

什么是铸造、工作流程、优点、缺点、术语和应用?
今天我们就来了解一下什么是铸造它的工作流程、优缺点以及主要的铸造术语。铸造被定义为一种制造过程,在该过程中,将熔融金属纯净到所需形状的模具或型腔中,并使其凝固,从而形成预定的形状。该工艺广泛用于制造其他工艺无法制造的复杂零件。车床床身、铣床床身、内燃机部件等所有主要零件均采用此工艺制造。

什么是投射:
工作流程:
有许多类型转换 其工作方式不同,但所有这些过程都涉及以下步骤。
- 第一种金属在合适的熔炉中熔化。
- 现在熔融金属倒入预定义的空腔中。
- 熔融金属允许以所需的冷却速度凝固。
- 从模具中取出铸件并对其进行清洁,以进行进一步的加工,如机加工、表面精加工抛光等。
优缺点:
优点:
与其他制造工艺相比,铸造具有以下优势。- 它可以经济地创建任何复杂的结构。
- 对象的大小与投射无关。
- 铸件抗压强度高。
- 所有由铸造制成的结构都具有广泛的属性。
- 这样可以创建一个准确的对象。
- 所有材料都可以投射。
- 创建各向同性结构。
- 所有制造工艺中最便宜的。
- 复合组件可以通过强制转换轻松制作。
缺点:
除了这些优点之外,强制转换还有以下缺点。- 它的表面光洁度很差,主要需要表面光洁度操作。
- 铸造缺陷 涉及到这个过程。
- 与锻造相比,它的疲劳强度较低 .
- 量产不经济。
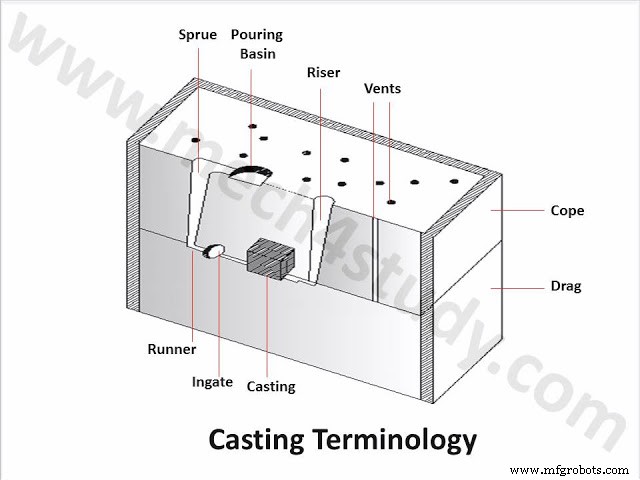
铸造术语:
烧瓶:
砂箱用来装砂模。砂型具有待浇铸物体的所需空腔。将沙子撞击到烧瓶中以形成砂模,将金属倒入其中以获得所需的形状。它被创建成至少两块,可以轻松去除图案。
应对:
型箱的上部称为上盖。
拖动:
型箱的下部称为拖板。
脸颊:
当型箱制成两部分以上时,中间部分称为颊板。这些用于复杂的铸造。
模式:
模式是要创建的对象的副本。它由木材、蜡或其他合适的材料制成。将其放入型砂箱中并在其上夯实沙子,从而在沙子中形成一个物体空腔。
浇盆:
它是模具顶部的漏斗形空腔。金属被倒入浇注盆中,从浇注盆中供应到模具的不同部分。
亚军:
流道是熔融金属的水平通道。它将浇道连接到获取系统。通常它位于模具的下半部分。
竖板:
当熔融金属的浇注停止时,冒口用作熔融金属的储存器。当型腔被熔融金属填充时,停止浇注,使物体凝固。在凝固过程中,会发生体积收缩,从而减小所需的物体尺寸和形状。冒口设置在供应熔融金属的模具中,以消除凝固过程中的体积收缩效应。这些又分为顶部冒口、盲冒口、侧冒口等。
浇道:
它是连接浇注盆和转轮的通道。它控制来自浇注盆的熔融金属的流动。它呈锥形。
Ingate :
它是熔融金属进入实际模腔的入口点。
核心:
型芯用于铸造中空型腔。它也是一种砂结构,放置在要创建空心部分的模具型腔中的正确位置。注入模具型腔的金属不会填充放置型芯的部分,从而形成中空型腔。
Chaplets:
这些是核心的支持组件。这些用于支撑和保持型芯进入模腔。这些可以保护型芯免受铸造中遇到的各种力的影响。
寒意:
冷头通常是放置在型腔中以提高冷却速度的实心金属件。主要用于金属液的定向凝固。它们具有高导热性。
通风口:
这些是在模具中制成的小通道,允许在凝固过程中逸出气体。
制造工艺