
工业4.0先进制造技术信息网站!

几千年来,金属工人一直在使用锻造锻造。铁匠使用锻造来加热和塑造金属。数千年来,熔炉在设计和用途上一直保持相似,而我们所知道的现代熔炉的工作原理与其前身基本相同。在这里,我们将解释每种锻造的工作原理,如何构建您的锻造锻造,以及您在家中开始锻造所需的确切内容。 什么是锻造厂? 锻造炉是铁匠用来加热金属并将其塑造成物体、工具等的一种炉膛。它通常是一个由热源和氧气输入组成的盆,可将金属加热到易于加工和成型的温度。 锻造是如何运作的? 传统的锻造锻造使用火、燃料和流动空气的组合。在熔炉运行时,铁匠会点燃炉膛内的固体燃料。流动的空气源将额外的氧气引入火中。传统上,这将使用大波纹管来完成。现代锻造利用
本指南涵盖了用于锻造钢材的基本技能和基本锻造技术。在开始之前,请先了解这 16 种基本的锻造技术,这些技术用于锻造从初学者到高级的铁匠铺项目。 5种锻造技术 以下锻造技术对于任何铁匠铺都是必不可少的。根据项目的不同,您可能会在每个锻造环节中使用这些基本的锻造技术。 弯曲 要使金属弯曲或弯曲,请将其加热并将其放在铁砧角上,然后用锤子敲击以形成所需的曲线。您可以在弯曲之前在锻造中策略性地加热金属部分,而不是加热整个零件。您还可以通过重新加热金属并反转您的步骤来使金属弯曲。 打孔 冲压使用冲压工具在热金属上打孔。首先加热金属,确定要打孔的位置,然后在预定位置轻轻敲击打孔工具,直到感觉到铁砧的阻
什么是动力锤? 动力锤是机械驱动的锻造工具,它使用电力或蒸汽来提升锤子并进行打击。自 1880 年代后期以来,金属工人一直在使用电动锤。这些工具基本上与手动锤具有相同的用途,但它们更高效、更准确。 它们是令人难以置信的强大和有效的工具,可以帮助铁匠更快地完成更高级的铁匠项目。电锤在刀匠的锻造焊接过程中特别有效,可以制造刀具、刀片等。它们也常用于锻造引人注目的钢制工具和闭合铆钉。 动力锤的工作原理 简单地说,锤子在锻造过程中对物体施加力。因此,打击比使用手动锤子甚至液压机要强得多。每个动力锤都由框架、砧座和往复式锤头组成。要操作动力锤,您将要锻造的物体放在铁砧上,然后激活动力锤头进行打击。

冲天炉是一种用于熔化铸铁、耐镍铁和一些青铜的熔化设备,用于铸造厂。冲天炉可以制成任何尺寸,冲天炉的尺寸以 1.5 到 13 英尺的直径测量。冲天炉的形状是圆柱形的,设备垂直布置,装有门,门向下摆动,向外落下。 顶部是敞开的或装有盖子以防止气体或雨水进入。冲天炉可以配备一个盖子来控制气体的排放并将气体拉入设备中以冷却气体并去除所有颗粒物。 冲天炉外壳由钢制成,并有耐火砖和塑料耐火修补材料衬里。粘土和沙子混合物用作底线,衬里是临时的。煤可以与粘土衬里混合,因此当它加热时,煤会分解并且粘合剂变得易碎。这使得打开两个孔变得容易。冲天炉衬里的底部被压在底门上。冷却夹套还配备了一些冲天炉,以保持侧
注射成型是一种重要的工业方法。它与压铸有点相似,但所使用的原材料不同。在压铸中,我们使用需要极高温度才能熔化的金属,但注射成型主要在玻璃、弹性体和最常见的热塑性和热固性聚合物上进行,但该技术广泛用于制造热塑性材料。此过程是通过加热原材料并在特定温度下施加压力将其注入模具型腔来完成的它们的化学成分没有任何变化。 注塑成型: 注塑机主要部件: 注塑机的主要部件是料斗、料筒、注射柱塞/旋转螺杆式柱塞、加热装置(加热器)、活动模板、顶出器和模腔内的模具. 一般注塑机是水平工作的。注塑机由一个料筒(圆柱管)组成。料斗位于料筒的一端。液压柱塞或旋转螺杆运行用于提供力的电动机位于机筒内部。

