
工业4.0先进制造技术信息网站!
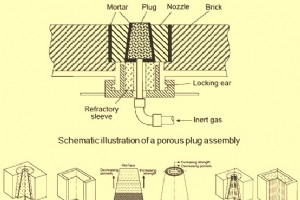
钢的氩气冲洗 气体冲洗工艺是通过向钢浴中注入惰性气体对浇包中的钢水进行冲洗的方法。氩气 (Ar) 气体优选用于冲洗,因为它不仅在性质上是惰性的,而且它在钢中的溶解度也非常低。冲洗是由于气体受热膨胀和气体上升时压力下降的结果。 钢水的Ar漂洗是为了获得均匀的温度、成分和促进渣金属精炼反应。钢水漂洗是一种很好的浮选分离非金属夹杂物的工艺。 由于出钢时在钢包中添加了铁合金和增碳剂,出钢后的钢水在钢包中分层。通过在 Ar 冲洗站中吹扫 Ar 气体来搅拌这种分层钢。通过液态钢熔池吹扫氩气有助于产生足够的熔池湍流以实现快速热均质化。与 Ar 一起搅拌还可以提高化学添加物的混合速度。氩气冲洗
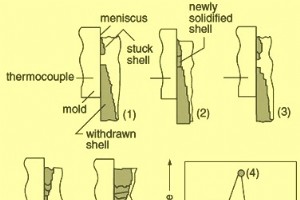
钢水连铸时的漏孔 在钢水连铸 (CC) 过程中可能发生的最严重的灾难性工艺故障之一是钢水爆裂。当凝固的钢绞线钢壳在模具下方破裂或撕裂时,就会发生破裂。钢绞线的实心外壳破裂,导致其中的静止钢液溢出,损坏CC机设备的原因有多种。 漏钢是与连铸过程相关的最有害的事件。这起事件不仅代价高昂,而且对CC机器的操作人员来说也是一个严重的安全隐患。断线会导致钢绞线关闭并导致生产时间的损失以及产量的显着下降。因此,每次突破都会造成重大的直接经济损失。对于 CC 机器钢绞线的修复,通常需要延长周转时间,包括从钢绞线设备中清除溢出的钢材和/或更换设备的损坏部分。 可以通过降低铸造速度来避免爆裂,从
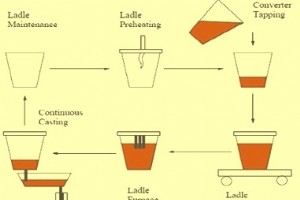
钢包及其耐火内衬 钢厂需要钢水包 (STL) 来容纳钢水并将其从炼钢炉输送到铸造设施。如今,STL 的使用方式比钢水包要复杂得多。旧的炼钢车间只是使用钢包将钢水从炼钢炉运送到钢锭模具。 STL 中执行的其他功能包括温度控制、脱氧、增碳剂和铁合金的添加以及夹杂物浮选。近来,对各种规格严格的钢种的需求大幅增加。这些钢是使用二次精炼工艺生产的。 STL 的内衬必须能够承受与二次精炼过程相关的日益严苛的使用条件。这些苛刻的条件是更长的保持时间、更高的液体温度和电弧/化学加热。惰性气体冲洗和钢液脱气、合金化和使用合成熔渣也会加速衬里的磨损。由于这些活动,对STL耐火材料质量的要求大大提高。 在当今
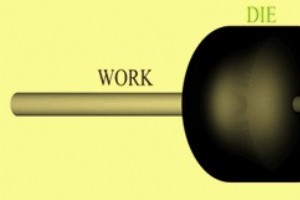
棒、棒和线图 拉深是一种金属加工工艺,通过减小其横截面来形成钢工件。这是通过迫使工件通过横截面积小于工件的模具来实现的。在拉制过程中,工件通过施加在模具出口端的拉力拉过模具。钢制工件拉制时,在室温下拉制。那时,它正在冷加工或冷锻。由于拉拔过程中的冷加工,钢材的几何和机械特性发生了变化,横向尺寸减小(例如直径),长度增加而体积没有变化(无废料加工)。由于拉丝模具中的塑性变形,钢材也得到了强化,这意味着强度性能的提高和塑性性能的降低。拉拔变形受多种因素影响,其中化学成分、材料强度、温度、接近角、润滑、拉拔速度、摩擦系数、模具寿命和磨损以及面积减少最为显着。 拉丝主要与棒材拉丝相同
