工业4.0先进制造技术信息网站!

直接金属激光烧结(DMLS)和选择性激光熔化(SLM)3D打印方法都属于粉末床熔融(PBF)类别。它们还都使用激光束——有时一次不止一束,并且与不同的金属粉末兼容。鉴于这些相似之处,很容易将两者混淆……但考虑到其中一台打印机的价格可能高达一百万美元——是另一台打印机价格的两倍——可以肯定地说它们在很多方面都有所不同。请继续阅读以了解具体方法。 DMLS 定义以及与 SLM 的比较 DMLS 是增材制造公司 EOS GmbH 拥有的商标,用于制造金属零件。它仍然经常被称为烧结方法,仅仅是因为它在 90 年代中期首次发明时,它只烧结金属。 EOS 表示,“DMLS”实际上是 Direkt Met

FDM(熔融沉积建模)和 MJF(多射流融合)的缩写,都是 3D 打印的类型,但它们在一些方面有所不同。在本文中,我们将更多地了解它们,比较它们的优缺点,并回答一些常见问题。 FDM 定义以及与 MJF 的比较 熔融沉积建模最初由 Scott Crump 于 1988 年开发并投入商业化,是当今最流行的 3D 打印方法之一。它的工作原理是通过加热喷嘴泵送细的热塑性长丝,然后将其逐层沉积以制造零件。与在工业环境中更流行的 MJF 打印相比,它相对便宜,而且通常更容易获得。 FDM 打印机的优点在于它们与不同公司的耗材兼容,但 MJF 打印机仅限于 HP 的材料。 FDM 也有一些缺点,特别

属性 DLP FDM 属性 打印分辨率 数据处理 25至300微米 频分复用 50至500微米 属性 可打印大型零件 数据处理 没有 频分复用 是的 属性 材质颜色范围广 数据处理 没有 频分复用 是的 属性 最小特征尺寸 数据处理 100微米 频分复用 1毫米 属性 可生产高强度零件 数据处理 没有 频分复用 是的 属性 具有各向同性的材料特性 数据处理 是的 频分复用 没有 属性 最小壁厚 数据处理 0.1至0.3毫米 频分复用 1毫米 属性 零件需要支撑结构 数据处理 是的 频分复用 是的

伸长率是材料在应变下拉伸的可测量趋势。工程师使用标准化测试程序和哑铃形测试样品来评估给定材料的特征伸长行为。样品的伸长率以百分比表示——其长度增量除以原始长度,再乘以 100 即可计算出该值。 伸长率很重要,因为它是衡量材料延展性的指标,即材料变形而不断裂的能力。这是 3D 打印材料的一项关键指标,因为它与 3D 打印组件在实际应用中的实际耐用性相关。本文将定义伸长率、其重要性以及如何计算它。 伸长率意味着什么? 伸长率是材料在受到拉力(应变)时永久伸长的量。它是材料延展性的数值测量——材料在应变下变形的难易程度。它是根据非常具体的控制条件进行测量的,以便可以定量比较材料之间的伸长率值。