车床是机械加工过程中使用的一种重要且广泛使用的机床。有时它被称为所有其他机床的母亲。车床的主要功能是去除多余的材料。工件并给出所需的尺寸和尺寸。车床使工件绕轴旋转。工件插入车床的爪夹头之间,然后通过单点切削刀具完成车削操作。多余的材料由单刀去除切屑形式的点切削刀具。工件固定在钳口中并绕其轴线旋转。根据要求向切削刀具提供进给。由电动机或发动机以特定转速为工件提供旋转。通过使用车床可进行钻孔、车削、铰孔、镗孔、锥度车削、滚花、螺纹切削和磨削等各种操作。 这些天我们根据我们的要求使用不同类型的车床。车床有不同的类型和尺寸;车床的尺寸可以很小,用于小型操作,也可以很大,用于车削大直径轴。我们使用的所有
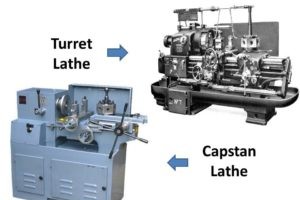
绞盘和转塔车床是半自动车床。半自动意味着加工是自动完成的,但其他一些功能,如更换工作/工件和设置工具是手动完成的。这些是引擎的修改版本车床。这是制造业技术进步的一个例子。转塔/绞盘车床的结构类似于发动机车床,但不同之处在于它们有一个轴向可移动的可转位转塔,具有六角形的形状,以代替安装多个工具的尾座. 这些工具能够执行多种任务,例如车削、镗孔、螺纹切削、钻孔和端面。通过使用这些工具,我们可以轻松地在单个工件上执行不同类型的操作,而无需更换工具和工件。所有这些工具都是安装在六角转塔上,每次操作后转塔旋转。转塔车床用于批量生产,这种车床的优点是操作人员不太熟练或者可以在所有设置正确完成后对其执行工作
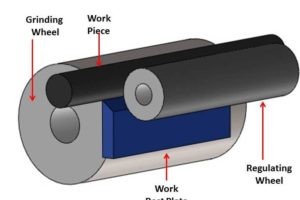
我们都知道磨削,也一定见过需要高光洁度表面的地方。磨削是一种通过磨料来完成的加工过程。如果说无心磨削的话顾名思义,这种磨削是没有任何固定中心的,即无心磨削没有任何夹具将工件定位和固定在固定位置。它也是一种加工工艺,用于为工件提供光滑的表面。 无心磨削: 在中心,少磨工件没有固定中心或任何类型的卡盘。工件在两个滚子之间旋转,两个轮子同向旋转不同一个轮子叫砂轮,一个轮子叫调速轮,工件不带任何运动附件,由调速轮给工件提供运动,工件的磨削是在两个旋转之间进行的。调整轮是橡胶粘合的,对工件施加侧向压力以避免休眠。砂轮和调整轮之间的相对速度负责通过剪切作用去除材料。砂轮绕固定轴旋转,与工件相比具有更

今天我们将讨论磨床的主要类型。磨削是另一种用于精加工目的的加工过程。该过程用作二次加工过程,因为它总是完成在车床,铣床等其他机床上进行一次初级加工后。我们在上一篇文章中讨论了磨削工艺。如果您还没有阅读那篇文章,请先阅读。 磨削是一个简单的过程,通过研磨材料的摩擦作用从工件上去除很小尺寸的切屑。但根据工作环境的不同条件,不同类型的磨削使用机器。 磨床种类: 常规磨床主要分为以下四类: 平面磨床 外圆磨床 内圆磨床 特殊类型的磨床 1.平面磨床: 顾名思义,平面磨床用于加工外表面,主要是平面和水平表面,但使用成型砂轮,这种磨床也能够加工反面。表面磨床根据主轴和工作台的位置进一步分类如下:
材料只不过是用来创造某种事物的物质。工程材料是用于工程应用的材料。根据应用选择材料的机械、物理、化学和制造特性。 材料的机械性能是强度(压缩或拉伸)、韧性、刚度、弹性、塑性、延展性、脆性和硬度。材料的物理特性是密度、导电性(热或电)、声学(声音传输或吸收)、光学、可燃性。材料的化学性质是成分(氧化物或化合物)、酸碱度、风化腐蚀。 材料的制造性能是可铸性、可加工性等级、加工速度和进给量以及用于尺寸的目的形状和尺寸。 为所需的功能应用选择材料基于以下一些因素: 工件或组件将承受的应力。 耐腐蚀。 耐温性、耐磨性和抗撕裂性。 灵活性和刚性。 制造过程的简便性。 产品开发的成本效益。 材

