工业4.0先进制造技术信息网站!
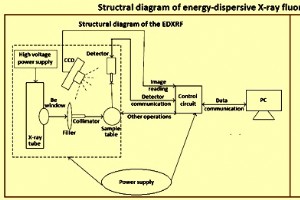
X射线荧光光谱分析 X射线荧光(XRF)是一种发射光谱技术,在元素鉴定和测定领域得到了广泛的应用。该技术依赖于发射特征 x 辐射,通常在 1 keV 到 60 keV 的能量范围内,在外部能源(例如电子束、带电粒子束或 x -射线束。在大多数样品基质中,X 射线光谱法可以检测浓度低于 1 微克/克样品 (1 ppm) 的元素。在薄膜样品中,它可以检测到十分之几微克的总量。最初,X 射线光谱法在与冶金和地球化学分析相关的应用中得到广泛接受。最近,X 射线光谱法已被证明在环境样品分析、石油产品中硫和磨损元素的测定、法医样品的应用以及电子和计算机相关材料的测量中具有重要价值。 X 射线荧光 (
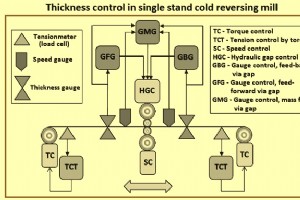
冷轧带钢的形状和规格控制 金属轧制工艺的经济效益与最终轧制产品的质量水平密切相关。在轧制过程中提高轧制成品质量的最新努力主要集中在自动化控制先进方法的大规模应用和使用上。对于冷轧机来说,高比例的薄带生产变得非常重要。在这种情况下,厚度控制和先进的板形控制对于由带钢厚度和板形变化决定的带钢质量是必要的。 扁钢产品的轧制是一个复杂的过程,产品的质量受来料、机电设备、润滑和控制策略等一系列因素的影响。重要的质量参数是材料厚度、材料形状和表面和应力分布的均匀性。为了优化成本效益和最大限度地利用材料,严格的厚度公差是必不可少的,以使带材能够尽可能接近最小允许厚度。只有将机电仪表设备与控制策略解决方
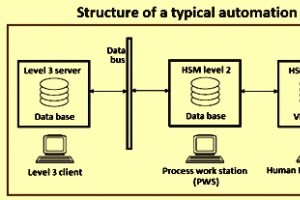
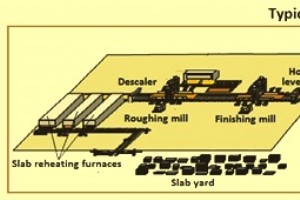
热轧机中的自动化和厚度控制 金属轧制工艺的经济效益与最终轧制产品的质量水平密切相关。扁钢产品的轧制是一个复杂的过程,产品的质量受来料、机电设备、操作参数、润滑、自动化和控制策略等一系列因素的影响。重要的质量参数是材料厚度、材料形状和表面以及应力分布的均匀性。为了优化成本效益和最大限度地利用材料,严格的厚度公差是必不可少的,以使带材能够尽可能接近最小允许厚度。只有将机电仪表设备与控制策略解决方案有机结合,才能有效优化产品质量。 带钢热轧机 (HSM) 工艺通过将具有矩形横截面和厚度在 250 毫米至 350 毫米范围内的连铸钢坯压缩成扁钢带直到达到所需厚度来减少。一些 HSM 能够生产厚度

热轧机中的形状控制技术 轧制带材的形状以其横截面轮廓(冠部)和平整度为特征。带钢形状的精度是决定热轧带钢质量的重要参数。带材形状是决定轧制带材市场竞争力不可缺少的因素。由于带钢形状是质量的关键指标,因此板形控制技术是热轧带钢生产的核心技术。影响带钢热轧机(HSM)轧制板形的因素有很多。 在 HSM 中轧制带钢的关键目标之一是在出口带钢的凸度和平整度方面以最佳质量达到目标厚度。在减薄过程中,为了使带材中心和边缘之间的伸长率均匀,在带钢宽度上不断减小是非常重要的。如果不满足此条件,则会产生内部应力条件,从而导致平面度缺陷(中心弯曲或波浪形边缘)。图1显示了完美平面度和平面度缺陷的概念。
