工业4.0先进制造技术信息网站!

碱性氧气炉的耐火内衬 碱性氧气炉 (BOF) 中的耐火衬里的目的是在转炉运行期间提供最大的炉子可用性,以满足生产要求并确保尽可能低的特定耐火材料消耗。为实现这一目标,必须 (i) 优化炉衬设计,(ii) 优化炉衬维护实践,以及 (iii) 在转炉运行期间具有良好的技术纪律。典型的耐火炉衬如图1所示的转炉横截面。 图1转炉耐火衬里的典型布置 衬里设计 BOF 耐火衬里的磨损是由于对磨损机制有影响的几种因素的单独作用或综合作用。这些试剂是 (i) 加热持续时间决定了炉渣和金属在转炉中的停留时间,(ii) 由于炉渣的化学性质而引起的腐蚀,(iii) 钢水和炉渣的温度, (iv) 熔体
某钢厂总体布局系统规划 钢铁厂的总体布局设计包括一个机制,该机制涉及对设施空间要求的了解,还涉及它们的适当布置,以便生产周期的连续和稳定运动发生。工厂的总体布局对工厂的生产力、效率有很大的贡献。 设计钢厂的总体布局是一项非常重要的活动,需要高度重视。这是因为一旦钢厂建设结束;工厂总体布局的基本性质在工厂生命周期内不能改变。日后对布局进行任何修改不仅困难重重,而且涉及大量资本支出。此外,钢铁厂的业绩在很大程度上取决于其总体布局。由于通常布局错误除了代价高昂之外是永久性的,因此在工厂工程期间必须花费大量时间和精力来改进工厂的最佳布局。某钢铁厂(伯利恒钢铁厂)的典型总体布局如图1所示。 图
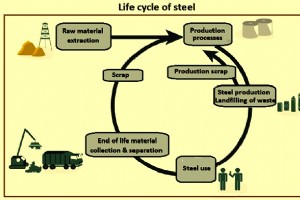
生命周期评估和钢铁可持续性 钢铁工业是仅次于石油和天然气工业的世界第二大工业。钢铁几乎用于建筑和施工、包装、运输行业以及电力和可再生能源领域的各个领域。在当今社会,钢铁的使用随处可见。几乎没有任何材料或产品不存在或没有在其生产中发挥作用。 在过去的三十年里,粗钢产量翻了一番多,2020 年的产量达到 18.64 亿吨,2019 年的产量达到 18.69 亿吨。钢铁仍然是社会发展和进步的支柱和推动者。它让世界变得更美好。未来的智慧城市将建立在钢铁之上。钢铁是一种无限可回收和可重复使用的资产,它的使用有助于减轻地球资源的负担。 高水平的钢铁生产不可避免地使炼钢部门对其环境影响承担更多责任。
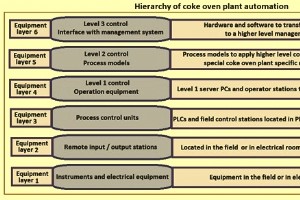
焦炉厂自动化、控制和测量系统 冶金焦用于钢铁工业流程(主要在高炉中),用于将铁矿石还原为铁,并用于铸造厂。超过 90% 的焦炭总产量用于高炉操作。铸造焦包括大部分余额,铸造厂在熔炉中使用铸造焦来熔化金属。与冶金焦相比,铸造焦生产使用不同的炼焦煤混合物,炼焦时间更长,炼焦温度更低。 焦炭在铁水生产过程中占成本的 50%。因此,具有成本效益的高质量焦炭生产对于铁生产的竞争能力至关重要。世界上大部分焦炭是使用副产品焦炉电池生产的,并且大多数焦炉厂都与钢铁生产设施相结合。在当前竞争激烈、煤炭基地波动较大的情况下,降低焦炭生产成本是钢铁行业面临的最重要挑战之一。 焦炉厂 (COP) 生产焦炭的基
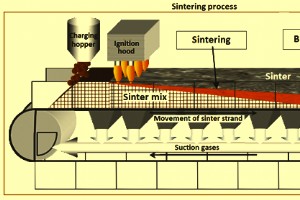
