
工业4.0先进制造技术信息网站!

就制造类型而言,3D 打印是最令人印象深刻的之一,因为它的开发速度非常快,并且存在多种不同的类型(包括材料喷射)。这种逐层方法用途广泛,可以处理多种材料,从而准确构建您需要的产品。如果您对这个过程感兴趣,请了解下面它的工作原理以及可以通过材料喷射打印机运行的材料类型。 什么是材料喷射? 与许多其他类型的 3D 打印机一样,材料喷射需要通过层来构建物体。然而,它从其他类型中脱颖而出,取决于这些层的构建方式——它将液化材料以您设计的形状滴到打印床上。使用的材料是光敏的,并通过紫外线固化。 为了确保此过程顺利进行,您需要了解材料喷射打印机的不同部分以及它们提供的功能。有四个主要组件,包括打印

SLS 和 SLM 是几乎相同的增材制造工艺。它们采用相似的技术,因此与其他增材制造工艺相比都比较昂贵。 SLS 和 SLM 生产的零件与通过注塑成型或 CNC 加工等传统方法制造的零件具有相同的性能。因此,在选择SLS和SLM时,请考虑要打印的部件的最终应用以及塑料或金属是否具有更好的性能。 SLS 与 SLM:技术比较 技术是指用于生产零件的设备和工具。 SLS和SLM系统都具有相似的复杂技术和流程。他们使用高功率激光、热塑性塑料或金属粉末以及专门的 3D 打印环境。两种形式的增材制造在技术方面的主要区别在于气体的添加以及 SLM 工艺需要特殊的打印环境。 SLS 与 SLM:材料比较

这两种方法都属于3D打印的类型。 SLS 代表选择性激光烧结,FDM 代表熔融沉积建模。他们有许多相似之处。例如,它们都用于小批量生产和快速原型制作,都使用热塑性材料,并且非常适合进行概念验证。但他们在其他领域却截然不同。在本文中,我们将了解它们有何不同以及您何时可能想要使用其中任何一个。 SLS 定义以及与 FDM 的比较 SLS 于 20 世纪 80 年代中期在奥斯汀德克萨斯大学开发,由美国国防部资助,现已成为最标准的 3D 打印方法之一,许多公司都使用相同的基本技术来制造和销售自己的机器。这些打印机通常使用二氧化碳激光器,选择性地将热塑性聚合物粉末(通常是尼龙或类似材料)烧结并粘合在一
无论您是新手还是想要改进 3D 打印设置,正确配置 3D 打印机都至关重要。 下面列出了本分步指南中正确设置 3D 打印机的九个步骤: 1。确定您拥有什么套件 首先确定您拥有什么类型的 3D 打印套件。通常需要考虑三种类型的 3D 打印机套件:预组装、部分组装和 DIY 打印机套件。预组装套件最容易上手,因为它们开箱即用。部分组装的套件提供了中间选项。这些套件通常分为多个组件,以节省运输过程中的空间。 DIY 套件代表了最实用的方法。这些套件需要大量组装,您可能会花费更多时间从头开始构建打印机。 要了解更多信息,请参阅我们有关 3D 打印技术类型的完整指南。 2。阅读并遵循组装说明 确定

当您回顾注塑成型和挤出成型时,您会发现 3D 打印已经彻底改变了塑料零件生产的格局。曾经是一种独特的替代方案现在已成为一种流行的选择,它可以减少处理时间并使打印复杂的结构成为可能。然而,有很多技术可供选择,包括 PolyJet 和选择性激光烧结 (SLS) 3D 打印,它们经常被相互比较。 虽然它们在生产的零件类型、构建原理和质量方面有一些相似之处,但它们却相当不同,并且根据您想要的任务提供自己的一系列优点(和缺点)。 PolyJet 定义以及与 SLS 的比较 这种类型的 3D 打印首次出现于 2009 年,此后一直在不断改进。它以 Polyjet 为商标,设法保护其技术,但这毫不奇

