工业4.0先进制造技术信息网站!
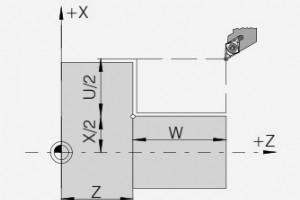
Fanuc 21 TB cnc 控制的 G20 纵向车削循环是模态 G 代码。G20 车削循环也可用于直车削和锥度车削。G20 车削循环易于编程和学习。 G20 车削循环用于简单车削,但通过指定附加走刀的 X 轴位置可以进行多次走刀。 下面的 cnc 程序代码还显示了 G20 车削循环的一个非常强大的功能,即 cnc 机械师可以控制 G20 车削循环的每一道切削深度,这是其他车削固定循环(如 G71 粗车削循环)无法实现的. G20 直车车削循环格式 G20 X… Z… F… 或 G20 U… W… F… X – 要切削的直径(绝对值)。Z – z 轴的终点(绝对值)。F – 进给率

Hurco CNC 提供数控机床,包括加工中心、车削中心和 5 轴,均具有灵活的控制 – WinMax Hurco CNC 编程、维护、安全、预安装和入门手册可从 Hurco CNC 网站免费下载。 Hurco CNC 手册编程和维护免费下载 赫克 CNC 编程手册 WinMax8 铣床编程 – 入门WinMax8 铣床编程 – 会话WinMax8 铣床编程 – NCWinmax8 铣床编程 – 选项WinMax8 车床编程 – 入门WinMax8 车床编程– 会话式WinMax8 车床编程 – NCWinMax8 车床编程 – 选项5 面和 5 轴加工 赫克 CNC 维护手册 车床

Hurco WinMax 免费下载 CNC 机械师可以从 Hurco CNC 网站免费下载桌面版 WinMax 9http://www.hurco.com/en-us/machine-tools/our-control/Pages/WinMax9.aspx 赫克 WinMax 控制 赫克 WinMax 功能列表 DXF 缩放:让您可以将 DXF 图纸缩放到实际尺寸——您无需重新绘制它们或返回到 CAD 系统。 FastDraw Graphics Engine:由于技术进步,我们用来运行验证图形的新引擎比以前的版本快了近七倍。 字体放大(仅限 NC):允许您增大任何已安装字体的大
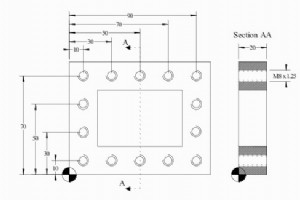
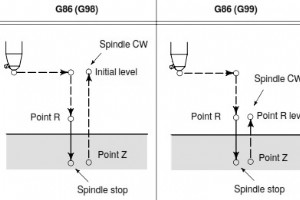
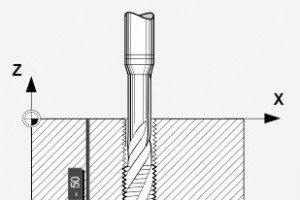
G81钻孔循环G84攻丝循环的CNC程序。 由于 G81 钻孔循环已在此处进行了简要说明 G81 钻孔固定循环 - CNC 铣床编程。 G81钻孔循环程序示例http://www.helmancnc.com/fanuc/fanuc-g81-drilling-cycle/. G84 攻丝循环可在此处阅读 G84 攻丝循环 – 具有多个 G84 攻丝循环示例程序的 CNC 铣床编程 http://www.helmancnc.com/fanuc/fanuc-g84-tapping-cycle/。 CNC 程序示例 G81钻孔循环G84攻丝循环程序示例 O1000 ;T1 M6 ;G0 G9
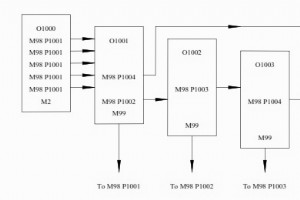
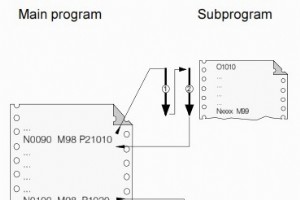
