工业4.0先进制造技术信息网站!
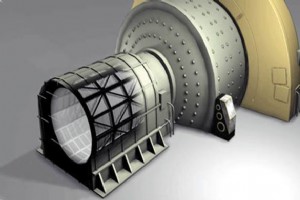
今天我们将了解下垂磨机与球磨机之间的区别。磨机是通过研磨、粉碎或切割将固体或硬质材料破碎成小块的机器。这种换向是许多过程的重要组成部分。有各种各样的磨机,可以进行不同的材料加工。磨粉机的基本原理是,当任何固体物质受到机械功的影响时,该物质就会破碎成小块,变成粒状结构。磨削也可以称为铣削。在工程中,研磨用于增加任何固体材料的表面积。 在古代,磨坊是靠肌肉力量(用手)、水生动物和风来操作的。它们完全基于自然资源和生物的机械能。在研磨行业中使用的磨机种类繁多。今天我们将讨论两种重要的磨机,即下垂磨机和球磨机。 凹磨机与球磨机: 半自磨机-半自磨机: SAG是Semi-Autogenous G

今天我们将讨论NC和CNC机器之间的区别。 NC代表数控,而CNC代表计算机数控。这两种都是自动机器,用于加工任何具有精确尺寸的金属。这两台机器都在馈送机制上工作,在这种机制中,我们以某种定义的代码语言命令机器,机器将其编译并将其转换为机器语言并执行预定义的操作。今天我们将了解这两种机器,并在本文的后面部分对它们进行区分。现在让我们开始讨论。 数控(NC)机床: 数控(NC)是指通过将数字代码直接插入机床来控制制造操作的方法。重要的是要认识到它不是一种加工方法,而是一种机器控制的概念。 在数控机床中,程序通过穿孔卡片、磁带和其他此类介质传送到机床。该程序包括有关制造方法和运动的精确说明。

今天我们将了解什么是锻造以及锻造的类型。进一步我们将讨论这个过程的操作、应用、优点和缺点。锻造是一种金属成型工艺 其中金属被加热并以能够获得所需形状的方式施加力。它基本上是一个热加工过程 其中工件被加热到塑性阶段,并根据需要通过手动或压力施加力。这种力本质上是压缩的,这是锻造的基本要求。有时锻造操作是在没有加热的情况下完成的,称为冷锻。现在,锻造被用于每个制造业。 什么是锻造工艺? 操作: 主要锻造根据所施加的力包括两个操作。 1.) 向下绘制: 拉深是拉长工件长度,减小工件横截面积的过程。简单地说,在这种操作中,工件的长度增加了,横截面积减小了。在这个过程中,在垂直于其长度轴的方向

今天我们将了解锻造缺陷的类型、原因及其补救措施。缺陷在每个制造过程中都很常见,例如铸造 包括铸造缺陷 , 焊接包括焊接缺陷 , 同锻造 包括一些由于工艺和人为限制造成的缺陷。锻造在所有制造过程中提供了更好的机械性能,但它也包括一些常见的缺陷,如下所述。 伪造缺陷:类型、原因和补救措施 1.) 未填充部分: 顾名思义,在这种类型的缺陷中,一些锻造部分仍未填充。这是由于模具设计不良或锻造工艺不良所致。这也是由于原料较少或加热不良所致。这种缺陷可以通过适当的模具设计、适当的原材料供应和适当的加热来消除。 2.) 冷关: 冷关包括角落处的小裂缝。这些缺陷是由于锻模设计不当造成的。这也是由于尖角和锻造

今天我们将了解挤压工艺的工作原理、类型、应用、优缺点。挤压是一种金属成型工艺 其中金属或工件被迫流过模具以减小其横截面或将其转换为所需的形状。该工艺广泛用于管道和钢棒的制造。用于挤压工件的力本质上是压缩力。这个过程类似于拉深过程,除了拉延过程使用拉应力来延伸金属工件。与单程拉伸相比,压缩力允许较大的变形。最常见的挤压材料是塑料和铝。 挤压过程: 工作原理: 挤压是一种简单的压缩金属成型工艺。在此过程中,活塞或柱塞用于在工件上施加压缩力。这些过程可以概括如下。 生产出第一块钢坯或钢锭(标准尺寸的金属工件)。 这块坯料在热挤压中加热或保持在室温并放入挤压机中(挤压机就像一个活塞气缸装
今天我们将通过图表了解轧制工艺类型、工作、术语和应用。轧制是板材和其他大长度横截面(如工字梁、铁路等)的主要制造工艺。它是金属成型工艺之一 其中金属工件在一组轧辊之间被压缩,在那里它减小了它的横截面积并增加了它的长度。该工艺具有高生产率、表面光洁度和晶粒结构,使其成为最适合大长度相同横截面工件的金属成型工艺,但滚压机的高设置成本使其成为替代工艺。 滚动过程: 术语: 下面给出了轧制过程中最常用的术语。 锭: 它是具有孔隙和气孔的铸造结构。 Ignot 与 forging 中使用的相同 .该钢锭在约 1200 摄氏度的高温下轧制成坯。该锭可根据轧制要求具有任何尺寸。 绽放: 它是首先通