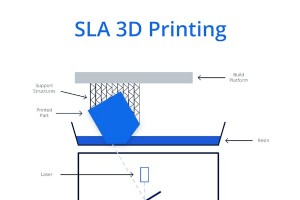
SLS 提供的另一个优势是,在打印过程中不需要任何支撑结构 - 周围的粉末实际上可以为任何悬垂部件提供支撑。我们的许多客户将它用于时间敏感的项目,因为它非常快。如果您有兴趣为您的企业购买其中一台打印机,请准备好进行大量投资。 SLS 机器不仅购买成本昂贵,而且还会消耗大量电力,增加水电费。您还需要确保办公室或实验室中有足够的空间容纳它们,因为它们体积庞大。 与 SLA 相比,SLS 有何优势? 与 SLA 相比,使用 SLS 有很多优点。下面列出了一些: SLS 零件在生产过程中不需要支撑结构,而 SLA 零件则需要。周围的粉末用于在建筑过程中支撑悬垂的组件。 SLA 零件需要设计有支撑

PolyJet 3D 打印是一种使用类似于标准喷墨打印机的工艺来创建多色和多材料组件的工艺。喷墨式打印头将多个光聚合物液滴沉积到构建板上。紫外线光源立即固化该层,并重复该过程直至零件完成。 PolyJet 打印的主要优势是能够一次性创建多种颜色和材料的零件。这样可以创建与最终产品的颜色和物理感觉完全匹配的原型。 PolyJet 还可以比大多数其他 3D 打印技术更快地创建这些多色零件。 PolyJet 3D 打印可以利用多种不同的材料,这些材料可以是透明的并且具有类似橡胶的特性,同时还可以模拟 ABS 或聚丙烯等常见热塑性塑料的特性。 什么是 PolyJet™ 3D 打印? PolyJe

SLS 和 MJF 之间的比较 在比较 SLS 和 MJF 时,我们会想到一些共同的属性。 Xometry 的高级解决方案工程师 Matt Schmidt 表示:“SLS 和 MJF 平台非常相似,能够加工尼龙 11 和 12 等常见材料。但是,每个平台处理材料的方式存在一些差异,从而产生不同的结果。SLS 系统利用激光热源来熔化粉末床材料,具有更大和更局部的加热效应。较高的热梯度通常会导致拉伸、屈服和伸长率的机械性能值较低。另一方面,MJF 采用更广谱的红外热灯,在整个粉末床上以更一致的速率熔化材料,这比 SLS 激光平台的局部热源将提供比 MJF 广谱热灯更精确的尺寸结果。最后,SLS

烧结是一种广泛的方法,通过压缩然后熔化粉末和粘合剂,由各种材料形成整体且可能高度复杂的零件。该部分经历两个阶段。第一阶段使所需的形状成为脆弱且集成度差的超大组件。第二阶段烘烤该部件以排出粘合剂材料,并使剩余的颗粒融合在一起并聚结成全强度部件。这种方法在金属和陶瓷领域越来越广泛,作为一种通过高度可重复的低单件成本工艺生产具有出色机械性能的复杂净形状零件的方法。本文将定义烧结、其工作原理、烧结类型以及不同的过程。 什么是烧结? 烧结是首先通过压实将粉末形状粘合成整体固体的过程。然后将形状加热到其中一种粉末的熔点以下,以实现热熔合以粘合颗粒。这会烧掉之前用于将形状固定在一起的任何中间粘合剂,并粘合

更具体地说,聚碳酸酯是一种属于热塑性塑料类别的塑料,这意味着它在反复熔化和硬化方面非常出色。有趣的是,这使得材料能够很好地完成 3D 打印过程。不仅如此,它还以耐用、耐热性和耐化学性良好而闻名。 如果聚碳酸酯作为您通过增材制造制造的任何类型产品的潜在候选者引起了您的注意,我们在下面创建了一个有用的解释,它准确地介绍了这个过程的含义以及它的好处(和局限性)。 什么是聚碳酸酯 3D 打印? 聚碳酸酯(简称 PC)是这种打印方式中使用的材料,它通常是熔融沉积成型 (FDM) 打印系统的首选,该系统将材料分层以构建多层,直到完成形状。 聚碳酸酯在 3D 打印领域赢得一席之地的原因在于其有用