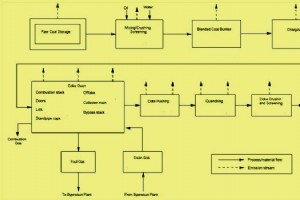
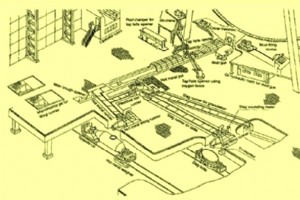
副产品焦炉电池中的焦炭制造 焦炭在铁水生产过程中占成本的 50%。因此,高品质焦炭的成本效益生产对于铁生产的竞争力至关重要。 冶金焦用于钢铁工业过程(主要在高炉中),以将铁矿石还原成铁。超过 90% 的焦炭总产量用于高炉操作。铸造焦占大部分余额,铸造厂在熔炉中用于熔化金属和制备模具。与冶金焦相比,铸造焦生产使用不同的炼焦煤混合物,炼焦时间更长,炼焦温度更低。 世界上大多数焦炭是使用副产品焦炉电池生产的,并且大多数焦炭厂都与钢铁生产设施相结合。 通过在没有空气的情况下加热煤来制造焦炭,其起源于工业革命的开始,当时亚伯拉罕·达比 (Abraham Darby) 于 1709 年在
高炉铸造车间及其操作 高炉 (BF) 铸造车间是从高炉中取出铁水和液态炉渣并倒入钢包(鱼雷车或敞口钢包)或引出凝固(生猪铸造和炉渣造粒)或处理(铸造厂脱硫)。 良好的无故障铸造车间操作是高生产率高炉低成本操作的重要要求。铸造厂的功能设计、操作实践、耐火材料技术、自动化和环境要求是需要研究的重要问题,以满足铸造厂对更高可靠性和产量的要求。在任何高炉中,铸造车间都是整个高炉作业中劳动强度最高的区域。其设计必须与预期的铁水生产、炉膛容积和出钢实践充分结合,同时最大限度地减少劳动力、维护、材料的使用并改善工作环境。主要目标是以熔炼速度、有效炉缸容积和将炉缸保持在“干燥”状态的愿望决定

铁矿石球团在高炉炉料中的使用 造粒是一个过程,包括将尺寸小于 200 目的铁矿石细粒与膨润土等添加剂混合,然后通过造粒机将它们成型为直径 8-20 毫米的椭圆形/球形块,然后通过烧制使球硬化用燃料。这是将铁矿石粉转化为“尺寸均匀的铁矿石球团”的过程,可以直接装入高炉。图1为铁矿石球团。 图 1 铁矿石球团 有几种可用的铁矿石球团工艺/技术。但目前较为流行的工艺有直行炉排(STG)工艺和炉排窑(GK)工艺。 铁矿石球团的物理性质如下。 • 尺寸 – 8-20 毫米 • pH 值(40 克/升,20 摄氏度;水中浆液)– 5.0 – 8.0 •
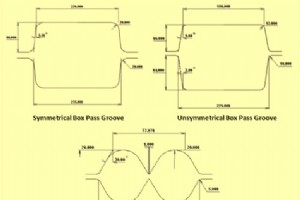
Roll Pass 设计 长材通常分多次轧制,其数量取决于初始输入钢材(方坯或圆坯或大方坯)与成品最终横截面的比例。每道次横截面积都减小,被轧钢材的形状和尺寸逐渐接近所需的轮廓。 轧制是在带槽的轧辊之间进行的。协作辊中两个相对的凹槽形成一个道次,这与道次后预期的工件横截面形状相对应。每次通过后,横截面减小,其形状变得更接近最终产品的形状。后续道次形状的开发及其在轧辊上的适当位置称为轧辊道次设计。 轧辊道次设计是长材轧制过程的重要组成部分,因为长材在长材轧机的成型辊之间轧制。轧辊道次设计通常是指在轧辊体上切出凹槽,使待轧钢依次通过这些凹槽,以获得所需的轮廓和尺寸。 轧辊道次
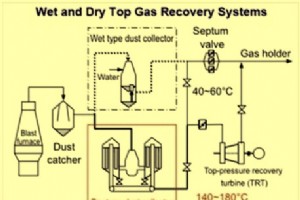