轧制工艺是最常见的工业工艺,用于制造用于结构和其他工程的大长度横截面的钢板和铝板。轧机用于执行轧制过程 .根据工艺要求和技术问题,这些机器有不同的形状和尺寸可供选择。每台轧机至少包括两个轧辊。这些数字可以根据工艺要求进行扩展。今天我们将讨论制造业中使用的所有类型的轧机。 轧机类型: 本机按轧辊数量和排列方式可分为以下几种。 二高轧机: 该磨机由如图所示排列的两个轧辊组成。两个滚轮沿相反方向旋转,以实现工件的所需运动。工件在施加压缩力的滚子之间进给,并且趋于使工件发生塑性变形并将其转换成所需的形状。 这台机器又可以分为两种。第一个是两个高不可逆机器,其中滚子只能在一个方向(顺时针或逆时针)

今天我们将学习拉丝工艺及其类型,如拉丝、拉杆和拉管。绘图是一个金属成形过程 用于减小横截面和增加工件长度。该过程与拉伸力相关,这与其他金属成型过程(如挤压)不同 , 锻造 等等。在这个过程中,一个大横截面的工件被迫通过一个与工件横截面积相比具有较小开口的模具。这将通过减小工件的横截面积并增加其长度来使工件发生塑性变形。该工艺用于制造线材、棒材、管材等。 绘图过程要求: 材料应具有足够的延展性,以便能够承受拉力。 材料应具有较高的拉伸应力。 在绘制之前,棒材或线材应适当清洁,无灰尘或水垢。 应适当润滑以减少与操作相关的摩擦。 绘制过程: 绘图过程可分为以下三种类型。 拉线: 线
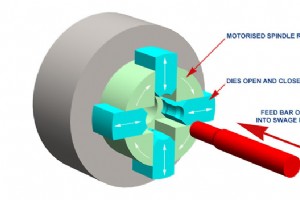
今天我们将了解锻造工艺。型锻是一种金属成型工艺 通过往复式打击的帮助下将棒或管压入模具中来减小其直径。这将使金属发生塑性变形并迫使其流入模具并获得模具型腔形状。基本概念类似于锻造过程 但它使用往复式模具进行反复锤击,迫使金属进入模具。模腔包含我们想要在棒材或管材上生产的确切形状。此过程用于形成螺丝刀,焊接 铁尖等 锻造工艺: 工作: 正如我们所讨论的,该过程的工作原理与塑性变形相同,其中工件或更合适的杆被强制进入预定义的模腔,在那里它变形并转化为模腔的形状。这是一个冷加工过程 .此过程分两部分执行。 图片来源 在此过程的第一部分,圆棒或圆管是通过锻造、挤压等其他金属成型工

当我们谈论制造过程时,我们不能不描述钣金工艺就结束我们的讨论。 “钣金”一词用于表示不同厚度的金属板。在我们的日常生活中,我们经常会遇到钣金产品。当您看到汽车时,您首先会喜欢它的车身,这是钣金产品。您用来整理书籍的金属书桌是钣金产品。文件柜、飞机机身、金属罐、金属门等很多都是用这种工艺制成的。 钣金操作与锻造相比具有许多优势 或铸造过程 这使其成为最通用的操作。这些产品具有强度好、重量轻、形状多样、成本低、生产速度快等诸多优点,适用于各制造行业。 钣金工艺主要可分为三种。第一个是钣金切割,第二个是钣金弯曲或成型,最后一个称为深拉深 .在本文中,我们主要关注钣金切割操作,其他两个我们将在以后
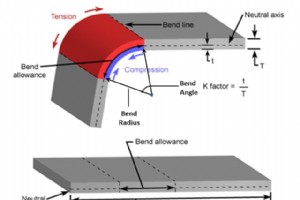
钣金工艺是用于金属成型的通用工艺 行业。由于其各种优点,钣金在制造业中得到了广泛的应用。所有的车身、金属门、风扇叶片、金属桌子等都是钣金产品。将片材转化为所需产品的过程有多种。这些过程可以分为三种方式。 1.钣金切割工艺2。钣金折弯工艺3。拉深 在我的上一篇文章中,我们了解了各种钣金切割工艺 .在本文中,我们主要关注钣金折弯工艺。 让我们开始讨论。 钣金折弯: 折弯是最常见的钣金成型操作。汽车零部件及其车身、家用电器、回形针、金属门等许多产品都是通过弯曲加工成型的。在讨论折弯工艺及其类型之前,首先您应该了解折弯中使用的基本术语。它将帮助您清楚地了解过程及其各种参数。这些在下面给

