削和微加工相关的几篇博文之一。要全面了解这种流行的加工方法,请查看下面的任何其他 HEM 帖子! 高效铣削简介 I 高速加工与 HEM I 如何解决切屑变薄问题 I 深入切削深度 I 如何避免 4 种主要的刀具磨损类型 I 摆线铣削简介 将 HEM 与微型工具结合使用的好处 高效铣削 (HEM) 是一种粗加工技术,它利用较低的径向切削深度 (RDOC) 和较高的轴向切削深度 (ADOC) .这可以延缓刀具磨损率,减少故障几率并延长刀具寿命,同时提高生产率和材料去除率 (MRR)。由于这种加工方法提高了 MRR,微型工具 (<.125”) 和微加工通常被忽略用于 HEM
选择立铣刀时最重要的考虑因素之一是确定哪种刃数最适合手头的工作。材料和应用在工具选择过程的这一关键部分中都发挥着重要作用。了解刃数对其他刀具属性的影响,以及刀具在不同情况下的表现是刀具选择过程中的一个重要考虑因素。 Machining Advisor Pro (MAP) 在帮助您拨入运行参数时考虑了刃数。 点击这里开始。 工具几何基础 通常,具有更多凹槽的工具比具有更少凹槽的工具具有更大的芯部和更小的凹槽谷。更多具有更大核心的长笛可以提供好处和限制,具体取决于应用程序。简单地说,更大的核心与工具强度成正比;核心越大,工具就越强大。反过来,更大的芯也减少了刀具的排屑深度,限制了切屑存在的
冷却剂的用途广为人知——它用于回火加工过程中常见的高温,并有助于排屑。然而,有几种类型和风格,每种都有自己的优点和缺点。了解哪种 cnc 冷却液(或者如果有的话)适合您的工作,有助于提高您车间的盈利能力、能力和整体加工性能。 冷却液或润滑剂用途 冷却剂和润滑剂是可互换使用的术语,但并非所有冷却剂都是润滑剂。例如,压缩空气没有润滑作用,仅用作冷却选项。直接冷却剂——与零件进行物理接触的冷却剂——可以是压缩空气、水、油、合成材料或半合成材料。当针对工具的切削动作时,这些可以帮助抵御可能导致熔化、翘曲、变色或工具故障的高温。此外,冷却液可以帮助排出零件中的切屑,防止切屑重新切削并有助于零件精加工。
运行过快或过慢都会影响刀具寿命 为您的工具和操作确定正确的速度和进给量可能是一个复杂的过程,但在开始运行机器之前了解理想速度 (RPM) 是必要的,以确保适当的工具寿命。刀具运行速度过快会导致芯片尺寸不够理想,甚至会导致灾难性的刀具故障。相反,低 RPM 会导致变形、光洁度差或只是降低金属去除率。如果您不确定适合您工作的理想 RPM,请联系工具制造商。 喂得太少或太多 速度和进给的另一个关键方面是工作的最佳进给速度因工具类型和工件材料而异。如果您以太慢的进给速度运行您的刀具,您将面临重新切屑和加速刀具磨损的风险。如果您以太快的进给速度运行您的工具,您可能会导致工具断裂。对于微型工具尤其如
什么是轮廓? 对零件进行轮廓加工意味着在不规则或不平整的表面上创建精细的光洁度。与精加工平面或平坦零件不同,cnc 轮廓加工涉及对圆形、弯曲或其他形状独特的零件进行精加工。 CNC 轮廓加工和 5 轴加工 5 轴机床特别适用于轮廓加工应用。由于轮廓加工涉及对复杂或独特零件的精加工,因此与 5 轴加工一起使用的多轴运动允许刀具进入难以到达的区域,并遵循复杂的刀具路径。 近期进展 先进的 CAM 软件现在可以为机械师应用程序编写 G 代码(创建成品零件所需的分步程序),这大大简化了轮廓加工应用程序。简单地说,软件现在处理这一步,而不是花费几个小时为应用程序编写代码。尽管取得了这些进步,但
数控机床