熔融沉积建模 (FDM) 是一种 3D 打印技术,它使用聚合物丝来“绘制”3D 文件的切片。它通过部分熔化细丝将它们彼此粘合在一起。 PolyJet 也是一种 3D 打印技术,但它的工作原理是在改性丙烯酸树脂中喷墨打印每个切片的“图片”。然后使用连接到打印头的紫外线灯完全固化该图片。 FDM 与 PolyJet 之间的一大区别在于所使用的材料。 FDM 使用常见塑料丝,而 PolyJet 使用各种树脂模拟这些材料。这导致两者之间存在显着的价格差异。 FDM 的分辨率还受到灯丝直径的限制。然而,PolyJet 仅受喷墨分辨率的限制,使其最小特征尺寸比 FDM 小 5 至 20 倍。本文将进一
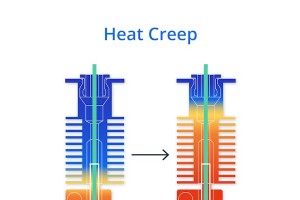
热蠕变是热挤出 3D 打印工艺(FDM(熔融沉积建模)和 FFF(熔丝制造)中出现的一个问题。它是从热端加热丝的不必要的行程。造成这种情况的可能原因有多种,但也有几种可能组合在一起,因此评估所有众所周知的问题非常重要。本文将定义 3D 打印中的热蠕变,说明其产生原因,并提供一些预防方案。 什么是 3D 打印中的热蠕变? 热蠕变是整个热端不稳定传热的过程,并且在熔化区之前过早熔化长丝。这会导致某些部件堵塞,特别是挤出路径和隔热管。热蠕变有多种原因,但都在一定程度上是可控的。有关更多信息,请参阅我们的 3D 打印指南。 显示热蠕变的图表 导致 3D 打印机热蠕变的原因是什么? 1。热端过热
直接挤出机是一种 3D 打印机挤出机机构,可将长丝直接送入 FDM®(熔融沉积建模)或 FFF(熔融长丝制造)机器的热端组件,无需额外的管道或鲍登电缆。它通常用于桌面 FDM® 直驱 3D 打印机。直接挤出机由:步进电机、驱动齿轮和直接安装在热端上方的惰轮臂组成。当电机旋转时,驱动齿轮夹住细丝并将其向下推入热端,在热端处细丝熔化并一层层沉积到构建平台上。直接挤出机以其精确的细丝控制而闻名,这可以实现更好的打印质量,尤其是对于柔性或柔软的材料。它们适用于多种长丝材料,包括:PLA、ABS、PETG 和 TPU。 本文将讨论什么是直接挤出机,包括它的用途、工作原理以及适合它的材料。 什么是直接挤

龙门系统是一种为机床(例如 3D 打印机、激光切割机和 CNC 铣床)创建精密运动系统的方法。该术语没有提供结构的精确定义,因为创建精密运动龙门的各种方法在关键方面存在差异。龙门系统也可用于点 应用打印系统,例如 FDM/FFF 或 Desktop Metal 的 MetalX 系统,但它们也用于支持区域 应用打印头,例如 OBJET、粘合剂喷射系统,甚至层压物体制造 (LOM)。 在某些方面,机器人增材制造中使用的机器人臂也可以被视为龙门系统,尽管经常使用部分极坐标几何结构而不是 3 轴正交定位。这通常仅适用于机器人本身安装到龙门架上的情况。 本文将讨论什么是3D打印龙门系统,以及它
了解材料的各种特性对于设计能够满足特定功能的零件至关重要。要考虑的一个重要属性是材料的硬度(硬度计)。硬度计是一种标准化方法,用于测量材料的硬度或对因压痕或磨损而导致的局部变形的抵抗力。常用于描述高分子材料和其他非金属的硬度。 硬度(硬度计)是一种无量纲测量。特定材料的硬度是相对于其他材料的硬度而言的,从而使用相同的标度获得值。已经开发出不同的硬度标度来量化和比较不同材料的硬度。本文将定义硬度计、不同的标尺类型和示例。 什么是硬度计(硬度)? 硬度计是指硬度本身,或材料抵抗局部变形的能力。它通常用于测量聚合物和其他非金属的硬度。硬度计也可能指肖氏硬度或肖氏硬度计,以开发肖氏硬度标尺的阿尔弗