烧结厂自控系统 烧结工艺(图 1)是在烧结机上进行的冶金工艺。这是一个热凝聚过程。烧结过程是一个能量密集型过程,其中必须考虑许多参数。这个过程很复杂,涉及到各种物理和化学现象,例如热、质量和动量传递以及化学反应。这些现象同时发生,大大增加了过程的复杂性。烧结工艺的复杂性导致其控制系统的复杂性。 图1烧结过程 烧结工艺基本上是炼铁过程中的一个预处理工艺步骤,用于将粒度小于 10 毫米的铁矿粉、回矿粉、熔剂和焦粉的混合物进行团聚,从而得到具有筛分尺寸为5毫米至30毫米,能承受高炉内的压力和温度条件。烧结过程中的团聚是通过燃烧实现的。在这个过程中,空气通过烧结混合物床被吸入烧结线。
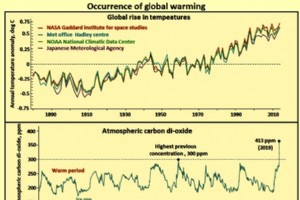
绿色炼钢 自工业革命以来,地球的年平均气温不断上升。这主要是由于化石燃料的燃烧增加了大气中二氧化碳(CO2)的排放。在工业革命之前,大气中 280 ppm (0.028 %) 由 CO2 组成,到 2019 年初,这一数字已增加到 413 ppm (0.0413 %) 左右。图 1 显示了全球年温度和浓度的上升在过去的 80 万年里,地球上的二氧化碳。大气 CO2 数据由美国国家海洋大气管理局 (NOAA) 提供。由于不存在直接测量,因此相关信息是通过欧洲南极冰芯取芯项目(EPICA)从冰芯中获得的。 图1全球变暖的发生 事实上,全球变暖是“好事太多”的结果。如果没有大气层,地球表
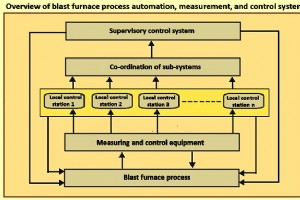
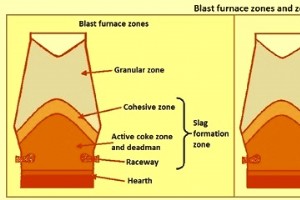
高炉过程自动化、测量和控制系统 现代高炉的高效运行需要高度自动化以及测量系统和监控系统。高炉过程控制系统与高炉优化系统相结合,打造智能化高炉自动化高水平。复杂模型与专家系统之间的最佳交互为工厂操作员提供了全面的帮助,并将人为错误的风险降至最低。 与高炉过程自动化、测量和控制系统相关的问题包括过程控制中的线性和非线性、单变量和多变量系统的经典控制理论问题,以及操作和生产控制问题。为此,将应用复杂的操作系统。这些系统必须在没有操作员的情况下自动启动和停止特殊程序模块(“任务”),以便满足所谓的“实时条件”,计算机必须在明确定义的最长时间(截止日期)内完全做出反应过程中的一个事件。截止日期从几
电弧炉自动化控制与建模 电弧炉(EAF)是废钢/直接还原铁(DRI)炼钢的主要工艺,也是全球钢铁生产中第二重要的炼钢工艺路线。是废铁回收的主要工序。它是由保罗·赫罗特于 1889 年发明的。它最初主要用于生产特殊钢,但在 20 世纪后期确立了自己的主要炼钢工艺之一。 与高炉-碱性氧气炉炼钢路线相比,电弧炉炼钢路线能耗降低61%,碳排放降低77%左右。通过引入技术改进,例如 (i) 增加对氧气、碳和其他化学能源的使用,(ii) 泡沫渣,以及 (iii) 碳单-氧化物。然而,进一步优化的巨大潜力仍然存在。废钢熔化和加热所需的理论能量约为 400 千瓦时/吨,而当前电弧炉的实际平均消耗量约为
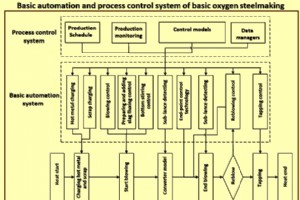