在金属加工过程中,需要几个组件,例如机床、原材料和适当的切削工具。对于正确的切削操作,切削液起着重要的作用。切削液是一种具有润滑特性的冷却剂,几乎用于所有金属加工过程中的不同加工操作,例如车削、钻孔和铣削。当以低切削速度进行加工时,切削液需要用于润滑目的,而当以高切削速度进行加工时,切削液用作冷却剂。在加工过程中,根据需要使用不同种类的切削液。切削液的选择取决于切削速度、工件材料、加工工艺、精加工和刀具等多种因素。大多数切削液是一种乳液,即水包油乳液,其余为简单的油、凝胶、空气和气体。切削液由动物脂肪、植物和植物油制成,但大多数是通过石油蒸馏工艺制成的。 切削液的功能: 切削液的主要

热处理被定义为加热和冷却金属以改变材料的物理和机械性能的组合过程。热处理用于使铸造金属合金均匀化,以提高其在极高温度下的工作能力,以改变微观结构以达到所需的机械性能。在进行热处理过程时,安全是处理人员的首要任务,因为在此过程中会释放大量热量,如果出现任何问题,可能会导致非常严重的问题。热处理过程在炉子和烘箱中进行,其中温度根据要求而变化,并且必须执行过程中的金属,除此之外,气体用于控制特定热处理过程的气氛。当金属与大气接触时,金属有可能与大气发生反应并参与化学反应。在大气中,存在许多会影响热处理过程的气体和水分,这就是为什么在执行任何热处理过程之前必须保持特定空间的气氛。它减少了氧化对被处理部

制造业中使用了各种铸造工艺。所有这些工艺都有其自身的优点和缺点,这使得它们适用于特定的铸造。壳模铸造,有时也称为壳模铸造,是一种最合适的铸造 复杂和其他薄切片的工艺。这个过程提供了高精度和更好的表面光洁度。这种铸造工艺使其适用于各种铸造行业的主要优点之一是它可以轻松实现自动化。所有这些优势使该工艺具有通用性,并且易于适用于任何行业。 壳模铸造工艺使用一种像壳一样的模具,由沙子和树脂混合而成。该模具重量轻,强度高,适用于自动铸造。该工艺适用于黑色金属和有色金属的铸造,但主要用于钢。 在本文中,我们将讨论外壳成型工艺,它的优点和缺点以及它的应用。 让我们开始讨论。 外壳成型工艺:

任何机器零件或产品的准确性是工程师最关心的问题。他们不断致力于开发能够提供具有最小公差的高精度零件的技术。珩磨是这些工艺之一,用于提供更好的表面光洁度和高精度的工件。它是一种精加工或我们可以说用于通过研磨材料精加工圆孔的超精加工工艺。 这个过程使用一个圆柱形心轴,上面涂有氧化铝、碳化硅、金刚石等研磨材料。这个工具叫做珩磨。该工具执行组合的旋转和往复运动,以去除整个静止工件长度上的材料。刀具自转并在圆柱孔内往复运动以覆盖工件的整个长度。主要是珩磨被认为是钻孔或镗孔后的后续工序。有时它用于精加工外表面。 在本文中了解更多关于磨练其工艺参数、类型及其优势的信息。 什么是珩磨? 珩磨可以被认为

今天我们将讨论研磨。研磨是一种用于创建平面的超级精加工工艺。这是获得极端尺寸精确表面的最古老的方法。在这个过程中,两个配合表面在它们之间用磨料摩擦在一起。它将以微芯片的形式去除少量金属。它主要用于产生紧密配合的配合面。 珩磨 主要用于精加工圆柱形空心截面,而研磨用于精加工平面。 研磨是研磨后的后续过程,用于创建高精度的光洁度表面。这个过程类似于磨削,只是它使用松散的磨粒来去除而不是像砂轮那样的粘合材料。它通常会删除 0.03。 – 距工件0.003毫米。在本文中了解更多关于什么是研磨工艺,它的原理,类型,优缺点。 研磨工艺: 原理: 研磨中的金属去除原理与其他金属精加工工艺相同。由于磨