高炉煤气顶压回收汽轮机 钢铁厂的现代高炉在高炉顶煤气压力下运行。离开 BF 顶部的高炉 (BF) 气体仍保持约 1.6 kg/sq cm (g) 至 3 kg/sq cm (g) 的压力,温度约为 200 摄氏度。从高炉顶部出来的气体经过净化以去除灰尘,净化后的气体在钢铁厂用作燃料,用于在相对较低的压力下进行加热。在此过程中,大量的压力能通过阀门损失。 BF 气体顶压回收涡轮机 (TRT) 是一种利用 BF 气体热能和压力能驱动涡轮机的机构。涡轮机产生的功被转移到发电机并转化为电能。 TRT 通过利用所有气体的已知特性来发电,即气体体积随压力降低而膨胀。该系统由除尘设备、燃气轮机和发电机组
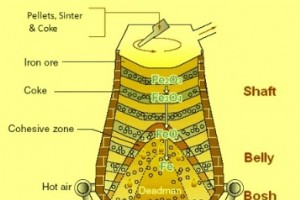
影响高炉炼焦率的因素 BF 是一种逆流反应器,其中还原性气体通过 BF 焦炭的碳与通过炉子下部的风口注入的热风中的氧气气化而产生。还原气体向上流动,还原炉顶装入的含铁炉料。 焦比是高炉焦消耗量的参数,单位为每生产一吨铁水所消耗的高炉焦千克数。 高炉(BF)焦炭是高炉炼铁的关键材料,作为主要能源(燃料)、还原剂、增碳剂和渗透性结构支撑。没有其他令人满意的材料可以完全或部分替代高炉焦作为高炉炉料的渗透性支撑。 就其对高炉运行和铁水质量的影响而言,高炉焦是送入高炉的最重要的原料。高品质 BF 焦能够支持高炉炉料平稳下降,同时尽可能减少降解,同时提供最低量的杂质、最高的热能、最高的金
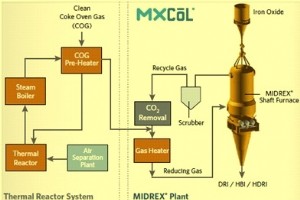
以焦炉气为还原剂生产直接还原铁 直接还原铁(DRI)在技术上被定义为在没有熔化的情况下被还原成金属的铁矿石。 DRI 生产过程是直接从固体铁矿石中获得固体金属铁而不使矿石或金属熔融的过程。主要的直接还原铁生产工艺要么以天然气为基础,要么以煤为基础。 DRI 工艺中的进料要么是尺寸为 10 至 30 毫米的铁矿石,要么是在铁矿石颗粒厂生产的铁矿石颗粒。 在基于气体的工厂中,发生还原反应的反应器是竖炉。竖炉以逆流原理工作,其中含铁原料在重力作用下在炉内向下移动,并被向上流动的还原气体还原。在基于气体的过程中使用气体燃料。这些燃料应该能够重整或裂解以产生 H2(氢气)和 CO(一氧
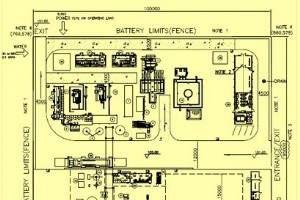
钢厂的设计和建造阶段 钢铁厂是一个资金密集型项目,建设和调试需要很长时间。进一步的钢厂将在投产后运行很多年,在此期间钢厂必须应对运行环境的变化。因此,在工厂调试前的不同阶段,做出正确的决策至关重要。在实施阶段的任何错误决定都会给操作人员带来很多问题,他们必须在工厂的整个生命周期中忍受这些问题。此处描述了钢铁厂设计的各个阶段以及这些阶段所需的决策。 产品组合的选择 成立钢铁厂以生产客户所需的若干初级钢铁产品。在钢铁初级产品的生产过程中,还会产生一些次要产品和副产品,这些产品将被出售。产品组合的选择是一个非常重要的决策过程,因为工厂中的技术和生产工艺选择取决于产品组合。选择产品