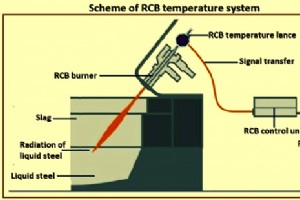
基本氧气炼钢的自动化、控制和建模 在碱性氧气炼钢过程中,碱性氧气炉或转炉通过将高炉制成的铁水的碳含量从大约 4.5% 降低到 0.03% 到 1.0% 来生产钢水。转炉将大量纯氧吹入铁水,并在短时间内将其提炼成钢。目前,基本氧气炼钢工艺采用联合吹炼(顶吹和底吹)。用惰性气体进行底吹。转炉在精炼过程中使用各种材料。除了作为主要原料的铁水和废铁外,氧气基本炼钢过程中使用的其他材料还有用于适当造渣的煅烧石灰、煅烧白云石或煅烧菱镁矿以及过程中使用的不同冷却剂(如矿石、海绵铁等) .转炉运行需要将气体温度设置得较高,产生大量粉尘。 氧气基本炼钢工艺的目的是精炼液态金属(废钢+铁水)并调整钢水的成分
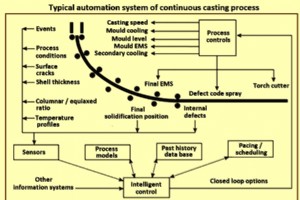
钢连铸的自动化、仪表和建模 钢水连铸工艺是将钢水凝固成半成品钢产品(钢坯、大方坯、梁坯、圆钢或板坯)以供随后在轧机中轧制的工艺。连铸机的基本操作是通过初冷区、喷冷区、矫直机等一组操作,将给定成分的钢水转化成所需形状和尺寸的铸坯。 连铸过程主要包括 (i) 一个位于结晶器上方的中间包,它接收来自钢包的钢水并以规定的速率将其送入结晶器,(ii) 一个由水冷组成的主冷却区钢水从中间包送入铜模具,以产生足够坚固的凝固钢外壳,以在钢坯进入二级冷却区时保持钢坯的形状,(iii) 二级冷却区与定位的安全壳部分相关联在模具下方,钢绞线(仍然主要是液体)通过模具并被喷洒水或水和空气的混合物(气雾)以进一步
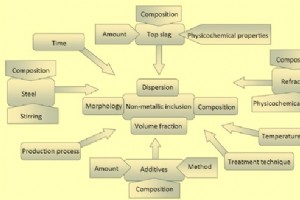
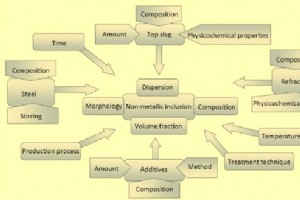
夹杂物、夹杂物工程和清洁钢 夹杂物是钢在生产和加工过程中形成的非金属化合物和沉淀物,因此是炼钢的副产品,由不同的化学成分和工艺产生。夹杂物的大小和组成可能有很大差异,从而产生相应的广泛影响,并要求使用复杂的分析设备进行表征。 夹杂物由嵌入钢金属基体中的玻璃陶瓷相构成。夹杂物控制是促进钢中夹杂物的去除,减少它们对钢质量和加工的有害影响。这是炼钢实践的一个重要方面。然而,某些夹杂物类型的存在也会在钢中产生有益的影响。 夹杂物的来源、去除和机械后果取决于它们的类型和工程。夹杂物的化学成分及其体积分数由生产过程中涉及的不同步骤的管理决定,例如熔化、精炼和铸造操作。因此,夹杂物的数量取决于所应用
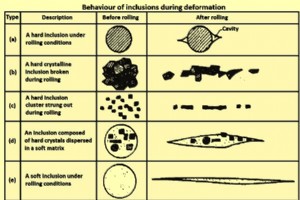
钢铁和二次炼钢中的夹杂物 非金属夹杂物(以下简称“夹杂物”)是由至少一种非金属成分(如硫或氧)组成的化合物。在钢中,夹杂物是一种不需要但主要是不可避免的相,它是由原料或炼钢过程中引入的钢液中的氧化剂含量引起的。在几乎所有涉及液态钢的处理实践中,夹杂物根据其有利的热力学条件形成各种类型。 夹杂物的有害影响很大程度上取决于它们的化学成分、体积分数、分散度和形态。通常,大且不易破碎的高熔点夹杂物是最不需要的夹杂物。然而,与这些夹杂物相比,更优选小而易碎的夹杂物或具有较低熔点的夹杂物。这些偏好的原因是具有较低熔点或易碎的夹杂物很可能在随后的热或冷成形过程(成形过程的影响和压缩比)或热处理中变形、
