工业4.0先进制造技术信息网站!
今天我们将了解金属成型工艺,它的类型,优点和缺点。要将工件转换成各种形状,需要使用许多制造工艺,例如 铸造 , 加工 ,成型等。金属成型是将工件转换成所需形状的最有用的工艺之一。金属成型取决于材料的屈服强度。在该过程中,工件受到力,使得工件材料中产生的应力与材料的屈服强度相比更高,并且极限强度更低。金属成形是由于材料的塑性变形而发生的。在这些过程中,金属要么被加热,要么不被加热,并且根据产品要求施加的力要么是压缩的,要么是拉伸的。所有轧制、挤压、拉伸等工艺都包含在其中。 金属成型工艺的种类: 这些过程主要可以分为两种类型。 热门工作流程: 当金属成形过程在材料的再结晶温度以上完成时,
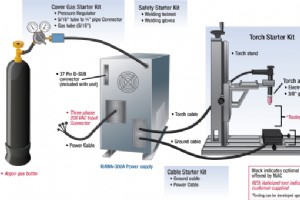
今天我们就来了解一下什么是TIG焊,原理、工作原理、设备、应用、优缺点。 TIG 代表钨极惰性气体保护焊,有时这种焊接也称为气体保护钨极电弧焊。在这种焊接过程中,形成焊缝所需的热量由钨电极和工件之间形成的非常强烈的电弧提供。在这种焊接中,使用不熔化的非消耗性电极。在这种焊接类型中,大多数情况下不需要填充材料 但如果需要,将焊条直接送入焊接区并与母材熔化。这种焊接多用于焊接铝合金。 TIG 焊接: 原理: TIG焊接的工作原理与电弧焊相同 .在 TIG 焊接过程中,钨电极和工件之间会产生高强度电弧。在这种焊接中,大部分工件连接到正极端子,电极连接到负极端子。该电弧产生的热能进一步用于通过熔
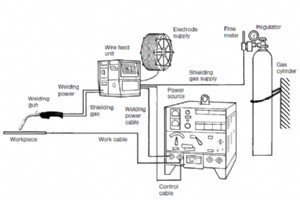
今天我们将了解什么是 MIG 焊接原理、工作、设备、应用、优点和缺点。 MIG 代表金属惰性气体焊接,有时也称为气体保护金属电弧焊。此焊接与 TiG 焊接 相同 非自耗电极被自耗电极丝代替。该工艺是自动或半自动电弧焊工艺,其中惰性气体用作保护气体并使用自耗焊丝电极。这种焊接在 1940 年被开发用于焊接铝或其他有色金属。如今,由于其高速、易于操作和易于自动化的质量,这种焊接在每个工业或制造过程中都可以找到。它主要用于钣金行业或汽车 行业。 MIG 焊接: 原理: Mig 的工作原理与 TIG 或 弧焊 相同 .它的工作原理是电弧产生热量的基本原理。这种热量进一步用于熔化自耗电极和基板金属,
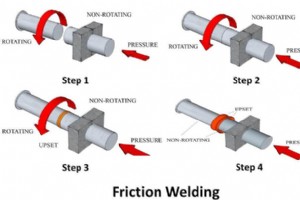
今天我们将通过图表了解摩擦焊的原理、工作、类型、应用、优缺点。摩擦焊是一种固态焊接工艺。固态焊接是那些不施加外部热量或不涉及熔融或塑性状态的焊接过程。在这种焊接类型中 ,由于施加到固态的外部压力而发生焊接。在摩擦焊接过程中,待接合的板或工件都处于相对旋转或相对移动的状态。这种相对运动产生摩擦,使接触表面上的材料发生塑性位移。施加高压直到完成焊接。这种焊接用于连接直径达 100 毫米的钢筋、管材。 摩擦焊接: 原理: 摩擦焊接的工作原理是摩擦的基本原理。在这个焊接过程中,摩擦被用来在干涉表面产生热量。通过在工件表面施加外部压力,该热量进一步用于连接两个工件。在此焊接过程中,施加摩擦直至达
