

电阻焊:原理、类型、应用、优缺点
今天我们就来了解一下电阻焊的原理、种类、应用、优缺点。电阻焊是液态焊接 金属与金属在液态或熔融状态下接合的过程。这是一种热电过程,其中由于电阻而在焊接板的界面表面产生热量,并将受控的低压施加到这些板上以形成焊接接头。它被称为电阻焊,因为它使用电阻产生热量。它是一种非常有效的无污染焊接工艺,但由于设备成本高且材料厚度有限,其应用受到限制。
电阻焊——点焊、缝焊、凸焊和闪光焊:
原理:
所有电阻焊,如点焊、缝焊、凸焊等,都是根据电阻发热的相同原理进行的。当电流通过电阻时,会产生热量。这与用于电线圈的原理相同。产生的热量取决于材料的电阻、表面条件、供应的电流、供应的持续时间等。这种热量的产生是由于电能转化为热能而发生的。发热公式为 H =I2RT 其中 H =产生的热量,以焦耳为单位 I =电流,以安培为单位 R =电阻,以 OhmT 为单位 =电流流动的时间,以秒为单位该热量用于熔化界面金属以通过熔合形成牢固的焊接接头。该工艺无需使用任何填充材料、焊剂和保护气体即可产生焊缝。
类型:
电阻焊有四种主要类型。这些是点焊:
这是最简单的电阻焊接类型,其中工件在砧面的压力下保持在一起。铜电极与工件接触,电流开始流过它。工件材料在电流流动中施加一些阻力,从而导致局部发热。在界面表面,由于气隙,电阻很高。电流开始流过它,熔化了界面表面。电流供应量和时间应足以使界面表面适当熔化。现在电流停止流动,但电极施加的压力保持了几分之一秒,而焊缝迅速冷却。之后,电极移除并在其他位置接触。它将创建一个圆形金块。熔核尺寸取决于电极尺寸。它的直径一般约为4-7毫米。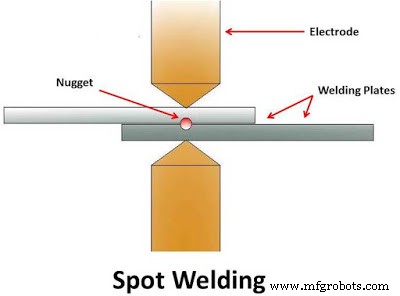
缝焊:
缝焊也称为连续点焊,其中使用滚轮式电极使电流流过工件。首先,滚子与工件接触。高安培电流通过这些滚轮。这将熔化界面表面并形成焊接接头。现在滚轮开始在工作板上滚动。这将创建一个连续的焊接接头。控制焊接的时间和电极的移动,以确保焊接重叠和工件不会变得太热。缝焊时的焊接速度约为 60 英寸/分钟。它用于创建气密接头。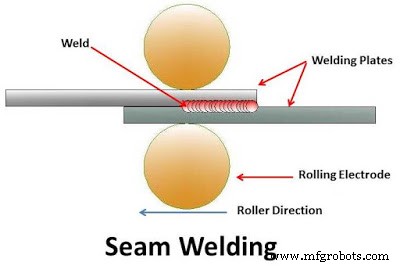
投影焊接:
凸焊与点焊相同,只是在工件上需要焊接的位置产生凹坑。现在工件夹在电极之间,大量电流通过它。通过焊板上的电极施加少量压力。电流通过将其熔化的凹坑,并且压力导致凹坑变平并形成焊缝。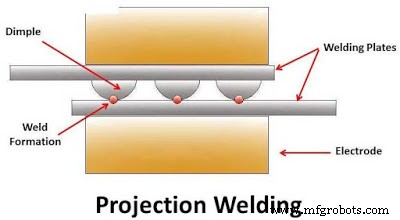
闪光对焊:
它是另一种电阻焊,用于焊接钢铁行业的管材和棒材。在这个过程中,两个要焊接的工件将被夹在电极夹中,并向工件材料提供 100000 安培范围内的高脉冲电流。在这种情况下,使用了两个电极支架,其中一个是固定的,另一个是可移动的。最初通电时,由于这两个工件在大电流下接触,可动夹具压在固定夹具上,会产生飞边。当界面面形成塑性时,停止电流并增加轴向压力以进行连接。在此过程中,由于塑性变形而形成焊缝。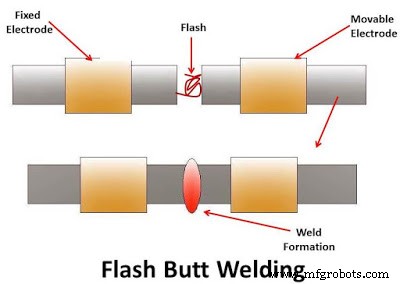
应用:
- 电阻焊广泛应用于汽车行业。
- 凸焊广泛用于螺母和螺栓的生产。
- 缝焊用于生产小型储罐、锅炉所需的防漏接头 等
- 闪光焊用于焊接管道。
优缺点:
优点:
- 它可以焊接薄 (0.1 毫米) 和厚 (20 毫米) 金属。
- 焊接速度快。
- 轻松自动化。
- 同种金属和异种金属均可焊接。
- 该过程简单且完全自动化,因此不需要高技能的劳动力。
- 高生产率。
- 这是环境友好的过程。
- 它不需要任何填充金属、助焊剂和保护气体。
缺点:
- 设备成本高。
- 工件厚度受限于当前要求。
- 对高导电材料效率较低。
- 需要高功率。
- 焊接接头的抗拉强度和疲劳强度较低。
制造工艺