你有车吗? 你想知道吗?为什么我在谈论“抛光”时会问这个愚蠢的问题? 答案很简单,因为如果你有一辆自己的车,并且你把它拿来去除划痕,你肯定听说过“抛光”这个词。 抛光是一种表面精加工操作,或者更恰当地说,它是一种用于产生镜面图像的抛光操作。这个过程以低成本给出了非常令人满意的结果,这就是它被用于许多行业的原因。 抛光最常见的应用是汽车、摩托车、船、自行车、运动用品、工具、商店固定装置、商业和住宅硬件、家用器皿和电器等等。在本文中了解有关抛光过程的更多信息。 抛光:理想的汽车涂饰工艺 抛光是一种抛光操作,其中工件与旋转的布抛光轮接触,该抛光轮装有细小的磨料颗粒,如氧化铝或碳化
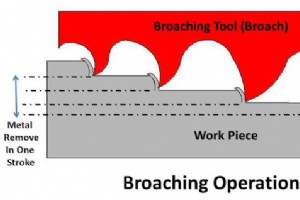
拉削是一种使用称为拉刀的特殊设计的多点切削刀具的加工过程。该工艺广泛用于汽车行业加工各种孔、键槽、齿轮 等等。拉削操作涉及刀具围绕工件的线性运动。工具的这种移动从工件上去除材料并提供所需的形状。拉削刀具涉及大量的渐进齿,这使得该操作不同于其他工艺。每颗牙齿都会脱落一层连续的材料,从而在一次通过中去除大的材料。 在各个行业中使用这种操作的主要优点之一是它能够以大批量生产速度提供更好的表面光洁度和良好的精度。在本文中,我们将讨论拉削的操作原理、工具、类型、优缺点。 让我们开始讨论。 拉削过程: 原理与操作: 正如我们所讨论的,拉削操作中的金属去除过程类似于成形过程 除了它使用一系列渐

今天我们将讨论机械工业中最常用的刀具材料。刀具在机械加工中起着非常重要的作用。工件的形状、表面光洁度和其他一些特性直接取决于工具材料及其设计。使用适当材料的适当设计工具可提供更好的表面光洁度和高精度。工具最重要的特点是: 应该有很高的热硬度。 高耐磨性。 工具应具有较高的韧性和硬度。 它应该具有高导热性。 刀具在切削过程中工作在高温下,因此它应该具有低热膨胀系数。 工具强度要高。 它应该具有低摩擦系数并且应该是化学稳定的。 切割工具材料: 工具制造中最常用的工程材料有: 碳钢工具: 碳钢广泛用于加工镁、铝、木材等软材料。它含有碳、硅和镁等成分。这种材料用于制作手钻窄刃

粉末冶金或 P/M 是通过将金属粉末压缩成合适的模具来生产成品或半成品的制造工艺。它是最便宜的工艺之一,可提供高质量、高强度、高精度的复杂形状。这些因素使该工艺最适合大规模生产。主要涉及四个基本步骤。 1.粉末制备:2。混合和混合:3。压实:4。烧结: 有时,这个过程通过一些二次操作来完成,如上浆、压印、渗透、热锻等。 粉末冶金是不断发展的技术。几乎所有金属都可以通过 P/M 技术铸造,但大多数铁粉与一些合金元素一起使用,如铜、石墨,从而提供更大的强度。 在本文中了解有关此过程及其优缺点的更多信息。 粉末冶金工艺: 正如我们前面所讨论的,P/M 涉及基本的四个过程。这些是:
今天我们将了解机械行业使用的铣刀类型。 铣床 是一种多功能机器,我们可以在其上执行大部分加工操作。它用于加工各种形状和尺寸。铣刀用于执行这些操作。有多种类型的刀具负责在铣床上进行适当的加工。下面给出了所有这些的小描述。 铣刀的种类: 1.立铣刀: 它有两个侧齿,因此可以非常成功地用于钻孔作业。 “立铣刀”一词通常用于指代平底铣刀。钻头和立铣刀的基本区别是钻头只能在轴向上切削,而这种刀具可以在所有方向上切削。这种刀具有一个或多个凹槽,主要用于端铣操作。它由高速钢或更硬的材料制成。这种刀具主要有两种类型。第一种称为中心切削,其中刀具在两侧都有切削刃,另一种是非中心切削刃,其中切削刃仅在一侧
制造工艺





