
工业4.0先进制造技术信息网站!

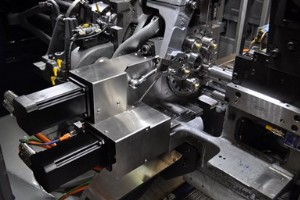
多年来,马扎克一直在吹捧多任务设备的优势,从其动力刀具 QuickTurn 和 EZ 系列 CNC 车削中心到带 B 轴铣削主轴的 Integrex 车铣刀。想法是商店可以完整地加工复杂的零件,而不是在多台机器上运行它们。 最近在其位于肯塔基州佛罗伦萨的国家公司总部举行的 Discover 2021 活动中,该公司推出了这一理念的合乎逻辑的下一步,其 Syncrex 系列瑞士型 CNC 车床旨在大批量生产小型、复杂的零件。这些是该公司生产的第一批瑞士型。它们将在其位于佛罗伦萨的美国总部生产。 Mazak 的第一台 Syncrex 瑞士型数控车床将20 和 25 毫米型号将于 2022 年初上

Innovative Controls 的内部制造能力使它可以比外包这些功能更快地设计、组装和运输组件(例如这些用于消防车的量规挡板)。 Innovative Controls 与其制造能力垂直整合的努力始于数字丝网印刷,但随后创建了自己的机加工车间——其中包括一台 CNC 瑞士型车床。 在从事工业销售多年后,Innovative Controls 总裁 Mike Michna 寻求其他途径来创建一家提供制造利基的公司。 80年代后期,他认识到消防车上的泵板在功能或布局上都不够人性化,无法让消防员在火场紧张的情况下有效控制和操作。 这家位于宾夕法尼亚州匹兹堡的公司现在占据了一个巨大的前西

LeanWerks 开发了一种结合切削刀具、工件夹具的工艺和零件探测技术,使其车床能够在一个设置中加工该熔模铸造零件的五个侧面。图片来源:LeanWerks 几年前,油田商业环境的衰退促使犹他州 LeanWerks 的 Ogden 从事其他行业(包括航空航天和高速自动化)的工作,以建立更平衡的客户群和更稳定的工作流程。现已注册 AS9100C 航空航天标准的合同车间也开始调整其现有的一些加工能力,以更好地适应在这些新行业中遇到的加工工作。 公司总裁兼联合创始人 Reid Leland 举了一个例子:用于喷气发动机燃油滤清器外壳的铝熔模铸件。到 LeanWerks 被介绍到这项工作时,其航空

华盛顿萨姆纳的 Automatic Products 最初是 1990 年代初期的一家配备凸轮自动装置的加工车间。它现在拥有50多台CNC机器。该商店于 2017 年开始用 Lico LNTS 机器替换凸轮自动装置。店主 Joel Gregory 说,这是一个艰难的决定,因为他已经学会了凸轮自动装置的贸易,但劳工问题迫使他动手。新的 CNC 设备的性能比凸轮自动装置高出 37%。此外,对于许多工作,车间的机器熄灯运行,并消除了成型工具(和成型工具磨削)以及对第二次操作机器的需求——所有这些都只需要更少的员工。图片来源:绝对机床 在 1800 年代中后期,工业对更高加工生产的需求导致了带凸轮驱

日益增长的经济乐观情绪使其成为与精密加工行业重新联系以在 2021 年 8 月 10 日至 12 日在俄亥俄州克利夫兰举行的亨廷顿会议上发现最新技术和趋势的 2021 年精密加工技术展 (PMTS) 的大好时机中心。 PMTS 将这一切与最新的产品技术和流程创新整合在一个地方,帮助您提高业务效率和生产力。 生产加工 希望通过一系列 PMTS 产品预览帮助您开始研究。在本系列中,我们将介绍多用途加工中心,包括用于中/大批量的定制旋转传送机;具有多种主轴配置和具有自动换刀功能的刀库尺寸的多任务机床;提供油冷炮塔的车铣床;等等。 在您去看演出之前,不要错过 Derek Korn 最新专栏中的 P