无损检测技术 由于晶格缺陷,材料中可能存在固有的微观缺陷。此外,焊接、铸造、锻造和表面处理等制造工艺也会导致进一步的缺陷或缺陷。此外,材料在各种应力、疲劳和腐蚀条件下使用,这可能会产生额外的缺陷或加剧现有缺陷。当这些缺陷达到危险比例时,通常会发生材料失效,以至于材料的剩余部分无法承受其所承受的应力,从而变得易延展或变脆。因此,需要检测材料中的这些缺陷,并根据它们的性质、大小和位置对其进行评估。需要进一步的步骤来评估缺陷的严重程度,以决定材料是被接受、修复后被接受还是被拒收和报废。 无损检测 (NDT) 是检查、测试或评估材料、组件或组件的缺陷(也称为不连续性或特性差异)而不破坏零件或
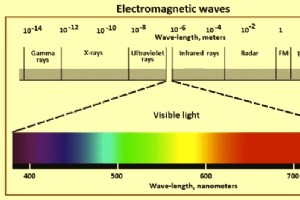
光学显微镜 显微镜研究放大物体的图像,这些物体太小而不能被肉眼正确看到。显微镜通过利用待观察样品发射、吸收、透射或反射的辐射(图 1)来完成其任务。辐射的性质指定了显微镜的类型,例如光学显微镜、电子显微镜、X 射线显微镜或声学显微镜等。电磁光谱的可见部分是光学显微镜使用的辐射类型。光学显微镜是通过光学显微镜对材料进行微观检查。 图 1 电磁波 古代使用粗放大镜,但现代显微镜的发展始于 17 世纪。尽管第一台复合显微镜是由 Hans 和 Zacharias Janssen 于 1595 年制造的,但 Antoni van Leeuwenhoek (1632–1723) 设法制造出
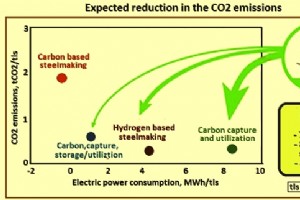
碳中和炼钢 就全球化石和工业排放总量而言,钢铁生产行业是最大的单一行业,约占温室气体 (GHG) 排放量的 7% 至 9%。同时,钢铁是现代工业社会的主要材料成分。由于需要扩大和改善基础设施并以足以达到令人满意的水平的速度提高全球生活水平,钢铁的进一步消费将会发生。因此,面临的挑战在于寻找一种途径,使钢铁作为一种材料在社会上得到应用,同时避免其生产对环境的负面影响。 传统的钢铁生产过程与非常高的环境温室气体排放有关。目前钢铁厂的排放量约为每吨粗钢 1.8 吨 CO2(二氧化碳)(tCO2/tCS)。尽管在过去的几十年里一直在努力减少炼钢的温室气体排放,但如果钢铁行业要跟上巴黎协定所要求的
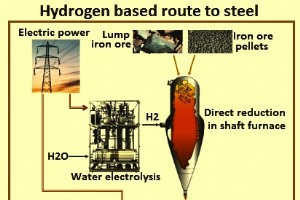
氢炼钢 就全球化石和工业排放总量而言,钢铁生产行业是最大的单一行业,约占温室气体 (GHG) 排放量的 7% 至 9%。同时,钢铁是现代工业社会的主要材料成分。由于需要扩大和改善基础设施,并以足以达到令人满意的水平的速度提高全球生活水平,钢铁消费量将进一步增加。因此,挑战在于找到一种制造钢的工艺,该工艺允许社会使用钢作为材料,同时避免其生产对环境的负面影响。在减少炼钢CO2(二氧化碳)排放的背景下,氢气(H2)炼钢路线目前受到广泛关注,因为它提供了一个有吸引力的选择。 用 H2 还原铁矿石是众所周知的,因为用 H2 的还原反应也发生在高炉 (BF) 中的铁水生产以及直接还原铁 (DRI)