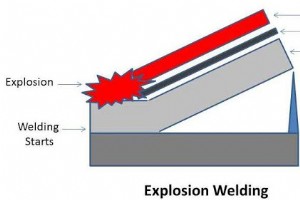
今天我们将通过它的图表了解爆炸焊接的原理,工作,类型,应用,优缺点。爆炸焊接也是一种固态焊接工艺,在这种焊接工艺中,无需施加外部热量即可进行焊接。在这种类型的焊接中,不使用额外的填充材料。这种焊接在没有形成塑性状态的情况下发生。主要用于连接其他焊接工艺无法焊接的大面积异种材料。这种焊接适用于连接大型金属板、将一根管子包覆在另一根管子上、堵塞热交换器、连接各种电连接器、连接两根管子等。 爆炸焊接: 原理: 这种焊接工艺的工作原理是冶金结合的基本原理。在此过程中,在焊接表面上使用受控爆炸的炸药。这种爆炸会产生高压,使工作板在界面处发生塑性变形。这种变形在这些板之间形成冶金结合。这种冶金结合比母
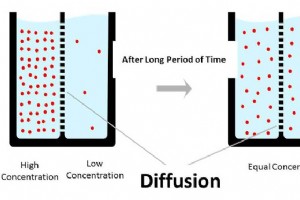
今天我们将了解扩散键合的原理、工作、应用、优缺点。扩散焊接是一种固态焊接工艺,其中不涉及液相或熔合相,焊接接头以纯固态形式形成。它不会熔化焊接材料,并且在界面处主要发生少量塑性变形,并且由于分子间扩散而形成焊缝。这种键合过程在真空或惰性环境中进行,以减少氧化。这广泛用于连接航空航天和核工业中的食堂材料。这种焊接类型 可用于在高压和高温的帮助下焊接相似和不同的材料。 扩散键合: 原理及工作原理: 该过程根据扩散的基本原理起作用。扩散是指分子或原子从高浓度区向低浓度区运动。这是扩散焊接的基本原理。在该焊接过程中,两个焊接板在高压和高温下长时间叠放在另一个上。这种高压开始在界面表面之间扩散。
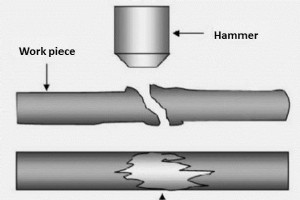
今天我们就来了解一下锻焊的原理、工作原理、应用、优缺点。锻焊是一种固态焊接工艺,其中由于分子间扩散而产生金属接头。众所周知,锻造 是一种通过施加高压和高温使任何金属成型的技术。这种焊接工艺使用锻造的基本技术来焊接相似或不同的金属。它从很古老的时期就被用来连接铁或偷工件。它在古代是连接两种金属的最简单工艺,但现在它已被其他更合适和最简单的焊接工艺所取代,例如 电弧焊 和气焊。 锻焊: 原理: 正如我们所讨论的,锻焊是一种固态焊接工艺,其中两个板都被加热到远低于其熔化温度。这种加热使工件塑性变形。现在将重复的锤击或高压负载一起施加在这些板上。由于这种高压和高温,分子间扩散发生在板的界面表面
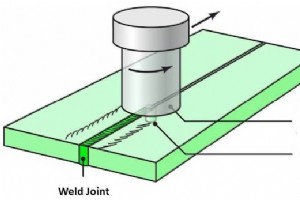
今天我们将通过它的示意图来了解搅拌摩擦焊的原理、工作原理、应用、优缺点。搅拌摩擦焊 (FSW) 是一种固态焊接工艺。它通常是一种摩擦焊接,但由于其用途广泛,它被认为是一种单独的焊接工艺。在这种焊接类型中 在此过程中,没有提供外部热量,并且由于在高压和摩擦力下界面表面的扩散而发生接头形成。在这个过程中,不涉及熔融或塑性状态,因此它被归类为固态焊接过程。 搅拌摩擦焊 (FSW): 原理: 搅拌摩擦焊的工作原理与摩擦焊相同。在这个过程中,摩擦被用来在界面表面产生热量。这种热量开始扩散 在配合面加工。施加在这些配合表面上的高压力会加速金属扩散过程并形成金属对金属接头。这是摩擦焊接的基本原理 .在搅