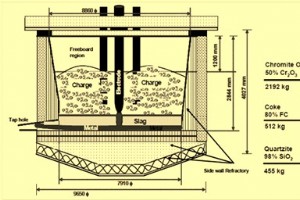
埋弧炉 电能的工业利用始于 Werner von Siemens 开发的发电机。电弧炉多年来一直用于废铁熔化(开放式电弧炉)和还原过程(埋弧炉)。在矿热炉 (SAF) 的情况下,矿石和还原剂从顶部连续送入炉内,使电极埋在混合物中,电弧被埋没。该炉因电弧被埋没而被命名为埋弧炉。最常见的物理布置包括一个圆形浴槽,其中三个垂直电极排列成三角形。也使用了带有圆形或矩形槽的六个电极炉,但它们不太常见。 矿热炉已在铁合金、化工、铅、锌、铜、耐火材料、氧化钛、回收、磷等20多个不同的主要工业领域得到应用。铬的生产和物料平衡见图1 图1典型的铬铁生产矿热炉示意图及物料平衡。 历史
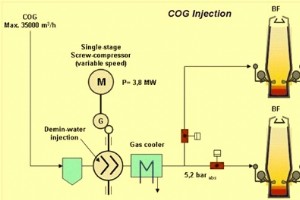
高炉中的焦炉煤气喷射 钢铁行业是能源的主要消耗者之一,因此导致二氧化碳 (CO2) 的高排放。尽管大多数钢铁厂的特定 CO2 排放量显着下降,但由于钢铁产量的不断增加,全球 CO2 排放总量不断增加,2013 年已达到 16.06 亿吨的水平。面临日益增长的减少能源消耗和气体排放的需求,尤其是炼铁过程。由于高能量和所涉及的成本,副产品气体的有效利用对于钢厂运营的盈利能力至关重要。现代高炉注入焦炉煤气(COG)是钢铁工业实现低碳炼铁、节能减排的有效措施之一。 焦炭是炼铁过程中必不可少的原料,是通过在焦炉中加热煤而生产的。为了制造焦炭,煤在没有氧气的情况下被加热以驱除其中的挥发性物质。对
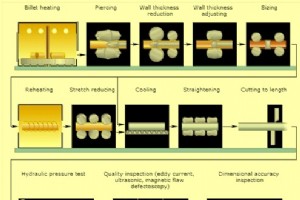
无缝管生产 管道要么是无缝的,要么是焊接的。无缝管的制造工艺是在 19 世纪末发展起来的。尽管有许多早期的测试、试验和技术,但曼内斯曼兄弟在 1880 年代末发明的交叉轧辊穿孔工艺被广泛认为标志着无缝管工业规模生产的开始。在交叉轧辊穿孔工艺中,轧辊轴平行于坯料轴布置,但与坯料平面成一定角度。由于轧辊以相同的方向旋转,这种布置为原料通过轧辊间隙产生了一条螺旋通道。此外,出口速度比轧辊的圆周速度慢约 10 次方。 通过引入布置在辊缝中的穿孔芯轴,在交叉辊的作用下,实心圆形材料在轧制热量下被穿孔形成空心壳。然而,仅通过横向穿孔工艺还不能生产出可用长度的正常壁厚的管道。只有在开发和引入第
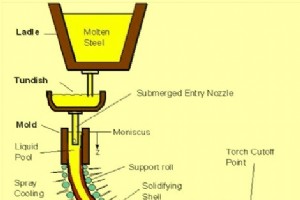
连铸工艺中的二次冷却技术 从超低碳 (ULC) 和低碳等级到高碳等级的各种钢种和不同等级的特殊钢都需要在连铸机 (CCM) 中铸造。这些等级的铸造将在最大化 CCM 输出的同时实现。优质铸钢产品的一致生产需要提高 CCM 的操作和维护灵活性,以维持最佳铸造参数。 CCM 的每个元件和控制系统都需要这种灵活性。 当铸坯以连铸速度连续拉出时,钢在模具下方通过具有一系列喷水的不同冷却区域继续凝固。二次冷却系统由这些不同的区域组成,每个区域负责在凝固铸坯通过 CCM 时对凝固铸坯进行一段受控冷却。喷射的介质要么是水,要么是空气和水的混合物(喷雾冷却)。喷雾冷却具有以下优点。 均匀冷却