Weisser 的超高速椭圆车削 (HOT) out “圆形”加工单元可对铝和钢制成的内燃机、硬化凸轮轴、多边形轮廓或形状以及汽车燃油泵等应用的往复式活塞进行硬质和软质加工。 汽车变速器继续发展。他们还继续对内部轴组件使用花键和收缩配合连接。然而,德国南部机床制造商 Weisser 研发部门的总工程师 Reiner Jörg 表示,多边形联轴器或多边形轴毂连接是传动部件这些传统连接方法的一个很好的替代方案。 “多边形联轴器并不是什么新鲜事,”他说。 “旨在消除与花键和键轴附件相关的常见故障问题,通用多边形系统是一种经过验证的优越方法,用于制造更坚固、更精确并具有更长使用寿命的苛刻机械连接,

一种利用多任务机床Y轴运动的刀具可以比传统刀具更快地执行切断操作X 轴运动。图片来源:山特维克可乐满 B 轴车床和许多动力刀具 CNC 车削中心提供垂直于 Z 轴的 Y 轴运动。这第三个线性轴使刀具能够穿过主轴中心线来执行铣削、钻孔和开槽等操作,目标是在一次设置中完成加工零件。 与没有 Y 轴的车床的传统 X 轴工艺相比,山特维克可乐满找到了一种方法,可以进一步利用该运动更有效地执行切断操作。为此,它重新设计了 CoroCut QD 刀具,将刀片座旋转 90 度并沿 Y 轴接合工件,从而将切削力导向刀具刀片的最强部分。 这里是 B 的运动轴-轴车铣。 山特维克可乐满产品经理 Staff

今天制造业的“对速度的需求”比过去更加真实,因为客户需要更快的产品周转时间。如果一个制造商无法满足,客户会找到另一家可以满足的公司。因此,许多机械厂正在发明流程——或投资新的更高效的设备——以实现 两张照片都显示了双粗圆柱捏磨工艺。然而,上面的照片显示车轮定位在 10 度。在这里,砂轮几乎与零件轴线一致移动。如果砂轮以这样的轴向运动推进到材料中,则砂轮可以更有效地研磨。然而,在 90 度时(下图),车轮可以进行后角和凹槽的运动,但与 10 度位置相比,会引入更多的振动。根据 Rollomatic 的说法,如果配置文件允许,应使用 10 度位置。图片来源:Rollomatic Inc. 生

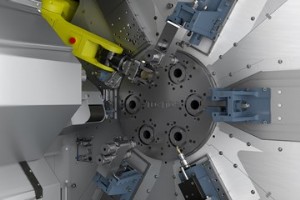
是时候在 2021 年 8 月 10 日至 12 日在俄亥俄州克利夫兰的亨廷顿会议中心举行的 2021 年精密加工技术展 (PMTS) 上与精密加工行业重新建立联系了。这是考虑投资更新贵公司的技术、自动化和软件以提高您的业务效率和生产力的绝佳机会。 生产加工 希望通过一系列 PMTS 产品预览帮助您开始研究。在本组中,我们将研究 CNC 车削中心和 Swiss-Types,包括配备双 Y 轴刀塔的双刀塔车床模型;瑞士型车床,专为使用具有挑战性的材料对复杂、大直径部件进行精确、多功能加工而设计;具有 7 轴、27 个刀站设计的 CNC 瑞士机床系列,其中 11 个能够提供盒式动态刀具;等等。