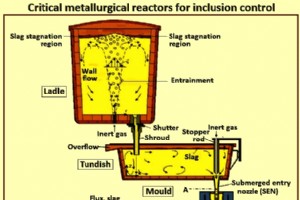
连铸钢中的夹杂物及其检测 钢的连铸具有节能、高产、操作灵活、铸件质量具有竞争力等先天优势,是世界范围内钢铁生产的重要工艺。随着连铸成为钢铁生产的主要路线,人们越来越重视通过连铸技术提高钢铁生产的质量和降低成本方面。当今最严格的质量要求之一是钢材的清洁度。钢的高清洁度要求在连铸过程中严格控制非金属夹杂物或简单的夹杂物。残留在最终产品中的夹杂物会损害钢材性能并降低其质量。 连铸结晶器中的夹杂物很难去除,因为钢水变成固态,夹杂物浮出的机会较少。钢产品中夹杂物的去除和夹杂物的最终分布高度依赖于夹杂物的性质、夹杂物在钢液中的迁移以及夹杂物与凝固壳的相互作用。因此,了解夹杂物的截留情况及其在最终产品
夹杂物对钢性能的影响 钢是一种用途广泛的多功能材料。由于它的几个优点,例如高强度重量比、耐用性、多功能性、可回收性,以及最重要的是与其他工程材料相比,它的经济可行性,它在多种应用中都引起了人们的兴趣。除了常见用途外,它还是许多关键应用中使用的工业部件的首选材料。这些关键应用对钢材性能提出了非常严格的要求。这些要求在其特定需求方面有所不同,从重量轻、高强度、高韧性、承受高压的能力、承受零以下温度的能力、出色的可焊性、良好的耐腐蚀性,以及更常见的是这些的组合属性是必需的。 钢的多功能性允许工程师通过改变化学和/或微观结构来调整性能。尽管在这两个变量方面已经取得了一些进展,但决定钢材使用性能的
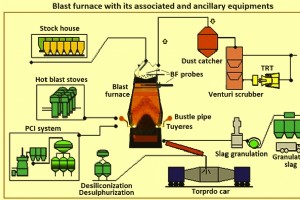
高炉及相关辅助设备设计的重要方面 高炉 (BF) 本身及其相关和辅助设备的设计(图 1)紧邻高炉的上游和下游,对于高炉的有效运行非常重要。除了熔炉本身,直接相关的设备包括 (i) 库房、(ii) 装料设备、(iii) 炉顶、(iv) 冷却系统和 (v) 铸造车间区域设备。 图 1 高炉及其相关和辅助设备 BF 炼铁由一个系统组成,该系统由多个协调运行的组件组成。这些组件的正确应用和操作对于支持炼铁过程是必要的。特定组件的选择取决于现有条件、物理限制、生产要求、成本、进度、可靠性和可维护性等因素。组件的相互依赖性对于系统的成功运行与它们各自的能力同样重要。每个区域或组件都有主要要求和
高炉渣及其在高炉运行中的作用 高炉 (BF) 炉渣在实现高炉平稳运行方面的重要性,正如古语所说的“如果你照顾好炉渣,炉子就会照顾其余的人”。已经对 BF 炉渣进行了大量工作,研究了炉渣的性质、形成机制以及对炉子操作的影响。优质的炉渣是高炉生产优质铁水的必要条件。 高炉渣实践需要满足高炉高效运行的一定要求。这些要求包括 (i) 吸收炉料中所有未还原的非挥发性成分并将其从高炉中除去,(ii) 为低粘度液体,(iii) 能够吸收硫主要包含在燃料中, (iv) 为了提高铁水的产量,氧化铁的含量应尽可能少, (v) 在不影响脱硫的情况下,其体积应尽可能低, ( vi) 为确保料柱具有更好的渗透性,