钢铁对循环经济的贡献 世界上有两种类型的经济体。它们是(i)线性经济,(ii)循环经济。循环经济是对传统线性经济的一种替代,在这种经济中,资源尽可能长时间地被使用,在使用中提取最大价值,然后在每个使用寿命结束时回收和再生产品和材料.自上次工业革命以来,经济增长与初级资源消耗密切相关;循环经济模型试图将经济增长和资源使用脱钩,因为人们认识到当前的全球消费模式是不可持续的。目前正在从线性经济体系向循环经济体系转变。由于钢铁在我们的生活中无处不在,并且是我们可持续发展未来的核心,因此钢铁行业是全球循环经济不可或缺的一部分。 纵观其演变和多样化,工业经济从未超越工业化初期确立的一个基本特征。工业
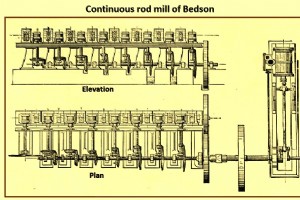
轧机的历史发展 在金属加工中,轧制是一种金属成型工艺,其中金属通过一对或多对轧辊以减小厚度,使厚度均匀,使其具有所需的形状,和/或赋予所需的机械性能。在轧制过程中,工作材料在不断旋转的轧辊之间的压力作用下发生变形。换句话说,金属在旋转辊之间通过,施加的力减小了材料的厚度。金属的形状和内部结构都发生了变化。金属轧制过程可以比作用大头针擀面团。轧制是现代世界最重要的制造工艺之一。今天生产的所有金属产品中的绝大多数都在其制造过程中的某一时刻进行轧制。 现代轧机是全自动、高速和高容量的轧机,通常包括对轧制材料的冶金处理,以实现轧制材料的所需微观结构和/或机械性能。轧制过程和轧机的这种完美程度不是
在轧板机中轧制钢板 钢板被定义为厚度至少为 5 毫米、宽度至少为 1,200 毫米的扁平、轧制或热处理产品。板钢是用途广泛的钢材。它通常属于碳钢、高强度低合金 (HSLA) 钢和合金钢的类别。对于结构应用,钢板通常不超过 0.3% 的碳和 1.5% 的锰。摩天大楼、公海上的钻机、大跨度的桥梁、细长的风力涡轮机、管道、巨大压力的储气罐、挖掘机、移动式起重机、集装箱船和豪华班轮等都需要更高厚度的钢板。这些应用需要高品质和高强度的板材以确保可靠性。 钢板最重要的趋势是对强度越来越高、韧性、硬度高、焊接性好的板材的需求。在厚度、宽度、轮廓、平面度、矩形度和均匀的微观结构方面,所有钢种甚至极端
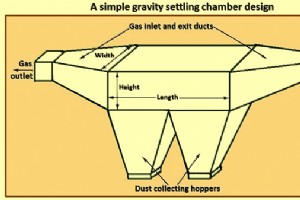
烟气净化技术和系统 环境污染是目前全世界面临的最大问题之一。从一系列全球性的环境问题中,现在越来越多的人认识到环境和资源是人类生存和发展的基本必需品。作为大多数技术过程的产物的烟气被各种固体颗粒污染。为了进一步使用气体(如果它们具有足够的热值)或将它们释放到大气中,有必要对气体进行清洁。然而,大气排放控制需要花钱,很少有任何财务回报给运营组织。 过去几年,各国在排放控制领域的态度、教育、责任和法规发生了彻底的变化。随着时间的推移,排放控制法规变得越来越严格,以试图拯救子孙后代免受大气污染的不良影响。现在,一些组织正在迅速改变他们对大气污染的态度,并积极参与污染控制活动。现在,组织希望被公
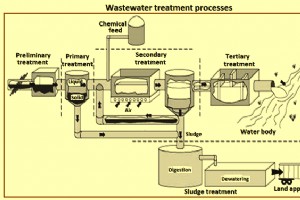