Diversified Fittings 的两台双主轴/双刀塔车床是该车间生产效率最高的机床,主轴利用率最高。 有些商店的名称非常准确地描述了它们的全部内容。俄亥俄州佩里的多元化配件就是其中之一。 Craig Cogar 的整个职业生涯都在液压行业度过,他于 1997 年创办了 Diversified Fittings。这家工厂专门加工各种类型的复杂液压配件和适配器,专注于 8,000 件的适度批量。作为 CNC 技术的早期采用者,该车间的 15 台生产加工设备中有近一半是卡盘车床。但是,有了这些,它通常必须在两台执行操作的机器上运行作业。 10 和操作。 20 份工作。这不仅需要多台机器
本机结合了通过计算机数控(CNC)实现编程和精度的多轴凸轮丝杠机床。图片来源:达文波特机器 Davenport 品牌对我们精密加工行业的任何人来说都不陌生。以B型多轴等零件设备多年来生产的零件设备总数来估算是不可能的。 这些凸轮驱动的螺丝机中的许多至今仍在使用。也就是说,Davenport Machine(Brinkman International Group Inc. 的一部分)现在提供了这些五轴机器的下一个演变——混合动力——其设计旨在实现更严格的过程控制和精度,同时也更易于操作和更多灵活设置和转换到新工作。 Davenport Machine 首席执行官 Andy Laniak

这款紧凑型数控铣床可用于二次加工操作和/或作为独立的生产机器。如有必要,它可以很容易地重新部署到商店的不同区域。图片来源:Trak 机床 对于多年来多任务车削技术的所有进步——动力刀具、Y 轴运动、B 轴主轴等——有时使用二次加工机床进行必要的铣削或钻孔是必要的,或者只是更有意义工作。 如果占地面积允许,小型立式加工中心 (VMC) 可能会解决问题。事实上,Trak Machine Tools/Southwestern Industries Inc. 提供其紧凑的 VMC2,可用于二次操作和/或作为独立的生产工厂。如果需要,这台机器也可以很容易地重新部署到商店的不同区域。 VMC2 与其
使用卡盘车床从通过铸造、锻造和金属注射成型 (MIM) 等工艺制造的成型坯料加工零件具有经济优势。使用近净形零件的这一概念的目标是限制粗加工操作的数量并通过精确车削来精加工零件。多轴车床等生产车削平台的优势倍增。 例如,Tornos 已经构建了定制的 CNC 多轴卡盘机床,以满足客户的特定需求。该公司现在提供两种标准型号:MultiSwiss 6x16 Chucker 和 MultiSwiss 6x32 Chucker,它们基于传统的棒料型号。 借助 MultiSwiss 6x16 卡盘,零件毛坯通过气动装置加载到机器的工作区,该装置将其在位置 5 的主轴前旋转 90 度。然后主轴拾取零件

前段时间,我有机会参观了宾夕法尼亚州 Bird-in-Hand 的一家机加工店 Vallorbs,它对瑞士式车床有丰富的经验。当然,它也面临着需要培训新员工如何操作如此复杂的机器的挑战。 与许多其他商店一样,Vallorbs 在培训新操作员时从基础开始,包括指导如何使用千分尺和读取零件图,以及解释滑动主轴箱机床与传统车削中心之间的区别。但是,运行瑞士型与运行传统车床不同。以下是它与新的瑞士运营商沟通的几点: 了解主轴箱夹头和导套之间的区别。当滑动主轴箱移入或移出时,必须将旋转夹头调整得更紧以抓住棒料,但必须调整导向衬套,使其足够松以使棒料能够通过,但又不能太松以减少所需的棒料支撑切割点附近

此视频说明了激光车削的工作原理。图片来源:GFH GmbH 在精密加工行业中,激光在零件打标和雕刻之外并没有发挥重要作用,但它们已被添加到瑞士型车床中,主要用于切割医疗应用的管材。激光可用于在这些机器上的空心坯料中创建小孔并生成槽、螺旋、螺旋形状、寡妇和其他复杂几何形状。 现在,新技术使用激光作为切割工具,从实心棒材“车削”零件。该工艺由德国公司 GFH GmbH 开发,用非接触式激光替代传统车削刀具,该激光用超短激光脉冲蒸发材料,同时使用比传统车削方法更少的能量。通过德国 GFH 向美国客户提供的 GL.smart 高速精密车床特别适用于微加工,可在实施传统车削工艺时对通常很精细且难以加