这是一个 Fanuc 子程序示例,它显示了数控机械师如何通过使用子编程方法使他们的数控程序更易于编写和维护。 CNC 子程序 子程序是 cnc 机械师可以从他们的程序(称为主程序)调用存储在 cnc 机器中的其他 cnc 程序的一种方式。 阅读有关如何进行 Fanuc 子程序编程的文章。 这种子编程过程使数控程序员/机械师更容易通过将程序分成小块可重复的有用代码来保持他们的数控程序小。 发那科Sub编程 正如下面的 cnc 程序示例所示, cnc 机械师想钻一些孔,然后他想攻丝相同的孔。 没有 Fanuc 子程序调用的例子 最简单的编程方法可以在这里阅读 G81 钻孔循环 G8
G68坐标旋转 Fanuc G68 Coordinate Rotation G-Code 使cnc机械师可以轻松地以旋转角度运行操作模式。 简而言之: 在程序中用G68指定一个旋转角度,实际加工就在旋转后的坐标上进行。 您可以指定中心点(原点)和旋转角度,整个操作模式将在那里执行。 编程 G68 X…Y… R… 参数 参数 描述 X,Y 旋转中心。 R 旋转角度(R+ =逆时针)。 如果 X 和 Y 值没有用 G68 坐标旋转编程,则当前刀具位置成为旋转极点。 G91增量模式 如果用 G91 代码指定 G68,则 X、Y 和 R 建立为增量值。 G69 取消坐标旋转
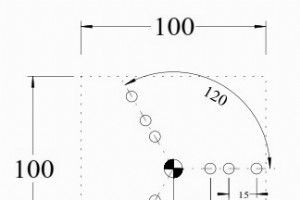
Fanuc G68 坐标旋转 G 代码使数控机械师可以轻松地以旋转角度运行操作模式。这是一个基本的数控编程示例,有助于理解 G68 坐标旋转的实际工作。 Fanuc G68 程序示例 T1 M6G0 G90 G40 G21 G17 G94 G80G54 X20 Y0 S1500 M3G43 Z100 H1Z5G81 R3 Z-20 F? M8X30X45G68 X0 Y0 R120X20 Y0X30X45G68 X0 Y0 R240X20 Y0X30X45G69 G80G0 G90 Z100 M30
基本的数控编程教程,展示数控机械师如何在西门子 Sinumerik 802D sl 数控机床上切割螺纹。 由于Sinumerik 802D sl有螺纹加工循环CYCLE97,虽然cnc机械师要处理很多参数,但一个循环的参数越多,操作的灵活性就越大。 因此,CYCLE97 在 Sinumerik 数控系统上加工螺纹时为数控程序员/机械师提供了很大的灵活性。 Sinumerik CYCLE97参数说明 CYCLE97 在这里已经解释过了,简单阅读 Siemens Sinumerik 840D 螺纹切削循环 CYCLE97。 Sinumerik CYCLE97 格式 CYCLE97 (PIT
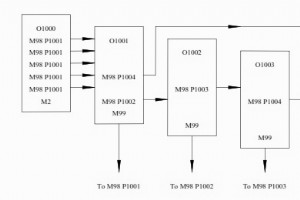
Fanuc 子编程 Fanuc cnc 控制提供了访问存储在主目录中的其他零件程序的能力。 对于子程序调用的 cnc 程序示例,请阅读使用 Fanuc G76 线程循环的多启动线程 子程序调用 调用子程序时用M98指令,子程序号以字母P开头。 N10 M98 P1004 在上面的cnc程序行中会调用子程序1004,在控制内存中保存为O1004 子程序结束 返回上一个程序(main-program)位置让程序继续, 子程序最后一行使用M99指令N100 M99 发那科Sub编程 子程序重复 该控件还能够包含重复命令作为 M98 程序行的一部分。 当用M98 P1004命
G28 参考点返回 G28返回参考点G代码用于通过中间位置返回参考点。中间位置可以指定绝对X、Z或相对U、W。 什么是参考点读取CNC归零或参考点返回 G28返回参考点指令时,先快速到达中间点(G00),然后快速移动到参考点位置。 编程 G28 X(U) Z(W) X、Z绝对中间点位置。U、W增量中间点位置。 例子 以下示例假设您机器上的实际参考点位置为 X330 和 Z529。 示例 1 G28 U0 W0 机器将直接移动到参考点(因为没有给出中间点)。 G28 返回参考点 G28 U0 W0 例子2 G28 X100 Z100 机器会先移动到中间位置 X100 Z10
