

无心磨削介绍、优势及应用
无心磨削是外径磨削工艺,有时我们称之为外径磨削。无心磨削是一种从工件上去除材料的工艺,通常用于必须在短时间内加工许多零件的操作。
什么是无心磨削?
在无心磨削中,工件固定在两个砂轮之间,以不同的速度同向旋转。砂轮在固定轴上旋转以减少施加在工件上的力。砂轮通常通过接触点处的线速度高于工件来进行磨削动作。
另一个可移动轮的定位是向工件施加侧向压力,并且通常具有粗糙或橡胶结合的磨料来捕获工件。两个砂轮的相对速度提供了磨削效果,而旋转砂轮的速度取决于材料从工件上去除的速度。无心磨削是利用砂轮从工件外径去除材料的过程。
工件位于其外径上并由位于调整轮和砂轮之间的工作刀片支撑。调整轮带动加工件,砂轮去除材料。
无心磨削加工的种类
无心磨削分为三种。主要区别在于通过机床进给工件的方式。
进给磨削
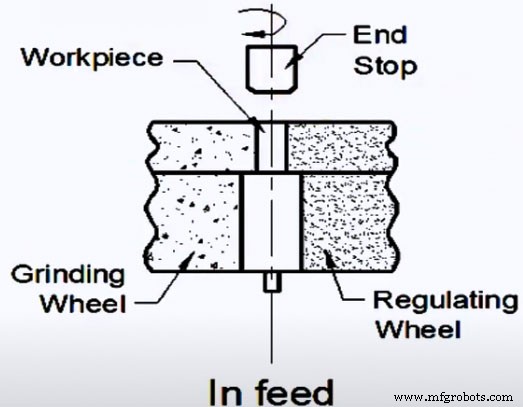
工件可在整个长度上具有独立的外径,改进后的砂轮可用于磨削工件的各个部分或压碎整个工件。切入进给可以进给无心磨削,因此可以生产任何轮廓。如果工件有不允许它通过砂轮的障碍物,这很有用。障碍物可能是肩膀、头部、圆圈等。
进给无心磨削可以磨削比较复杂的形状,比如沙漏形状。在该过程开始之前,工件被手动装载到磨床中,并且调整轮被移动到位。精确磨削零件形状和砂轮形状所需的复杂性阻止了工件轴向进给通过机床。
贯穿式研磨
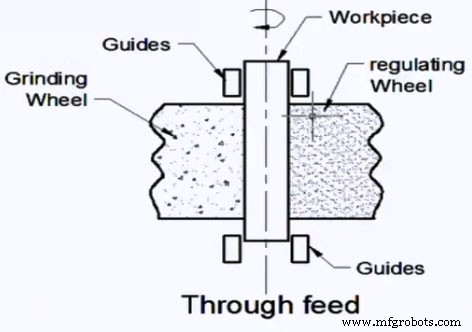
在无心穿通磨削中,工件完全通过砂轮进给,从一侧进入,从另一侧离开。直线磨削中的调整轮从砂轮平面倾斜,以提供轴向分力,从而将工件传送到两个砂轮之间。直进给磨削非常有效,因为它不需要单独的进给机构。但只能用于简单圆柱形状的零件。
直通式磨削工件可比砂轮大,设备内可同时磨削多个工件,可获得更大的产量。
末端进给磨削
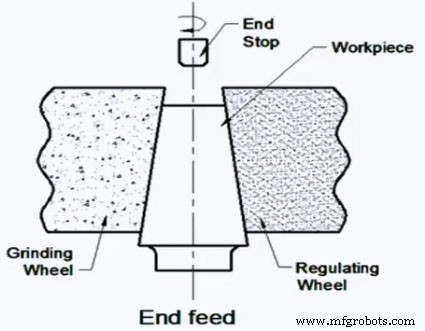
在无心磨削的端部进给中,工件沿一侧轴向进给机床并靠在端部挡块上。进行磨削操作,然后反方向进给工件退出机床。 ) 端面进给磨削最适合锥形工件。
无心磨削的优点
工件装卸方便
工件的装卸简单且易于自动化。使用连续直线磨削时,更换工件不会浪费时间
快速处理节省制造时间
由于宽度有限,传统外圆磨床需要多次切削才能加工同一零件。无心磨床每分钟可以以惊人的速度加工200到300个零件(具体数量取决于零件的尺寸)。无心磨床的惊人设计让您无需人工干预即可运行数百个零件。
加载时间更短
通过使用无心磨床,即使在进给模式下运行,您的装载时间也可以最小化到每个零件 3 秒。与定心磨削相比,无心磨削可以显着缩短加载时间,实现几乎不间断的磨削。
可以处理大量零件
如果要加工大量的小型圆柱零件,无心磨床是您需要的机器。因为磨床不需要您重新设置每个零件。即使您需要加工不同直径的零件,也不用担心——无心磨床只需稍作改动即可处理多种直径。
可以快速设置无心磨床
将机器设置为特定零件后,可以在最少操作员干预的情况下保持外径尺寸。设置好无心磨床后,通常无需复位即可完成整个生产过程。这不仅节省了时间和人力成本,还减少了出错的可能性。
持久轮
大多数无心磨床的直径为 24 英寸,最大宽度为 24 英寸。一个可用的直径为17英寸的砂轮可以用一组砂轮磨削数千个成品零件。由于消除了中心误差,零件处于“浮动”状态,从而减少了过路费,延长了车轮的使用寿命。
严格公差
无心磨削可以保持更严格的尺寸公差。
无偏转:
由于工件是完全支撑的,因此可以使用比定心磨更重的磨削。

加工范围广:
由于工件两端没有附加压力,无心磨床非常适合加工易碎工件和易碎材料。
通过线性支撑工件,还可以研磨柔软或易碎的材料,因为这些机器通过低张力工艺运行。无需为磨床准备固定工件,从而消除因固定而造成的故障。此外,较小的机器可以处理长工件。
无心磨削的应用
无心磨床可以加工的零件包括轴、球、轴承、螺栓、衬套、凸轮轴、硬质合金杆、压缩机轴、型材滚子、气缸、钻头、齿轮轴和轮毂、喷油针、喷油器柱塞和阀体、隔离器、电机轴、针、销、活塞销、枢轴、转子、轴、小曲轴、阀芯、管、气门挺杆、气门活塞和气门杆。
无心磨削应用于汽车、航空航天、航空航天、轴承、消费品、玻璃、医疗、工具和模具等众多行业。
心脏研磨对于制造许多大批量的汽车零部件来说是必不可少的。这些包括阀芯、控制杆、凸轮轴、曲轴、活塞、套筒和滚子。
此外,无心磨削可以制造液压和流体控制、医疗和航空航天等行业的零件,实际上,任何需要圆柱度和圆柱面精度的行业。
(相关帖子:平面磨削的种类和特点什么是精密磨削?)
制造工艺