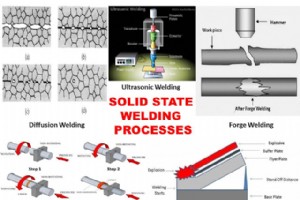
今天我们就来了解一下固态焊接工艺原理、种类、应用、优缺点。固态焊接工艺是那些不施加外部热量并且工件的连接在固态下进行的焊接工艺。在这些焊接过程中,不使用填充金属,并且焊接不涉及母材或填充材料的熔融状态。焊缝的形成是由于分子间扩散过程,工件的界面分子由于施加的压力从高浓度区流向低浓度区。一些方法用于产生热量,从而加速配合表面的扩散过程。这种类型的焊接工艺不会影响母材的机械或物理性能,因此它们广泛用于工业应用。这些是热敏材料的理想连接工艺。 固态焊接工艺: 原理: 金属接合工艺主要分为两类。第一个是液态焊接工艺,在这种工艺中,金属工件被加热到其熔化温度,并且由于熔化的工件凝固在一起而形成金属
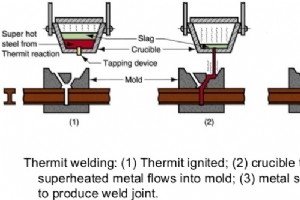
今天我们将了解铝热焊,原理,工作,设备,应用,优缺点。铝热焊是一种液态焊接工艺,其中通过熔化母材或应用液态填充材料形成金属与金属接头。这种焊接进一步分类为化学焊接工艺,因为熔化母材或填充材料所需的热量是通过放热化学反应来实现的。 “铝热剂”一词用于金属铝和氧化铁按 1:3 的比例混合。这一工艺是由 Goldschmidt 于 1898 年发现的。这种焊接主要用于焊接铁路和电连接器。 铝热焊接: 原理: 正如我们所讨论的铝热焊接是一种液态化学焊接工艺,其中接头的形成发生在熔融状态。实际上,它是焊接和铸造的结合 在此过程中,铁水浇注在焊接板上并使其凝固以形成永久牢固的接头。铁的熔融状态在没
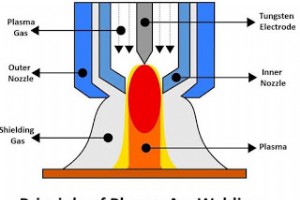
今天我们将通过图表了解等离子弧焊的原理、类型、工作原理、设备、应用、优缺点。等离子弧焊是一种液态焊接工艺,其中金属与金属接头在熔融状态下形成。热电离气体被称为等离子体。这些热电离气体用于加热工作板,并且由于融合而产生接头。此焊接工艺与 TIG 焊接工艺相同,只是使用等离子焊接工件而不是 电弧 .在这种焊接类型中可以使用也可以不使用填充材料 .等离子弧焊的一大优势是,与 TIG 或 MIG 相比,它使用的电流输入更少 产生相同热量的过程。 等离子弧焊: 原理: 热电离气体被称为等离子体。当向任何惰性气体提供足够量的能量时,它的一些电子会从其原子核中挣脱出来,但会随它一起移动。电子离开后,原
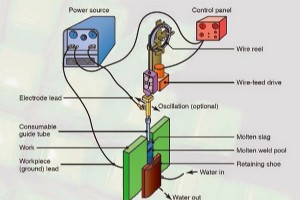
今天我们将通过它的示意图来了解电渣焊接的原理、工作、应用、优缺点。电渣焊是一种非传统的焊接工艺,其中会产生金属熔池。这种方法是电弧焊和电阻焊的结合,因为在开始时,通过在电极和母材之间建立电弧(如电弧焊)产生热量。这种热量导致熔体流动并在电极和基底金属之间形成熔融金属池。现在电流流过这个熔融金属池,并且由于电阻(如电阻焊)而产生热量。由于这个原因,这被称为弧焊和电阻焊的组合。 电渣焊: 电渣焊是一种上坡焊接工艺。上坡焊接工艺是在垂直方向上制作焊接接头并将要焊接的板保持垂直的工艺。这种焊接在单道和多道中完成。在讨论它的工作原理之前,我们应该先了解一下电渣焊机的原理。 原理: 它的工作原理是