今天我们将学习深拉工艺。拉深是一种金属成型工艺 .金属薄板由于其操作方便、重量轻、能够转换成各种形状而在制造业中得到广泛应用。钣金也提供了良好的强度。钣金产品具有多种优点,使其成为一种多功能操作。 许多制造业,如汽车 工业、飞机工业、海洋工业等在很大程度上与钣金加工有关。我们日常使用的很多产品,如金属门、金属桌子、金属罐、屋顶板等,都是钣金产品。 有多种工艺可用于成型或成型金属板。这些过程可以分为三种方式。 1. 钣金切割工艺 2. 钣金折弯工艺 3. 拉深 在我们之前的文章中,我们讨论了钣金切割和弯曲操作。本文主要关注拉深过程。让我们开始讨论。 深度绘图过程:
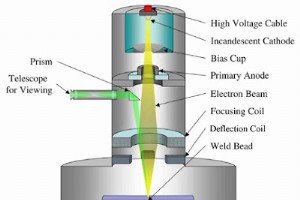
今天我们将通过它的图表了解电子束焊接,原理,工作,设备,应用,优缺点。电子束焊接是一种液态焊接工艺。液态焊接是指金属与金属接头在液态或熔融状态下形成的焊接工艺。这也被归类为一种新的焊接工艺,因为它使用电子动能来融合两个金属工件。这种焊接是由德国物理学家 Karl-Heinz 于 1958 年开发的。在这种焊接过程中,高强度的电子射流撞击焊接板,其动能转化为热能。这种热能足以熔化工件并将它们熔合成一体。整个过程在真空中进行,否则电子会与空气粒子碰撞并失去能量。 电子束焊接: 原理: 这种焊接的工作原理与电子束加工相同 .这个过程利用电子的动能来产生热量。该热量进一步用于焊接两个焊接板。当
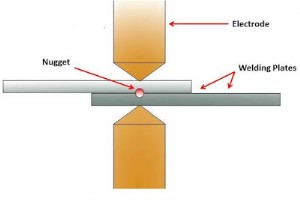
今天我们就来了解一下电阻焊的原理、种类、应用、优缺点。电阻焊是液态焊接 金属与金属在液态或熔融状态下接合的过程。这是一种热电过程,其中由于电阻而在焊接板的界面表面产生热量,并将受控的低压施加到这些板上以形成焊接接头。它被称为电阻焊,因为它使用电阻产生热量。它是一种非常有效的无污染焊接工艺,但由于设备成本高且材料厚度有限,其应用受到限制。 电阻焊——点焊、缝焊、凸焊和闪光焊: 原理: 所有电阻焊,如点焊、缝焊、凸焊等,都是根据电阻发热的相同原理进行的。当电流通过电阻时,会产生热量。这与用于电线圈的原理相同。产生的热量取决于材料的电阻、表面条件、供应的电流、供应的持续时间等。这种热量的产生
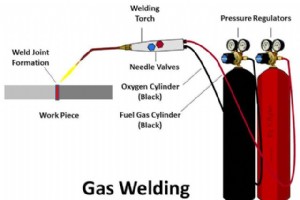
今天我们将了解气焊原理,工作,设备,类型,应用,优缺点。气焊是一种液态焊接工艺,其中燃料气体燃烧产生热量。该热量进一步用于熔化焊接板的界面表面,这些焊接板被固定在一起以形成接头。在这个过程中,主要使用氧乙炔气作为燃料气。这个过程可以在有或没有填充材料的帮助下完成。如果使用填充材料,则手动将其直接送入焊接区域。 气焊: 原理: 气焊是最重要的焊接类型 过程。它是通过在氧气的帮助下燃烧燃料气体来完成的,氧气会形成高温的集中火焰。这种火焰直接撞击焊接区域并熔化焊接表面和填充材料。焊接板的熔化部分相互扩散,冷却后形成焊缝。这种焊接方法可用于连接日常生活中使用的大多数常见金属。 设备:
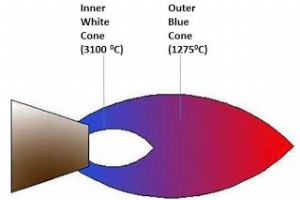
今天我们将了解气焊中使用的焊接火焰的类型。在我的上一篇文章中,我们讨论了气焊 .在这种焊接过程中,气体燃料燃烧并产生高温火焰,进一步用于形成焊接接头。火焰起主导作用,形成焊缝,焊缝性能在很大程度上取决于它。火焰分为自然火焰、渗碳火焰和氧化火焰三种。自然火焰是燃料和氧气的同步混合,渗碳火焰有更多的燃料,氧化火焰有更多的氧气。不同的材料根据焊接条件使用不同的火焰。 火焰类型: 众所周知,有三种基本的焊接火焰。这些如下。 自然火焰: 顾名思义,这种火焰在体积上具有等量的氧气和气体燃料。这种火焰完全燃烧燃料,不会对要焊接的金属产生任何化学作用。主要用于焊接低碳钢、不锈钢、铸铁等,发烟量小。这种

