工业4.0先进制造技术信息网站!

延展性是一个重要的特性,描述了材料被拉伸、拉动或拉成细线或细线而不断裂的能力。它是一种主要与金属相关的特性,由原子键合和晶体结构决定。 具有高延展性的金属通常具有金属键合,这使得原子可以相互滑过而不破坏结构。高延展性对于电线电缆等应用至关重要,而低延展性会使材料变脆,在变形前更容易断裂。 本文概述了延展性、其重要性、如何计算延展性以及延展性材料的示例。还讨论了影响延展性的因素,包括化学成分、晶粒尺寸和温度。 什么是延展性? 延展性是材料的一种物理特性,描述其被拉伸、拉动或拉成细线或细线而不断裂的能力。它是衡量材料在断裂之前在应力作用下可以变形或伸长的程度的指标。延展性通常是主要与金属相

散热器广泛用于电子产品中以管理组件温度。它们的工作原理是增加表面积,以增强与周围流体(通常是空气)的传热。主动散热器使用风扇来增加气流,而被动设计仅依赖自然对流。根据成本、位置和冷却要求,不同的设备需要不同的散热器。热阻直接影响散热器的有效性。下面列出了选择散热器时需要考虑的六点: 1。确定组件的热要求 热需求是每单位时间耗散的热能的量。必须首先建立它们来设定选择散热器的标准。如果没有建立适当的散热要求,则无法为应用选择合适的散热器。通过确定散热要求,设计人员可以选择能够保持安全工作温度并支持最佳组件性能的散热器。 2。选择适当的散热器类型 散热器有两大类型:主动式(使用风扇促进气流)和被

热端是 FDM(熔融沉积建模)3D 打印机最重要的组件,因为它们会在塑料丝被逐层应用以构建 3D 零件之前将其熔化。加热端主要由喷嘴、加热块、热熔断器和散热器组成。这些组件共同作用,尽快熔化塑料,同时将热量限制在加热块中。热端可用作全金属组件和金属塑料混合体,其中热端内部使用 PTFE 管,但不构成喷嘴的一部分。高品质的加热端确保一致的温度控制。精确的温度控制可实现始终如一的良好打印效果,并且喷嘴内的堵塞最少。下面的图 1 显示了基本的热端组件: 本文将详细介绍什么是热端、它们如何工作以及如何选择最好的热端,并提供故障排除和维护技巧。 什么是热端? 3D 打印机热端是 FDM(熔融沉积建

木质3D打印长丝于2012年上市。第一个是由德国发明家、Lay Filaments创始人Kai Parthy发明的。木丝的独特之处在于,它们可以为复杂的印刷设计提供类似木材的表面光洁度。其成分通常为20-40%废木材和60-80%聚合物。 PLA(聚乳酸)通常用作聚合物材料,木材成分可以是一系列木材衍生物,包括软木或木屑/锯末。 即使重点不是美观,木材也可以用作填充材料,以降低 3D 打印材料的成本。还有其他类似木材的细丝,它们使用着色来产生木材的错觉,但由于这些细丝中没有木材颗粒,它们通常看起来和感觉起来更像塑料。 木材 3D 打印具有三个主要优点:木质材料层之间的粘合更牢固,锯末可
蒸汽平滑是增材制造领域采用的一种后处理技术,用于提高 PLA 塑料 3D 打印物体的表面光洁度和美观度。 PLA(聚乳酸)是 3D 打印中常用的热塑性长丝,因为它可生物降解且易于使用。然而,PLA 打印件通常会出现可见的层线和粗糙的表面。这就是蒸汽平滑的用武之地。PLA 物体暴露在溶剂蒸汽中,导致外层部分溶解。它创造出更光滑、更抛光的外观。 通过对 PLA 进行蒸汽平滑处理,您可以:改善零件美观性、增强表面强度并减少孔隙率。因此,该过程对于视觉和功能的改进都很有价值。然而,它也有一些缺点,例如可能会丢失细节,以及在处理溶剂时需要采取适当的安全预防措施。本文将更详细地研究蒸汽平滑 PLA
材料喷射的局限性是: 通过材料喷射打印的塑料组件对光有一定的敏感性,在紫外线强度较高的环境中会降解。 材料喷射材料往往是价格最高的材料之一,通常超过每公斤 1000 美元。 该设备是该行业中购买和操作成本最高的设备之一。 由于打印头处理粘性和固化流体,因此有必要在构建期间和之后执行清理过程。这增加了材料消耗和劳动力成本。 水溶性构建支撑材料导致需要进行精细的后处理来洗掉支撑物。 某些方法需要进行紫外线固化后处理才能完全固化树脂。 构建尺寸通常较小(每轴低于 300 毫米)。 材料喷射有多详细? 材料喷射应用中使用的工艺性质导致所有三个轴上的最高实际分辨率。打印部件可以在打印图像(切片)中