Revit® 和 AutoCAD® 是 Autodesk® 开发的两款 CAD(计算机辅助设计)软件应用程序,旨在协助建筑师和工程师完成工作并简化工作流程。虽然这两个软件包都广泛用于各种工程和建筑应用,但这两个选项的功能不同,因此用途也不同。两者之间的主要区别在于,Revit 是 3D 参数化建模软件,用于以 3D 形式开发、组装和可视化设计或施工项目的组件。而 AutoCAD 主要是 2D 绘图软件,具有一些 3D 功能,用于在零件或建筑物设计中创建和修改几何形状。 除了功能和用途上的差异之外,工作流程和灵活性是另外两个显着差异。这些差异使得 Revit 或 AutoCAD 对于不同的应用
喷气发动机使用空气和燃料产生动力,以通过排气提供推力或驱动连接到螺旋桨或转子叶片的轴。喷气发动机由冷部分和热部分组成。冷段包括进气口、旁通管道、压缩机、扩压器和驱动轴。热区由燃烧室、涡轮、喷嘴、加力燃烧室和排气装置组成。喷气发动机的工作原理是吸入冷空气,将其压缩,与燃料混合,燃烧,然后将其从废气中排出。本文将进一步讨论喷气发动机的主要部件。 喷气发动机热区由哪些部分组成? 喷气发动机的热部分始于燃烧室,也称为气体发生器。此处产生热气体,并向后移动并膨胀,穿过涡轮叶片、超音速喷嘴、加力燃烧器,最后穿过排气管。之所以称为热段,是因为它包含燃烧室中产生的热气体。排气温度范围为 550–850 °C
熔融沉积成型 (FDM) 3D 打印中的热蠕变是指热量从挤出机的热端意外向上传递到挤出机组件的较冷区域。当这种情况发生时,长丝可能会在预期熔化区域上方过早软化或部分熔化。这种软化会导致细丝膨胀,导致挤出机内部分或完全堵塞。除了导致挤出机堵塞之外,热蠕变还会导致挤出不一致、打印质量下降和材料浪费。这是一个常见问题,尤其是在使用热敏丝打印或冷却不足时。 本文概述了防止热蠕变的 10 种有效方法,并详细解释了 FDM 3D 打印中热蠕变的原因、症状以及对零件质量的影响。 1。测试冷却风扇 确保挤出机的冷却风扇以其额定容量运行。如果风扇出现故障或性能不佳,多余的热量将无法有效地从散热器消散,从
ABS 与 PETG 在机械性能、耐热性、印刷适性和户外适用性方面存在明显差异。 ABS 具有更高的刚性、抗冲击性和承载强度,支持要求苛刻的机械应用和功能部件。 PETG 提供更大的灵活性和层间粘合,从而减少应力下的开裂并提高零件的一致性。耐热性有利于 ABS,因为 ABS 在 100°C 附近保持结构稳定性,而 PETG 在 70°C 至 80°C 左右的较低温度下软化。印刷适性有利于 PETG,因为其翘曲较低、层间附着力更强,并且对冷却过程中热收缩的敏感性较低。 ABS 需要更高的挤出温度、受控环境和加热外壳以保持尺寸精度。 PETG 比 ABS 更能抵抗紫外线和湿气,但在长时间的户外暴露
PETG 3D 打印长丝是聚对苯二甲酸乙二醇酯 (PET) 的乙二醇改性版本,以其强度、柔韧性和适度的耐化学性而闻名。 PETG 在 3D 打印耗材中具有良好的耐用性和中等到高的抗冲击性。该灯丝用于各种行业中需要承受温和环境条件(暴露在潮湿环境中,但不能长时间暴露在紫外线下)的应用(防护罩、机械部件、原型和户外部件)。它在机械应力下保持结构完整性的能力和易用性使其成为 3D 打印的重要材料。 PETG 长丝因其强度、延展性和可打印性的结合而在大批量 3D 打印环境中受到青睐,使其成为实际应用的首选。 PETG 长丝的广泛使用凸显了其在功能部件生产中的爱好者和工业 3D 打印领域日益增长的重要性

复合材料是基体和增强材料的工程混合物,它们共同作用以实现超越单个组件的性能特征。复合材料依靠基体来粘合材料,而增强材料则增强强度、耐久性,并允许在机械应力下控制变形。根据其具体成分,基体和增强体之间的相互作用决定了复合材料的关键性能(拉伸强度、刚度、抗冲击性和长期抗疲劳性)。复合材料的类型提供了机械、热和环境性能的平衡,以满足不同的性能需求。复合材料系统的选择会影响性能(重量、稳定性和使用寿命),因此复合材料在性能关键型用途的先进制造中至关重要。开发复合材料技术可确保需要在各行业用途中保持一致的结构完整性和操作的零件具有可靠的性能。 什么是复合材料? 复合材料是通过组合两种或多种不同的物质而