通过开发更精确的加工工艺进行配合螺旋转子,这个惠普尔增压器的增压器模型可以更有效地迫使空气进入发动机以获得更高的马力增益。定制的工件夹具和成型工具使该公司能够在其 B 轴车铣复合机的一个设置中精确铣削增压器转子。 Fresno 的 Whipple 增压器由前赛车队队长和车主 Art Whipple 于 1987 年创立,为汽车和航海赛车手以及其他希望提高发动机性能的人制造双螺杆增压器。这些类型的“功率添加器”(涡轮增压器和一氧化二氮是其他类型)将额外的空气引入发动机,超出了发动机自身的能力。更多的空气意味着可以添加更多的燃料,从根本上增加发动机的排量和马力输出。 这里的关键是增压器外壳内两

此机上探头以每分钟 2 米的速度扫描该组件槽的完整轮廓,以确保2 微米槽平行度。图片来源:Blum-Novotest。 许多车间使用机内测头来加速设置或对加工特征进行过程中测量以进行过程控制。与瑞士型车床相比,它们更常见于立式或卧式加工中心,原因之一是瑞士型的工作区内空间有限,无法容纳此类设备。 这些探头也有两个版本——触发式和扫描式。触发式探针定位零件表面上的离散点,而扫描探针可以遍历整个表面,每秒收集数千个点以测量特征的形状及其大小和位置。但是,为瑞士型配备探头并占用一个或多个可用工具位置是否有意义?并且,如果是这样,选择扫描探头而不是触摸触发模型,以利用更快地捕获更多测量数据的能力?

兄弟 Rich(左)和 Adam Gent为 Gent Machine 带来了丰富的新 CNC 技术,这家工厂最初仅依赖于在其克利夫兰工厂展示的 Davenport 等螺丝机。 代工店 Gent Machine 成立于 1927 年,但最大的变化可能发生在最近几十年。 2009 年,Rich 和 Adam Gent 兄弟从他们的父亲 Richard Jr. 手中收购了这家公司,后者在 1970 年代取得了所有权。兄弟俩的曾祖父和祖父 Arthur 和 Richard Sr. 分别在俄亥俄州的 South Euclid 开展业务,生产手榴弹保险丝和撞针。 Richard Jr. 使用了几十

AMRC 工程师乔·西克特和艾玛·帕金展示了他们对女王的微加工肖像。 (照片来源:斯达拉格。) 当谢菲尔德大学(英格兰)的两名工程师想要展示斯达拉格 Bumotec 车铣复合加工中心的微加工能力时,他们选择了一个独特的项目,该项目不仅会给精密机床操作员留下深刻印象,而且会吸引任何欣赏艺术的人。 该大学先进制造研究中心 (AMRC) 的工程师 Emma Parkin 和 Joe Thickett 使用 Bumotec 加工中心在黄铜上复制了一系列伊丽莎白二世女王的微型肖像,宽度只有 1.4 毫米。只有通过强大的显微镜才能看到女王头部错综复杂的细节。 “我们选择了女王的肖像,因为我们想做一

该视频简要介绍了微量润滑的工作原理 在数控车床上,以及如何设置它。视频来源:Unist Inc. 尽可能多地控制加工过程是大多数机械师所追求的。在车床上的切屑制造过程中输送的冷却液的数量和应用也不例外。为了直接控制微量润滑 (MQL) 输出,Unist Inc. 提供了一个 MQL 系统,该系统直接与机器的计算机数控 (CNC) 通信,使操作员能够通过在零件程序中输入代码来指定润滑参数。该公司的 Quantum 数控润滑器旨在优化单个机床上每个加工操作的 MQL 流量,因为流量是可见且可编辑的。因此,操作员可以微调每个操作以获得最佳结果。 但为什么是 MQL?尽管它仍然更有可能在欧洲使
工业设备