Solid Edge 和 Solidworks 都是用于 3D 设计、制造和仿真的计算机辅助设计 (CAD) 软件工具。前者由西门子开发,后者由达索系统开发。它们是非常相似的工具,但确实有一些不同的特性和功能。让我们更详细地了解这些,包括它们的常见应用程序、系统要求和用户体验。 什么是 Solid Edge? Solid Edge 主要用于工程行业,具有许多有用的 3D 设计功能,例如装配设计、实体建模和 2D 绘图。它还具有用户友好的仿真和制造工具,如有限元分析 (FEA)、计算流体动力学 (CFD)、计算机辅助制造 (CAM) 和模具设计。 什么是 Solidworks? Solidw
3D打印,也称为增材制造,在航空航天工业中受到高度重视。在减轻重量或阻力可以节省大量成本的行业中,3D 打印使航空航天制造商能够以更具成本效益的方式制造更轻、更省油的飞机。航空航天工业是最早广泛采用3D打印制造关键部件的行业之一,该工艺重新定义了设计和制造的界限。航空航天工程师在某些 3D 打印工艺的开发中发挥了重要作用,随着 3D 打印作为一种制造工艺的成熟,该行业如今继续受益。 从夹具和原型工具到喷嘴甚至火箭主体等最终用途零件,航空航天领域的 3D 打印既可用于辅助制造过程,又可满足飞机内的特定应用。本文将讨论航空航天领域的 3D 打印、所使用的材料和工艺及其不同的应用。 什么是 3
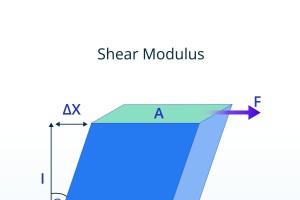
剪切模量图,其中Δx为位移,l为初始长度,θ为位移角,A为面积,F为力。 这与杨氏模量(或弹性模量)不同,杨氏模量是指材料对拉伸或压缩力变形的抵抗力。然而,这些概念(以及均匀力或压力下的体积模量的概念)都源于胡克定律。罗伯特·胡克 (Robert Hooke) 在 17 世纪确定,材料(在他的例子中是弹簧)所经历的变形与施加在其上的力成正比。 19 世纪,奥古斯丁-路易斯·柯西 (Augustin-Louis Cauchy) 推导了剪切模量方程,剪切模量的概念得到了进一步发展。测量剪切模量的实验方法是20世纪初才发展起来的。 剪切模量的 SI(Système International)

计算机辅助设计 (CAD) 建模通过使用软件创建精确的数字表示,彻底改变了产品的设计和工程方式。 CAD 使设计人员能够在生产前概念化、可视化和分析复杂的设计,从而简化整个开发流程。 存在多种 CAD 建模技术,每种技术都适合特定的设计规范和垂直行业。其中包括:2D 绘图、3D 建模、参数化建模和曲面建模。汽车专家使用 CAD 软件来设计复杂的汽车部件,而建筑公司则使用它来创建精确的建筑蓝图。在当今的数字驱动设计环境中,理解 CAD 建模及其各种应用势在必行。在本文中,我们将深入探讨各种 CAD 建模,包括有关它们如何在许多领域中使用的插图和观点。 什么是 CAD 建模? CAD 建模是