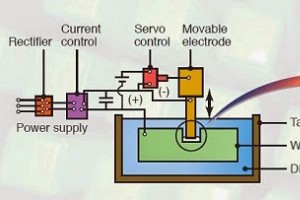
今天我们将通过图表了解放电加工的原理,工作原理,设备,优缺点。该加工过程使用电火花去除金属形式的工件。这种加工与在电火花存在下去除金属毛刺相同。用电火花作为切割工具来切割工件并产生所需的形状。这个过程是通过将高频电流通过电极施加到工件上来完成的。火花产生以非常小的碎屑形式去除金属。该过程在介电流体中完成。 放电加工: 原理: 放电加工工艺的工作原理是产生火花并通过火花腐蚀去除金属。 EDM火花腐蚀与电火花相同,通过它接触的金属片在一块金属上烧出一个小孔。这个过程产生的火花产生热量,通过腐蚀和蒸发去除金属。在这种加工过程中,工件和工具都必须由导电材料制成。 放电加工示意图
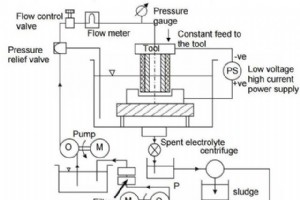
今天我们将通过它的示意图来了解电化学加工的原理、工作原理、设备、应用、优缺点。电化学加工是一种非传统的加工工艺,其中金属通过电化学溶解去除。如今,这种工艺由于其优越的操作性而被广泛应用于许多行业。这个过程可以作为电镀过程的逆过程。 电化学加工 (ECM): 电化学加工原理: 电化学加工根据法拉第电解定律进行,该定律指出,如果将两个电极放置在一个装有导电液体或电解质的容器中,并在它们之间施加高安培直流电压,则金属会从阳极(正极端子)耗尽,并且镀在阴极(负极端子)上。这是电化学加工的基本原理。在此加工过程中,刀具与电池的负极连接(作为阴极),工件与电池的正极连接(作为阳极)。它们都被放置在距离
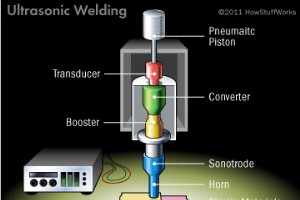
今天我们将通过示意图了解超声波焊接的原理、工作原理、设备的应用、优缺点。超声波焊接是利用超声波或振动产生热量进行焊接的焊接工艺。超声波是指频率高于正常听力范围的振动波。它大约是 20000 到 30000 赫兹。它是一种固态焊接工艺。固态焊接是一种焊接过程,其中不添加外部热量进行焊接。 超声波焊接: 原理: 它是根据超声波能量的基本原理工作的。超声波振动在两个工件的触点之间产生动态剪切应力。由于接触面之间的摩擦产生的局部塑性变形和热量,将在界面处形成接头。 超声波焊接示意图 设备的: 电源: 超声波焊接需要高频高压电源。换能器需要这种功率来产生振动。 换能

今天我们将通过它的图表来了解超声波加工,原理,工作,设备,应用,优缺点。超声波加工是一种非传统的加工工艺,用于加工脆性和硬质材料。这种加工工艺于 1950 年问世,用于精加工 EDM 表面。现在,这种工艺由于成本较低、不产生热量和有效的加工而在许多行业中用于去除金属。 超声波加工: 原理: 它的工作原理与超声波焊接相同。这种加工利用超声波产生低振幅的高频力,作为磨料的驱动力。超声波机产生频率约20000至30000赫兹、振幅约25-50微米的高频振动波。这种对磨粒的高频振动传递包含在磨料浆中。这会导致磨料颗粒的压痕使工件变脆并从接触表面去除金属。 设备的: 电源: 众所周知,这种
