

扩散键合:原理、工作、应用、优缺点
今天我们将了解扩散键合的原理、工作、应用、优缺点。扩散焊接是一种固态焊接工艺,其中不涉及液相或熔合相,焊接接头以纯固态形式形成。它不会熔化焊接材料,并且在界面处主要发生少量塑性变形,并且由于分子间扩散而形成焊缝。这种键合过程在真空或惰性环境中进行,以减少氧化。这广泛用于连接航空航天和核工业中的食堂材料。这种焊接类型 可用于在高压和高温的帮助下焊接相似和不同的材料。
扩散键合:
原理及工作原理:
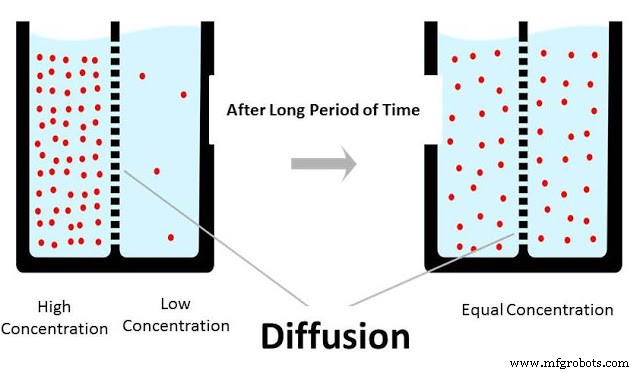
该过程根据扩散的基本原理起作用。扩散是指分子或原子从高浓度区向低浓度区运动。这是扩散焊接的基本原理。在该焊接过程中,两个焊接板在高压和高温下长时间叠放在另一个上。这种高压开始在界面表面之间扩散。这种扩散可以通过施加高温来加速。该温度不会熔化焊板。温度范围约为熔化温度的50-60%。整个过程在真空或惰性环境中进行,保护焊板不被氧化。
 另请阅读:摩擦焊接
另请阅读:摩擦焊接
- 首先准备好焊接的两个焊接板表面。在这个过程中,两个界面表面变得同样平坦,这是扩散过程的基本要求。界面表面应进行良好的机加工、清洁和抛光,以去除表面上的所有化学污染物。任何污染物颗粒都可以减少焊接板之间的扩散。
- 现在两个板都被夹住并叠放在一起。该组件放置在真空室或惰性环境中。这可以保护焊接表面免受氧化。
- 在此组件上施加高压和高温以开始扩散。通过炉子加热或电阻加热施加的温度。高压由液压机、自重或气压差施加。长时间保持此条件以保证适当的扩散。
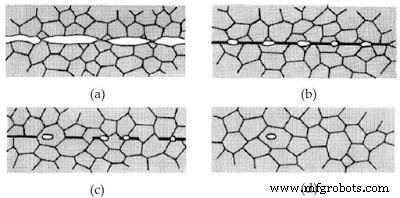
- 在这个过程的开始阶段,由于蠕变和屈服,界面表面会发生局部变形。现在发生扩散,形成界面边界。
- 经过很长一段时间后,两块板适当地相互扩散,形成了牢固的连接。界面边界消失,形成一个干净的接头。这种接头具有与基材相同的特性或强度。
另请阅读:MIG 和 TIG 焊接之间的区别
优缺点:
优点:
- 接头具有与母材相同的机械和物理特性。
- 此过程产生干净的接头,没有界面不连续性和孔隙率。
- 同种材料和异种材料都可以通过扩散键合工艺进行连接。
- 它提供了良好的尺寸公差。因此用于制造精密零件。
- 运行成本低。
- 工作简单。
- 不使用电弧焊中使用的填充材料、焊剂等 过程。
- 它可以焊接复杂的形状。
缺点:
- 初始或设置成本高。
- 这是一个耗时的过程。与其他焊接工艺相比,它需要更多时间。
- 焊板的表面处理更为关键和困难。
- 根据可用设备限制焊缝尺寸。
- 此工艺不适合批量生产。
- 高度依赖焊接参数,例如表面光洁度、焊接材料、温度、压力等。
应用:
- 主要用于焊接航空航天和核工业中使用的食堂材料。
- 扩散焊接用于焊接钛、锆和铍金属及其合金。
- 可焊接Inconel、Wrought Udimet等镍合金。
- 用于焊接异种金属,如铜与钛、铜与铝等。
这是关于扩散焊接原理,工作,应用,优点和缺点的全部内容。如果您对本文有任何疑问,请通过评论询问。如果你喜欢这篇文章,别忘了在你的社交网络上分享。订阅我们的网站以获取更多有趣的文章。感谢您阅读它。
制造工艺