废水和水处理技术 几个世纪以来,廉价而丰富的水一直是钢铁工业认为理所当然的生产工具。但在目前的情况下,由于淡水供应和消耗之间的不平衡日益严重,水资源变得越来越稀缺,因此获得清洁和安全的水已成为现代社会的主要挑战之一。由于 (i) 人口增加和迁移到干旱易发地区,(ii) 工业快速发展和人均用水量增加,以及 (iii) 气候变化导致人口稠密地区的天气模式发生变化,水需求持续增加。这使钢铁行业进入了一个新的节水时代。此外,在过去的三十年里,世界各地对环境污染的担忧日益增加,这导致颁布了更具限制性的环境法规。 钢铁工业使用大量淡水用于各种用途,包括冷却、抑尘、清洁、温度控制(热处理)、废料(灰烬
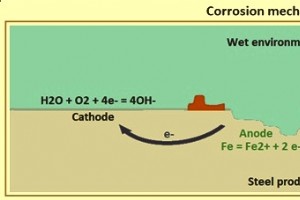
钢铁腐蚀的基本概念 实际使用中的钢铁材料通常会在大气和水环境中受到腐蚀。腐蚀是这些材料通过与环境发生化学相互作用而变质。这是当今工业化社会经常遇到的问题之一。根据 ISO 8044:2010,“腐蚀是金属与其环境之间的物理化学相互作用,它会导致金属特性的变化,并可能导致金属、环境或技术系统的显着功能损害。它们构成了一部分。 现代腐蚀科学是在 20 世纪初以局部单元模型和腐蚀电位模型开始的。这两个模型已加入现代电化学腐蚀理论,该理论将金属腐蚀描述为由阳极金属氧化和阴极氧化剂还原组成的耦合电化学反应。电化学理论不仅适用于常温下金属的湿腐蚀,也适用于高温下金属的干氧化。 钢铁材料在各种气体和
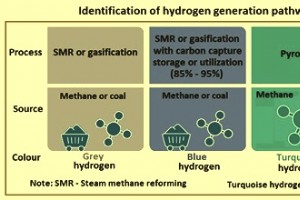
钢铁生产的氢气和脱碳 可持续能源未来的主要驱动力围绕以下需求(i)减少全球二氧化碳(CO2)排放和改善空气质量,(ii)确保能源供应安全并转向使用可持续能源,以及( iii) 创建一个新的工业和技术能源基础,对未来经济至关重要。所有对全球能源期货的现代评估都认为,需求的增长将越来越多地通过多样化的能源组合来满足,其中包括可再生能源或可持续能源。 有形环境问题的增长正在为可持续能源发展提供主要驱动力之一。在这些担忧中,最主要的是二氧化碳和其他气候变化气体释放和积累到大气中的问题。这些排放现在无可争辩地远高于工业化前的水平,并被认为是通过温室气体 (GHG) 效应提高全球(平均)温度的原因。
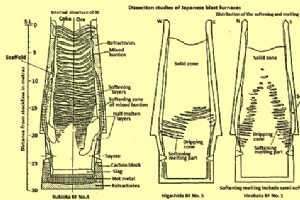
了解日本高炉炼铁和解剖研究 高炉 (BF) 炼铁是生产铁水 (HM) 最可行的方法,主要是由于其成熟且经过验证的性能、灵活的原材料使用和高热能节约能力。高炉炼铁的开始没有确定的日期。然而,早在 14 世纪,欧洲的炼铁炉就开始实施重要的工艺设计和重新设计。从那时起,高炉路线作为一种优先于其他替代铁生产方法的过程占据主导地位。 自成立以来,高炉炼铁工艺为了维持并保持可行性,经历了持久的进化发展,成为一种高效的工艺。迄今为止最重要的发展包括 (i) 设施现代化,(ii) 提高熔炉生产率,(iii) 降低焦炭率,(iv) 延长熔炉运行寿命,以及 (v) 材料灵活性和改进。为提高经济性、效率和使工
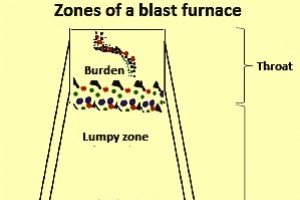