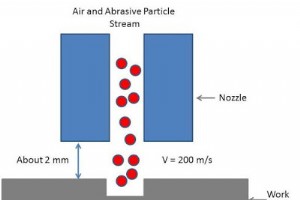
今天我们将通过其示意图了解磨料喷射加工的原理、工作原理、设备、应用、优缺点。磨料喷射加工是一种非传统的加工工艺,主要用于加工硬化金属。在此加工过程中,磨粒的焦点流是高速撞击工件的力。这些高速磨粒通过工件的脆性断裂或腐蚀去除金属。 磨料喷射加工: 原理: 这种加工过程的工作原理是磨料侵蚀。如果高速磨粒撞击坚硬或易碎的工件,它会在撞击表面去除一些金属。这种金属去除过程是由于金属的脆性断裂以及由于磨粒的微切割而发生的。这是磨料射流加工的主要过程。 设备的: 燃气推进系统: 气体推进系统的主要目的是为加工提供清洁干燥的高速空气或气体。气体推进系统中主要使用空气、二氧化碳、氮气
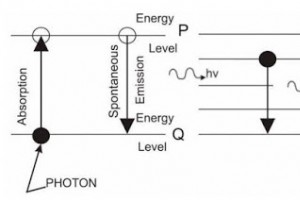
今天我们将通过它的示意图来了解激光束加工的原理、工作原理、设备、应用、优缺点。激光束加工是一种利用激光束产生热量的热加工工艺。在这种加工过程中,金属通过工件表面的金属颗粒的熔化和汽化而被去除。这是一种不使用刀具的非常规加工工艺。它用于加工金属和非金属材料。它主要用于切割和钻孔操作。 激光加工: 原理: 激光这个词代表受激辐射的光放大。当原子吸收能量的电子形成外部源时,处于其原始能级的电子跃迁到更高的能级。这不是原子的稳定状态,因此该电子以光子的形式发射吸收的能量并返回其原始状态。如果一个已经处于较高能级的原子吸收了能量,它会放出双倍的能量回到原来的状态。原子发射的能量与激发能量具有相同的频
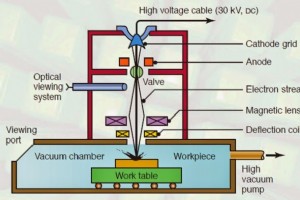
今天我们将通过它的示意图来了解电子束加工的原理、工作原理、设备、应用、优缺点。这是一种不使用物理工具的非传统加工工艺。电子束加工与激光束加工过程相同,除了激光外,高速电子束撞击工件。这将产生高热能并熔化和蒸发工件上的金属。整个过程在真空室中进行。它主要用于钻任何形状的孔。 电子束加工: 原理: 这种加工过程的工作原理是将电子的动能转换为热能。当高速电子撞击工件时,它们会将其动能转化为热能。这种热能用于在接触表面蒸发材料。该过程在真空中进行,否则电子将与空气粒子碰撞并在撞击工作材料之前失去其能量。这是EBM加工的基本原理。 设备的: 电子枪: 被称为电子束加工的心脏。它用于产生电子。它只是一个
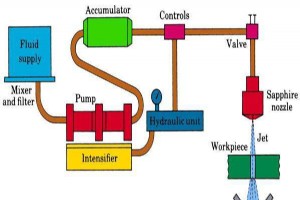
今天我们将通过示意图了解水射流加工和磨料水射流加工的原理、工作原理、设备、应用、优缺点。它是最著名的非传统加工工艺之一,因为它是环保的。它使用水射流作为切割金属的工具。与磨料喷射加工相同 除了工作介质是水。在该加工过程中,高速水射流撞击工件,通过腐蚀从接触表面去除金属。它主要用于加工软材料。用于加工硬质材料,如硬质合金、陶瓷等,在水蒸汽中添加磨粒,提高加工质量。这个过程被称为磨料水射流加工。它主要用于采矿业,航空航天业,用于切割所需的形状。 水射流和磨料水射流加工: 原理: 这个过程基于水侵蚀的基本原理。在此过程中,使用高速浓缩水射流切割金属。它利用水粒子的动能来腐蚀接触面的金属。喷射
制造工艺