如果您的 cnc 机床主轴配备脉冲发生器,那么您可以使用 Sinumerik G331 刚性攻丝 G 代码进行刚性攻丝。Sinumerik G331 G332 刚性攻丝 G 代码解释 在 Sinumerik 840D/810D 上使用 G331 G332 进行刚性攻丝。 Sinumerik G63 带浮动丝锥的攻丝 本数控编程教程向数控机械师展示了在没有脉冲发生器的数控机床上进行攻丝的另一种选择。 Sinumerik G63 用于带浮动丝锥的攻丝。对于 Sinumerik G63 功能,数控机械师需要浮动丝锥中的丝锥。主轴无需脉冲发生器。 Sinumerik G63编程格式 Sinu
西门子提供免费下载 Sinumerik CNC 控制器的手册。使用 Sinumerik 数控系统的 CNC 机械师可以根据自己的喜好免费浏览和下载手册。 Siemens Sinumerik 808d 手册 使用 Siemens Sinumerik 808D cnc 控件的 CNC 机械师可以从西门子网站 Siemens Sinumerik 808d Manuals 下载 Sinumerik 808D 的手册。 Sinumerik 808D车削 Sinumerik 808D 铣削手册 SINUMERIK 808D 铣削第 1 部分:操作SINUMERIK 808D 铣削第 2 部分:编程
该视频展示了如何在配备 SINUMERIK 808D 数控系统的 CNC 车床上打开机器并参考轴。 CNC 回零或回参考点 参考点是数控机床内的一个固定点,其值已存储在数控机床中。因此,当我们将数控机床带到参考点时,这些值会自动激活,数控机床就会知道其当前轴位置。什么是参考点阅读全文CNC归零或参考点返回 SINUMERIK 808D 车削 在 PC 上免费下载 SINUMERIK 808D 西门子提供免费下载 Sinumerik 808D on PC 软件,cnc 机械师可以下载并安装在他们的 PC 上,并可以掌握他们的 Sinumerik 808D cnc 编程和操作专业知识。在
西门子 Sinumerik 808D 数控系统易于设置和运行。 由于该视频展示了如何轻松测量数控机床车削、螺纹刀具以进行刀具偏移设置。 Sinumerik 808D 刀具偏置设置 Sinumerik 808D 机床使用内部测量系统进行刀具设置。 CNC 机械师可以使用内置刀具测量系统轻松测量刀具偏移设置,无需外部刀具预调机。 SINUMERIK 808D 车削教程 – 该视频展示了如何在控制器内设置刀具。 SINUMERIK 808D 车削 Fanuc CNC 控制刀具偏置程序 对于使用 fanuc cnc 控制器工作的 cnc 机械师,这里有一篇文章简要介绍了刀具偏移设置的相同
使用 Siemens Sinumerik MSG() 语句,零件程序中的任何字符串都可以作为消息输出给操作员。 这些消息可以是任何类型的消息,从信息性消息到实时关键数据显示消息。 带有 Sinumerik MSG 语句的示例 cnc 程序 Sinumerik 840D 系统变量 $P_SEARCH 用于块搜索查询 Sinumerik 840D 轴当前位置的系统变量 $AA_IM Sinumerik MSG指令 使用 Sinumerik MSG 显示信息 可以使用 MSG 语句显示任何字符串。此示例显示程序启动时使用 MSG MSG (First line of program)G