高炉炉料的准备和装料 高炉 (BF),除了它的炉膛外,基本上是气体和炉料颗粒的通道,它们在高炉中以逆流方向移动。 BF 稳定运行的基本要求是在炉内保持一个波动不大的移动炉料层。具体来说,就是要形成稳定的气流和没有混合料层的料层结构。这些是彼此密切相关的。气流的稳定性几乎完全取决于配料的渗透性,这取决于配料的填充结构(粒度、粒度分布和细颗粒比等),以及配料的下降行为,即固体流动。 原则上,BF 处理是一个复杂的逆流、并流和/或交叉流的 4 相流系统,由固体、气体、液体和粉末组成。相的相互作用是不同的,并且位于BF的不同区域。 BF 中通常有五个不同的区域(图 1),即 (i) 块状区域、
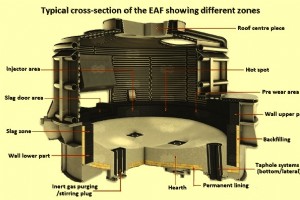
电弧炉耐火内衬 耐火材料是那些能够承受高温而化学或物理性质没有显着变化的材料。耐火材料对于电弧炉 (EAF) 的运行非常重要,因为它们可以将钢水容纳在炉膛中,而不会损坏炉膛结构。电弧炉需要多种耐火材料,其中最重要的是与钢水直接接触的耐火材料。 电弧炉内衬的耐火材料取决于电弧炉的设计。操作条件对耐火材料性能也有很大影响。电弧炉中的操作条件要求耐火材料具有化学碱性,并且具有非常好的耐高温和热循环性。目前电弧炉的设计特点是偏心底部出铁口 (EBT),这些熔炉需要专门的耐火材料作为内衬。图 1 显示了电炉不同区域的典型电弧炉横截面。 图 1 显示不同区域的 EAF 典型横截面 电弧炉有不
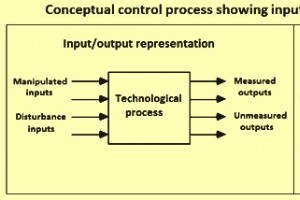
工艺流程控制 技术过程包括处理、加工、精炼、组合和操纵材料和流体,以有利地生产最终产品。这些过程可能是精确的、苛刻的和潜在危险的过程。过程中的微小变化会对最终结果产生很大影响。对比例、温度、流量、湍流和许多其他参数的变化进行仔细和一致的控制,以始终如一地以最少的原材料和能源生产出所需质量的最终产品。 通常,任何需要对操作进行持续监控的事情都涉及过程控制的作用。过程控制是指用于控制工艺过程的过程变量的方法。它是一种工具,使流程能够使流程操作在指定的范围内运行,并设置更精确的限制,以最大限度地提高流程效率,确保质量和安全。 每个工艺流程都需要大量的计划才能成功完成其既定任务。然而,为了完成
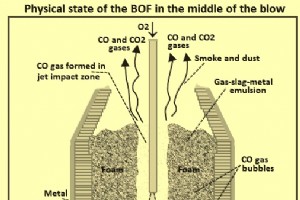
碱式氧气炉渣溅出 碱性氧气炉 (BOF) 炼钢是一种由液态铁制成钢的间歇过程。碳(C)、锰(Mn)、磷(P)等元素的浓度对钢的质量有影响。对于要铸造的钢,它需要处于预定义的温度。为了达到预定的温度和成分,氧气 (O2) 被吹入含有铁水的耐火衬里转炉。 O2 氧化浴中的不同元素,导致温度升高和不希望的元素浓度降低。形成的液态氧化物浮到熔池顶部形成熔渣层。为了使 BOF 炼钢过程有效,容器中需要大量的渣量。但渣量受转炉尺寸的限制 转换器中的快速反应速率是由于可用于反应的极大表面积。当将 O2 注入金属浴中时,大量气体会与液态熔渣和金属液滴在 O2 射流的冲击下从浴表面剪切形成乳液。形成的一氧
制造工艺