今天我们就来了解一下什么是铸造它的工作流程、优缺点以及主要的铸造术语。铸造被定义为一种制造过程,在该过程中,将熔融金属纯净到所需形状的模具或型腔中,并使其凝固,从而形成预定的形状。该工艺广泛用于制造其他工艺无法制造的复杂零件。车床床身、铣床床身、内燃机部件等所有主要零件均采用此工艺制造。 什么是投射: 工作流程: 有许多类型转换 其工作方式不同,但所有这些过程都涉及以下步骤。 第一种金属在合适的熔炉中熔化。 现在熔融金属倒入预定义的空腔中。 熔融金属允许以所需的冷却速度凝固。 从模具中取出铸件并对其进行清洁,以进行进一步的加工,如机加工、表面精加工抛光等。 优缺点: 优点: 与其
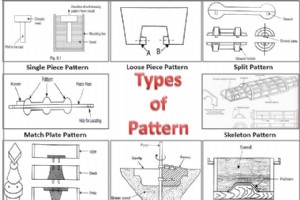
今天我们将了解 casting 中使用的模式类型 .模式是要创建的对象的副本或模型。它用于在砂型中制造空腔,将熔融金属倒入其中并使其凝固以产生物体。铸件的大小和形状很大程度上取决于图案的形状和大小。图案大多由铝、木、蜡等制成。金属图案用于批量生产。模型制作是铸造中最关键的工作,因为对象高度依赖它。一个好的模式应该遵循以下要求。 低成本且易于投射。 易于修复。 它应该重量轻,便于处理。 它应该能够承受撞击力而不变形。 它不应该在潮湿的情况下改变它的尺寸。 它应该很容易从模具中取出。 它应该有很长的寿命而不改变它的尺寸。 也读 : 铸造类型 模式类型: 正如我们所讨论的,铸造对象高度
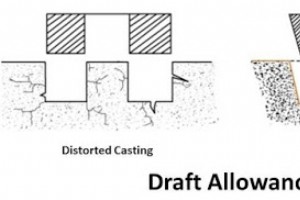
今天我们将了解制版中使用的不同类型的余量。 模式 是铸件的复制品,但尺寸稍大。图案和铸件尺寸的这种变化是由于铸件中使用了各种余量。当铸件凝固时,由于冷却过程中的金属收缩特性,它会在一定程度上收缩,因此将图案稍大一些以进行补偿。还有另一个原因是由于表面光洁度差和铸造限制,铸件稍大一些,因此可以进一步加工或抛光。所以铸造的图案因此腔 形式稍大,可以弥补铸造的所有这些缺点。花纹和铸件尺寸的变化称为余量。 也读 : 铸造类型 模式余量类型: 津贴可分为以下几类。 收缩余量: 收缩被定义为在凝固或冷却过程中减小铸件的尺寸。这是所有材料的一般属性。有些金属收缩得更多,有些收缩得更少,但每种材料都会收

今天我们就来了解一下离心铸造的工作原理、种类、应用、优缺点。离心铸造是最重要的铸造类型之一 在铸造过程中,模具围绕其中心轴快速旋转,使模具凝固或浇注金属的过程。该工艺在 20 世纪获得专利,用于制造更高标准的空心铸件。第一台离心铸造机是由英国人 A.G. Eckhardt 于 1807 年发明的。这种工艺广泛用于铸造空心管、管子和其他对称零件。 离心铸造: 工作原理: 它的工作原理是旋转部件上的离心力。在这个过程中,当将熔融金属倒入模具中时,模具围绕其中心轴旋转。由于这种旋转,离心力作用在熔融金属上,从而迫使金属在模具外壁。模具旋转直到整个铸件凝固。氧化渣和其他夹杂物较轻,与金属分离并向中心偏
制造工艺