3D 打印使用多种材料,每种材料都有不同的特性和应用。选择正确的 3D 打印材料至关重要,因为它直接影响打印物体的质量、耐用性和功能。每种材料都有其独特的属性和用例,因此了解每种材料的优点和缺点至关重要。 本文将讨论用于 3D 打印的最常见和最好的材料、它们的特性以及应用。 最适合 3D 打印的材料 表1总结了最常见的3D打印材料的优点和缺点。下面列出了这些3D打印材料的简要说明: 1。 ABS(丙烯腈丁二烯苯乙烯) ABS 是 3D 打印中应用最广泛的热塑性塑料之一,特别是在熔融沉积成型 (FDM) 工艺中。 ABS 源自石油原料,以其在注塑成型中的作用而闻名。它通常用于家用和消费品
3D 打印切片机是一种软件包,可将 3D 模型转换为一组机器可读指令以打印零件。 3D 打印零件的成功在很大程度上取决于选择正确的 3D 打印切片机设置。这些设置可能意味着高质量零件和难以清洁的混乱塑料之间的区别。最佳 3D 打印最重要的设置是温度、位置、支撑数量以及任何可能影响床粘附力的因素。这些设置错误很可能会导致打印失败。本文将探讨 FDM(熔融沉积建模)打印机的十个最重要的设置,以确保成功打印出 3D 零件。 1。温度 3D 打印机切片机软件中的温度设置是指构建平台和挤出机硬件(也称为“热端”)的温度。最佳的构建平台温度有助于保持第一个打印层附着在构建平台上,同时还限制了翘曲的可能性
增材制造,也称为 3D 打印,是一种尖端制造工艺,正在彻底改变全球各行业。它涉及使用数字模型逐层叠加地构建对象,这与传统的减材方法不同,传统的减材方法会去除材料。 增材制造能够创建复杂的几何形状,而这对于传统技术来说是具有挑战性或不可能实现的。此外,它还提供广泛的材料兼容性,包括塑料、金属、陶瓷和复合材料,为不同的应用提供了材料选择的灵活性。增材制造为开发创意新产品以及提高材料使用效率提供了机会。 本文将讨论什么是增材制造、其工艺、用途、材料、优点和缺点。 什么是增材制造? 增材制造 (AM) 也称为 3D 打印,通过在 3D 数字计算机模型的指导下逐层构建物体,彻底改变了制造方式。
航空业越来越多地采用3D打印(增材制造)来生产飞机部件。该技术具有多种优势,例如减少材料浪费、缩短生产时间以及提高设计灵活性。然而,尽管 3D 打印有其优点,但它也存在一系列限制,可能会影响飞机部件的性能、安全性和成本效益。 在本文中,我们研究了影响 3D 打印组件在航空领域应用的九个关键限制。其中包括材料限制、监管障碍、设备成本以及对高技能技术人员的需求等挑战。虽然这些问题构成了重大障碍,但许多问题可以通过持续研究、流程改进和技术进步来解决。 1。质量控制 质量控制是确保最终产品满足所需要求和标准的过程。质量控制是一个具有挑战性的过程,需要在 3D 打印领域对细节一丝不苟。这是因为 3D