3D 打印或增材制造 (AM) 已成为世界各地牙科诊所和诊所的固定设备。牙科 3D 打印为牙医创建牙科零件,作为打印零件并供患者使用的工具或固定装置。这些零件的范围从牙齿模型和牙齿矫正器到全套假牙。过去,牙科服务提供者使用扫描、放射学和牙模来获得患者牙齿的准确图像。然后,这些图像被用来为患者构建特殊的、定制的植入物。现在,借助 3D 打印,牙科服务提供商既可以制造更专业的种植体,又可以更快地治疗患者。 牙科 3D 打印利用所有类型的 AM 技术,包括数字光处理 (DLP)、选择性激光熔化 (SLM)、立体光刻 (SLA) 和选择性激光烧结 (SLS)。 3D 打印不仅让牙科服务提供者的生活变

属性 SLA DLP 属性 打印分辨率 服务水平协议 25 - 300 微米,无体素像素化 数据处理 25 - 300 微米,具有体素像素化 属性 可以打印更大的部件 服务水平协议 是的 数据处理 没有 属性 材质颜色范围广 服务水平协议 没有 数据处理 没有 属性 最小特征尺寸 服务水平协议 100微米 数据处理 100微米 属性 可以产生非常光滑的有机表面 服务水平协议 是的 数据处理 没有 属性 高速打印 服务水平协议 没有 数据处理 是的 属性 具有各向同性的材料特性 服务水平协议 是的 数据处理 是

PolyJet 和 MultiJet (MJP) 3D 打印都是增材制造方法,通过沉积和固化对紫外 (UV) 光起反应的光聚合物来制造零件。它们既可以用于概念验证和功能原型,也可以制造复杂的零件,其中一些零件经常出现在牙科和医疗领域,特别是用于牙冠和牙套模具等。尽管有这些共同点,但这两种工艺仍存在一些关键差异,使得一种工艺能够使用复合材料进行打印,而另一种工艺更适合中小型生产。请继续阅读以了解是哪一个。 PolyJet 定义以及与 Multijet 的比较 PolyJet 打印最初由 Objet Geometry 于 2000 年开发,后来被 Stratasys 收购,后者现在拥有其商标权

DXF(绘图交换/交换格式)和 STL(立体光刻或标准三角形/镶嵌语言)都是设计和 3D 打印中使用的传统文件格式。 DXF 文件通常表示详细的 2D 和 3D 设计,可以在 CAD 程序之间准确地交换数据,而 STL 文件主要用于 3D 打印,专注于表示零件的外表面(它表现为三角形网格)。将一种转换为另一种实际上是一个非常简单的过程,我们进一步提供了确切的步骤。首先,让我们简要了解一下这些文件的工作原理以及它们今天的用途。 注意: DXF 到 STL 的转换过程适用于包含 3D 信息的 DXF 文件。要从平面绘图或 2D DXF 文件创建 3D STL 模型,您需要在适当的 CAD 软件包

自成立以来,航空航天业一直在努力通过一切必要手段减轻飞机的重量。 3D打印是实现这一目标的一种相对较新的方法。 3D 打印零件几乎总是比传统制造的零件生产得更快、更轻、更便宜。这导致飞机内饰以及飞机的其他各个方面大量采用 3D 打印部件。不仅是飞机,火箭也发现了 3D 打印的用途,SpaceX 和 NASA 都使用 3D 打印火箭发动机和喷嘴。 本文将讨论3D打印航空航天内饰组件、其目的、工作原理、优点、缺点以及3D打印航空航天内饰组件的示例。 3D 打印航空航天内饰部件的目的是什么? 3D 打印在航空航天业得到广泛采用的原因有很多。 3D打印飞机内部部件的目的是减轻重量(从而节省燃料消