精益制造已成为美国和国外无数制造公司实施的常用方法。它指的是使用一种制造系统,可以最大限度地减少浪费并最大限度地提高效率。精益制造的概念最初是由汽车制造商丰田作为其丰田生产系统 (TPS) 的一部分提出的。然而,从那时起,它被无数其他制造公司采用。那么,精益制造有哪些好处呢? 减少浪费 采用精益制造的最常见原因之一是减少浪费。所有制造公司都会产生一些废物——这没关系。从剩余的废钢到各种紧固件、包装材料等等,废物通常是制造业产品的副产品。然而,使用精益制造,制造公司可以减少他们产生的废物量,从而促进更清洁的环境。 简化流程 精益制造还提供了简化的流程。精益制造的基本目标是创建一个能够产生高水

铆钉是一种用于永久组装产品或工件的紧固件。它们采用螺栓式设计,带有比轴更宽的头部。当铆钉被打入产品或工件时,它的轴(也称为尾部)会膨胀到其原始尺寸的一倍半,从而将其固定到位。但制造业使用的铆钉有几种类型,其中一些包括以下。 #1) 实心铆钉 也称为圆形铆钉,实心铆钉已经存在了数千年,其中一些最早的例子可以追溯到青铜时代。它们采用由轴和头部组成的传统设计。为了安装实心铆钉,制造商也使用压接,使轴在被驱动到产品或工件后变形和膨胀。 #2) 结构钢铆钉 结构钢铆钉的设计与实心铆钉相似,但它们专为高应力商业建筑应用而设计。它们由钢制成,用于建造桥梁、高层建筑、仓库等。结构钢铆钉通常在安装前在炉中加
在购买工件夹持解决方案时,您可能会遇到夹具脚按钮。它们通常用作制造业中的工件夹持解决方案。 夹具脚按钮概述 夹具脚扣也称为夹具休息按钮,是专为夹具设计的工件夹持解决方案。它们提供平坦稳定的表面来支撑夹具或固定装置。 当然,夹具本身就是工件夹持解决方案。它们旨在在相应工具执行特定任务(例如钻入工件)时将工具固定到位。夹具通常与夹具一起使用。夹具是固定和支撑工件的装置。无论您使用夹具、固定装置还是同时使用这两种设备,您都可能需要投资夹具脚。治具脚可以支撑治具和夹具,使工件更容易操作。 夹具脚按钮的工作原理 夹具脚按钮是夹具和固定装置的支撑。它们本质上是可以放置在夹具或固定装置下方的垫子。您

这台机器是斯科普里机械工程学院的一个学生项目,由 5 名学生组成。这是一台分拣两种类型板材的机器。其中一个盘子有孔,另一个没有。我们的任务是开发一种可以自动分拣这些盘子的机器。我们出了这个方案,居然在其他25台机器中拿下了第一名。 工作原理 这就是自动分拣机的工作原理: 手动将印版送入机器。 滚筒将印版对齐,以一张一张落入印版库。 当盘子到达分拣机底部时,它会触发一个微动开关。 当开关打开时,LED 会亮起。 如果板上有孔,则光电管会接收到更多的光,并且电机会旋转到一侧。 如果板上没有孔,则光电管接收的光会减少,电机会旋转到另一侧。 电路原理图 该机器使用
制造工艺


![[IoT] Telegram Bot with Arduino MKR WiFi 1010](https://www.mfgrobots.com/article/uploadfiles/202112/2021122812050116_S.png)