属性 DMLS EBM 属性 光束数量 DMLS 4 循证医学 1 – 非常快速的光束定位 属性 光束功率 DMLS 400瓦 循证医学 4500瓦 属性 需要真空构建体积 DMLS 没有 循证医学 是的 属性 层高 DMLS 30至40微米 循证医学 70微米 属性 具有各向同性的材料特性 DMLS 是的 循证医学 是的 属性 打印后零件需要冷却 DMLS 是的 循证医学 是的——通常是过夜 属性 零件需要支撑结构 DMLS 是的 循证医学 是的 属性 最大打印量 DMLS 400×400×400毫
3D 打印(也称为增材制造)的发展经过数十年的科学研究、技术创新、专利活动和商业化的影响。这些努力最终导致了一项技术的广泛采用,该技术能够生产具有强大机械性能和快速周转时间的低成本、高精度零件。虽然 3D 打印平台的核心目标保持一致,即高效生产高质量组件,但可用工艺和材料的范围仍在快速扩大。硬件、软件和材料科学方面的创新正在推动针对不同行业量身定制的更复杂、更专业的解决方案的开发。 本文将讨论什么是 3D 打印、其基本原理,以及持续创新如何将其转变为日益通用和复杂的制造解决方案。 3D打印的历史起源是什么? 3D 打印的起源可以追溯到 20 世纪 80 年代初,当时是材料和数字制造快速实验

材料的弯曲模量是一个极其重要的参数,因为它使工程师能够量化组件在不发生过度变形的情况下可以承受的弯曲载荷的大小。这一特性对于设计安全可靠的结构元件和机械零件起着关键作用。 弯曲模量的计算或应用中的错误可能导致结构失效或性能受损,可能导致昂贵或危险的后果。因此,工程师、设计师和建筑商必须彻底了解弯曲模量是什么、它是如何确定的以及它如何影响弯曲载荷下的材料行为。 本文将定义弯曲模量,解释其计算方法,并描述其在工程设计和材料选择中的意义。 什么是弯曲模量? 材料的弯曲模量(有时称为弯曲模量或切线模量)是一种机械性能。它描述了其刚度或对弯曲作用的抵抗力或其在弯曲时变形的能力。具体来说,弯曲模量是

3D打印既是全球数百万人的爱好,也是一种可以生产各种零件和产品的功能性制造技术。为了满足这种需求,市场上出现了各种打印机。一般来说,这些打印机共享相同的底层组件,特别是在熔融沉积成型 (FDM) 方面。这些部件可分为10类3D打印机部件。 本文将介绍这十类中每一类的 3D 打印机部件,以及这些 3D 打印部件的功能。 1。主板或控制器板 主板,也称为控制器板,充当连接 3D 打印机所有电子组件的中央集线器。 3D打印机主板的关键部件描述如下: 处理器: 将编程的软件代码转换为一组指令,供其他打印机部件遵循来打印部件。 3D 打印机主板中使用的处理器为 8 位或 32 位。 连接器: 连接
“教育用3D打印”涵盖了将3D打印技术融入学习环境的所有方面。它提供了超越传统教学方法的实践教学方法。这种创新的教育形式至关重要,因为它可以培养创造力,增强对复杂概念的理解,并提供与理论知识的切实联系。 在课堂上使用 3D 打印的优点很多。学习这项技能不仅可以提高学生的参与度,还可以帮助学生获得未来成功所需的批判性思维和解决问题的能力。要在课堂上开始这次教育之旅,您需要一台 3D 打印机、设计软件、切片软件和原材料供应。 本文将讨论 3D 打印对教育的重要性和好处。 什么是教育 3D 打印? “教育用 3D 打印”一词描述了增材制造技术的应用,以改善教育机会。它为教师和学生提供了一种通过
夏比冲击试验最初于 1900 年代开发,旨在加深对材料过早失效原因的理解。夏比试验确定材料在断裂过程中吸收的能量(称为冲击能),用于评估材料的夏比冲击强度。该测试是比较性的,这意味着在使用相同标准进行测试的情况下,可以对各种材料的冲击强度进行相互比较。夏比冲击试验程序包括用摆动的摆锤撞击有缺口的样品。冲击前后摆锤的高度用于确定样品吸收了多少能量。该测试有助于评估缺口韧性,它表明材料在缺口位置的抗断裂能力。 夏比冲击试验是材料测试中用于测量冲击强度的一种方法,它通过确定材料在断裂过程中吸收的能量来回答“什么是夏比试验?”的问题。试验过程中吸收的能量是通过冲击前后的高度差来测量的,其结果取决于夏
3D打印