通常,数控机械师通过数控机床控制面板手动输入/设置刀具偏移量。 但是如果你想通过程序设置刀具偏移和工件偏移,你可以使用 Haas CNC G10 Programmable Offset Setting G-Code。 在程序中设置刀具和工件偏移量很方便,因此如果任何其他数控机械师更改刀具偏移量以供他们使用,您不必担心,因为 G10 设置偏移量代码将用您编程的偏移量值覆盖旧值。 相关 Fanuc G10 G 代码,用于 CNC 机床可编程偏移设置 哈斯数控车床 Haas 数控车床 G10 可编程偏置设置 G10 允许程序员在程序中设置偏移量。使用 G10 取代手动输入偏移量(即刀具长
CNC 程序员和机械师必须每天处理具有各种加工操作的不同类型的组件。因此,为了跟上步伐,他们采用不同的技术。 什么是子编程? 其中一种最常用的技术是子编程。子编程易于使用和理解,只需简单的命令,如 M98、M99,您可以获得更大的灵活性。 子程序是从程序(通常称为主程序)调用的普通 CNC 程序,以添加某种可重复的加工操作。 CNC 子程序示例 Fanuc 子编程 Fanuc 子程序示例 使用 Fanuc G76 螺纹循环的多头螺纹 CNC子程序编程基础 子编程无需额外技能 您(数控机械师/数控程序员)不必学习新的 G 代码或编程风格,您所使用的只是您已经拥有的数控编程知识。
几乎每个数控系统都有制作子程序、子程序的方法。 CNC 子程序作为单独的 cnc 程序添加到 cnc 程序内存(cnc 程序目录),然后从外部 cnc 程序(主程序)调用。 阅读有关 CNC 子程序的更多信息 CNC 机械师的 CNC 子程序基础知识 Fanuc 子编程 Fanuc 子程序示例 哈斯数控 Haas CNC 本地子程序 Haas CNC 支持普通的 cnc 子编程命令 M98、M99。但是 Haas CNC 提供了更多和易于管理的方式来制作子程序(子程序),称为本地子程序。Haas cnc 本地子程序不是作为单独的 cnc 程序添加到 cnc 程序内存。但是 Haa

Haas M98 子程序调用 Haas M98 子程序调用代码用于调用子程序(子程序)。子程序必须在程序列表中,子程序必须以M99 结束。CNC 机械师甚至可以选择子程序的编号重复。 什么是子编程? 子程序是从程序(通常称为主程序)调用的普通数控程序,以添加某种可重复的加工操作。 Haas M97 本地子程序调用 Haas 有一个 M97 Local-subroutine-call 命令来调用驻留在调用程序(主程序)内的子程序(子程序)。Haas M97 本地子程序调用(以 cnc 程序为例)已经此处简要描述了带有 CNC 程序示例的 Haas CNC M97 本地子程序调用。 哈斯

由于 Haas 子程序命令 M97 M98 已通过子程序示例进行了简要说明,请阅读此处 Haas M97 本地子程序调用与 CNC 程序示例 带有基本示例代码的 Haas M98 子程序调用 更多CNC子程序相关文章 CNC 机械师的 CNC 子程序基础 此处描述的 Fanuc 子程序 发那科Sub编程 发那科子程序示例 使用 Fanuc G76 螺纹循环的多头螺纹加工 Haas M99 子程序返回 Haas M99用于从子程序(子程序)或宏程序返回主程序。 哈斯数控 Haas M98子程序调用M99子程序返回示例 O0001 (Main Program number
数控机床