让飞机升空绝非易事,在飞行员操纵飞机飞过天空之前,需要所有正确的零件、组件和功能系统就位。建造飞机很复杂,但随着技术的进步,许多流程都得到了简化、自动化和改进,其中一种听起来很有未来感的操作正在减轻工程师和制造商的负担:3D 打印。 增材制造可以通过多种方式让飞机制造领域的未来变得更加光明,但我们在下面的文章中详细介绍了一些最令人印象深刻和最具影响力的方式,并包括 Xometry 可用于为您自己的公司制造航空航天和国防零件的服务和资源。 1。简化部件 飞机零件通常很复杂,涉及多个部件无故障地组合在一起,这可能是一件很难实现的事情。通过 3D 打印,这些部件可以变成一种流线型设计,并通过

数字光处理 3D 打印如何工作? 数字光处理通常通过将构建平台降低到填充有液体光聚合物的透明树脂槽中来进行。然后,高分辨率投影仪将紫外线照射到构建平台上,其形状与零件层的横截面相同。横截面投影是通过称为 DMD 的微型镜子阵列创建的,这些镜子仅将光线引导到需要的地方。阵列的密度决定了打印分辨率。这种类型的 DLP 打印机将物体颠倒过来。 在极少数情况下,部件正面朝上构建,会在构建平台上涂抹一层薄薄的树脂。然后,DMD 可以将光从上方向下引导,形成第一层。 唯一被固化的光聚合物是既被照亮又与固体表面(构建平台或前一层)物理接触的光聚合物。大多数倒置 DLP 打印机在每一层之后都会对储层底
VRML 文件格式(最初为虚拟现实标记语言,后来为虚拟现实建模语言)起源于 1995 年,是一种标准化文件格式。它是为设计和传达 3D 矢量图形而开发的,能够对有关对象的颜色、纹理、透明度和反射率的信息进行编码。 VRML 文件使用扩展名 .wrl,意思是 WORLD,这些文件通常被称为“世界”。 VRML 文件类型一直是标准,直到 2001 年被更强大的 X3D 格式取代(并成为其子集)。 VRML 文件格式仍然广泛使用,并且 X3D 向后兼容,允许继续使用和修改现有的 .wrl 文件。多种 3D 工具与 VRML 格式兼容。 VRML文件可以被大多数软件系统访问,充分利用虚拟环境功能生
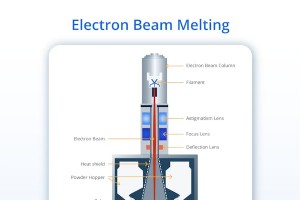
金属 3D 打印改变了复杂金属模具和零件的制造方式。电子束熔化 (EBM) 是 CNC 加工和金属铸造的良好替代方案,因为它能够以 3D 打印的速度打印具有金属耐用性和强度的零件。 EBM 是一种粉末床熔融工艺,类似于 SLM(选择性激光熔化)和 SLS(选择性激光烧结),每层金属粉末薄层都沉积在加热床上,然后熔化或烧结到位。然而,EBM 与这些工艺的不同之处在于,熔化粉末的能源是电子束而不是激光束,并且该过程是在真空而不是大气压下进行的。铬钴合金和钛合金是EBM 3D打印中最常用的两种材料。 电子束熔化的历史可以追溯到 1993 年,当时 Arcam 公司与瑞典哥德堡查尔姆斯理工大学合
STL 是一种 ASCII 格式文件,起源于 3D Systems 开发的 3D 打印机。它被用作将打印要求传达给他们正在开发的机器的一种手段。 STL 文件使用与 OBJ 相同的 3D 对象通信基本方法,但详细程度较低。它不包含颜色或纹理信息,并且文件结构稍微笨重。用于构建 3D 表示的三角形的网格信息包含每个向量的 3 点 (x-y-z) 信息。加上“法线”信息,定义生成的三角形的哪个面朝外。 STL 的非标准二进制格式已经开发出来。这增加了将颜色数据包含到文件中的方法 - 但这些并不常用。 为什么将 OBJ 文件转换为 STL 文件? 仅家用机器和市场上的免费软件切片机领域需要将 OB
3D打印