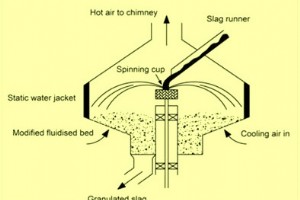
高炉渣干法造粒用于能量回收 在高炉 (BF) 中生产 1 吨铁水时,会产生大约 300 公斤液态炉渣作为副产品。这种炉渣的温度约为 1500 摄氏度,每吨的显热约为 400 M 卡。高炉渣中富含CaO、SiO2、Al2O3和MgO,与硅酸盐水泥的成分相似。 当高温液态高炉渣冷却得足够快时,渣中含有大量具有高胶结活性的玻璃相,因此它可以用作更高价值的产品,特别是用于替代波特兰水泥。这也是减少二氧化碳排放的好方法,因为水泥制造也会产生大量的二氧化碳。 为了在高炉渣中获得玻璃相,对液态高炉渣进行水粒化处理。今天,在封闭的水渣造粒厂中快速冷却液态渣是最先进的工艺。液态高炉渣在水中的
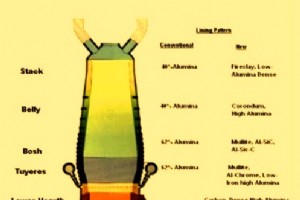
高炉耐火内衬 现代高炉 (BF) 采用耐火材料衬里,以保护炉壳免受炉内高温和研磨材料的影响。耐火衬里被冷却以进一步增强防止可能破坏耐火衬里的多余热量的散发。 BF 拥有一个复杂的耐火材料系统,可提供长而安全的使用寿命,这对于高炉的可用性和允许几乎连续的高炉操作和铸造是必不可少的。 高炉内的条件因地区而异,耐火材料受到各种磨损机制的影响。详细信息见表 1。高炉不同区域的应用条件由于其几何形状的本质以及发生在不同阶段的火法冶金过程而不同。高炉不同区域的物理和化学磨损机理多种多样,性质复杂。例如,机械磨损或磨损主要发生在烟囱上部区域,并且是由装料的下沉和含尘气体引起的。高热负荷是下部烟
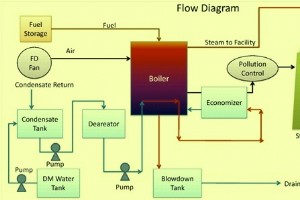
蒸汽锅炉基础知识 蒸汽锅炉是一个封闭的容器,在受控条件下将水加热以将其转化为蒸汽。锅炉基本上是一个热交换器,将热量传递给水。它有时也被称为蒸汽发生器。用于加热水的热能由燃料(气体、液体或固体)或来自各种工业过程的废能提供。有时太阳能也用于产生蒸汽。锅炉产生的蒸汽可以是低压、中压或高压。在工业环境中,产生的蒸汽用作各种工业过程中的工艺蒸汽或用于驱动涡轮机以产生电力。每个锅炉的设计都旨在将尽可能多的热能传递给锅炉中的水。热能通过传导、对流和辐射传递。每种的相对百分比取决于锅炉的类型、设计的传热表面和为燃烧提供动力的燃料。 锅炉主要有两种。它们是火管锅炉和水管锅炉。 火管锅炉由许多管
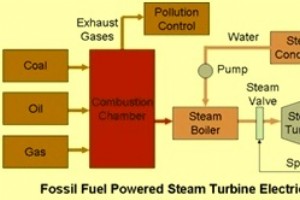
汽轮机和发电 汽轮机是一种将加压蒸汽的热能转化为有用的机械功的机械装置。它是发电厂的心脏。它具有更高的热力学效率和更低的功率重量比。由于在蒸汽膨胀过程中使用了多个阶段,因此它获得了大部分热力学效率,从而更接近理想的可逆过程。蒸汽轮机是用于驱动发电机的最通用和最古老的原动机技术之一。使用蒸汽轮机发电已经使用了 100 多年。涡轮发电机是直接连接到发电机以产生电力的涡轮机的组合。大部分电力由大型蒸汽发电机提供。 蒸汽轮机是发电厂中使用的超大功率配置的理想选择,因为它们具有更高的效率和更低的成本。在发电厂中,蒸汽轮机连接到发电机以产生电力。涡轮机通过为发电机提供旋转运动作为系统的机械侧
制造工艺