导电PLA 3D打印丝是一种由聚乳酸与导电填料(炭黑、碳纳米管或石墨烯)组合而成的复合材料,其导电率水平取决于填料类型、浓度和分散质量。导电聚乳酸 (PLA) 细丝保持与标准 PLA 类似的挤出特性,但需要仔细校准以避免堵塞,并且其导电路径仅限于低电压或信号级应用,而不是一般的电气传输。它用于制造触摸传感器、电路原型和抗静电外壳,但其导电率不足以实现电磁屏蔽,而电磁屏蔽需要更高导电率的材料,例如金属或专用复合材料。 导电PLA丝在支持电气功能的同时提供结构稳定性,但其机械强度低于标准PLA,并且其电气性能仅限于低电压或信号级功能。导电 PLA 在现代 3D 打印中的相关性在于,它能够支持快速

冲击强度是材料在突然强烈冲击或冲击载荷下抵抗开裂、断裂或塑性变形的能力的量度。它是决定材料承受突然外力能力的关键特性。设计将承受高冲击或冲击载荷的组件取决于对这些测量的理解,以考虑潜在的故障。材料的冲击强度通常使用 IZOD 测试或夏比测试来量化。这些是指示性标准化测试,用于对材料进行分级。然而,它们并不代表实际使用情况,并且提供有关循环或现实世界负载的有限信息。本文将介绍冲击强度、其计算方法、重要性、影响因素以及冲击强度失效的不同类型。 什么是冲击强度? 冲击强度是材料在冲击和脉冲载荷下抵抗断裂的能力的量度。它仅适用于发生脆性断裂的材料。它还用于测试显示温度依赖性和/或脉冲依赖性脆性转变的

Xometry 与我们合作的工程师使用许多不同的冲击测试来了解材料的特性,其中之一就是 IZOD 冲击测试。有多种方法可以确定材料将如何响应或反应;对于 IZOD,您需要一个摆锤和虎钳。 以下是有关此测试的更多信息、其重要因素以及它与其他冲击测试(如夏比冲击测试)的比较。 什么是 IZOD 冲击测试? IZOD 测试是一种确定材料抗冲击性的方法,特别是在材料破裂之前可以承受多少负载。这将帮助您选择适合您需求的材料。它也称为缺口 IZOD 测试,已被美国材料与试验协会 (ASTM) 和国际标准化组织 (IOS) 接受为一种标准化方法,尽管后者需要稍长、稍宽的材料进行测试。 您可以用它来
在选择制造材料(尤其是塑料)时,技术数据表将为您提供大量有用的信息来帮助您进行选择。热变形温度 (HDT) 就是其中之一,了解您的产品是否需要在压力下保持其形状和尺寸非常重要。 什么是热变形温度? 材料的 HDT 是指在高温下承受特定载荷时材料开始变形的温度。它测量塑料在这些情况下保持坚硬或刚性的能力。高 HDT 塑料在较高热量下会保持更高的刚性,而低 HDT 塑料则不然。是的,这仅与聚合物和塑料相关,因此金属必须排除这一点(它们有自己的版本,例如热硬度和蠕变测试)。 HDT 对于许多行业的塑料产品(或具有任何塑料部件的产品)的工程、设计和制造非常有价值(事实上是必须的),包括: 包装

1。获取带有 3D 打印中心插件的 ZBrush 获取带有内置 3D 打印中心的 ZBrush,为设计师和艺术家等利用强大而强大的 STL 转换器。 ZBrush 3D 打印中心插件使用户能够优化其模型的多边形网格,而无需互联网连接。 2。选择 ZBrush 3D 打印中心插件 3D 打印中心。这将显示几个选项,用户可以从中选择以利用该程序的任何功能。 3。导入 STL 文件 选择 3D Print Hub 插件后单击导入 STL 文件。它将打开文件浏览对话框。 4。缩放并定义您的维度 打开 3D Print Hub 功能后缩放并定义零件的尺寸。此步骤对于确保零件比例正确非常重要。
3D打印