
工业4.0先进制造技术信息网站!
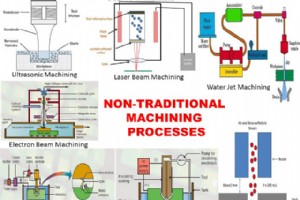
今天我们将了解非传统加工工艺的要求、类型、优缺点。机加工是金属成型和成形的最重要的工序之一。大多数情况下,它用于所有制造过程。在常规加工过程中,刀具 与工件直接接触。传统加工存在许多缺点和局限性,如刀具磨损、无法有效加工复杂表面、表面光洁度较低等。传统加工工艺受到工件硬度的限制。对于通过传统加工来加工硬表面,我们需要一种更硬的刀具材料,这种材料有时不经济,有时又不可用。传统加工的这些限制可以通过非传统加工工艺消除。在这些加工过程中,使用了一些其他非常规能源,如激光、化学、电子、液压能等。 非传统加工工艺: 开发非传统加工工艺的一些主要要求如下。 加工太硬的材料。 形成复杂的零件。 需要更好

今天我要告诉你热加工和冷加工之间的主要区别。它们都是金属成型工艺。当金属的塑性变形是在高于再结晶温度的温度下进行的过程,该过程称为热加工。如果这种变形在再结晶温度以下进行,则该过程称为冷加工。这些过程之间还有许多其他差异,如下所述。 热加工和冷加工的区别: S.No. 冷加工 热加工 1 在低于再结晶温度的温度下进行。 热加工在再结晶温度以上进行。 2. 它是在再结晶温度以下完成的,所以它是通过应变硬化来完成的。 完全消除因塑性变形造成的硬化。 3. 冷加工会降低金属的机械性能,例如伸长率、面积减小和冲击值。 它增加了机械性能。 4. 不发生结晶。 发生结晶。 5. 加工后材料不均
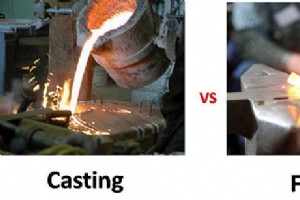
今天我要告诉你锻造与铸造之间的区别。铸造和锻造都是金属成型和成型的工业过程。在不同的条件下使用不同的工艺。铸造和锻造之间的主要区别在于,金属在铸造过程中必须加热并转化为液态,但在锻造过程中,无论是否加热,金属都是通过施加压力而转化为所需的形状。如果金属被预热到锻件,它不会转化为液态。但在区分这两个术语之前;你必须知道什么是铸造,什么是锻造。所以首先我要告诉你这些术语。 锻造与铸造: 什么是强制转换? 铸造是一种工艺,其中金属被加热到熔融阶段,然后将这种液态金属倒入模具或型腔中,使其凝固。这个过程将金属转化为所需的形状。制作复杂的结构很有用。大多数工业结构零件如车床床身、铣床床身为其他机械零件

在本文中,我们将了解在成型过程中需要的沙子的特性。在开始本文之前,我们需要了解成型是在非常高的温度下完成的基本概念。所以基本是成型材料要有高耐火度 .有许多金属和非金属材料可用于模具制造,但沙子是最可用于成型的非金属材料。它具有较高的耐火材料性能,在高温下具有较高的化学稳定性。它很容易获得,便宜并且可以很容易地成型。 您会想到一个问题,即耐火材料是选择沙子的唯一属性。答案是否定的。 沙子还有许多其他基本特性,因此它用于成型。这些在下面给出 砂质: 下面给出了用于造型的基本和主要砂性能。 耐火度: 它是成型材料的基本和最理想的性能。它被定义为一种材料能够承受高温而模具没有任何破裂
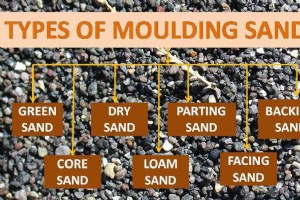
在本文中,我们将了解造型过程中使用的沙子类型。砂主要是用于成型的非金属材料。硅砂具有良好的热熔性和孔隙率,这是模具制造所需要的。它在高温下还具有高强度,这使其成为模具制造中最有用的材料。基本上型砂是二氧化硅与水、粘土和一些粘合剂的混合物。不同的工艺使用不同类型的沙子。 成型过程中使用的沙子类型: 型砂按其用途可分为以下几种。 1.绿沙: 绿砂又称天然砂,是造型中最常用的砂。它基本上是沙子、粘土和水的混合物。绿发的粘土含量约为30%,含水量约为8%。粘土和水用于增加沙子的结合强度。这种砂主要用于铸造黑色金属和有色金属材料。它质地细腻、柔软,孔隙率好。这种沙子很容易以低成本获得。 2
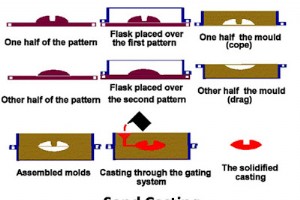
在本文中,我们将了解制造业中使用的铸造类型。铸造是主要用于重工业的主要制造工艺。水轮机外壳、床身、阀壳、水轮机叶片、佩尔顿轮、弗朗西斯转轮等主要机械部件的大部分部件均采用铸件制造。与锻造相比,铸造产品的强度较低,但任何困难的零件都可以用这种技术铸造。 转换类型: 铸造被广泛使用,任何许多不同的形状和材料都可以用它来铸造。有多种铸造方法可用于不同的形状和材料。铸造有以下类型。 砂铸: 广泛用于铸造不同工艺。沙子很容易获得,并且具有较高的食堂性,因此用于铸造。这是通过以下步骤完成的。 使用软件或手动进行设计。 在样板店制作木样。通常将图案分成两半,并可以根据复杂程度相应增加。 将图案

在本文中,我们将了解铸造缺陷的原因和补救措施。缺陷是任何工程过程中的普遍现象。任何过程都有这样的限制,这会导致缺陷。适当的设计和成型可以提供无缺陷的铸件,但由于一些控制限制和人为干扰,通常会出现缺陷。通过适当的工作协助,我们可以最大限度地减少铸造缺陷。一般来说,合适的铸造产品也有一些缺陷,因此铸造行业正在研究以尽量减少这些缺陷。这些铸造缺陷可以通过超声波探伤、射线探伤、磁粉探伤、冲模探伤等无损检测方法来发现。今天我将指出一些常见的铸造缺陷,其原因和补救措施。 引发铸造缺陷的基本条件或铸造缺陷的有利条件是 1.图案设计缺陷2。 3.金属熔化不当。 4.模具缺陷由于成型材料5。 6.模具冷
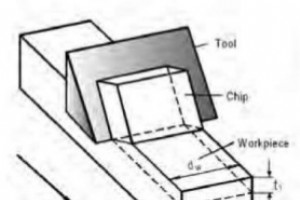
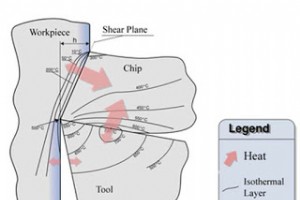
今天我们将讨论正交切割和倾斜切割之间的区别。什么是正交切割?什么是斜切?金属切削或俗称机械加工,是制造业中最常见的现象。每个产品,无论大小,都要经过加工过程才能获得最终产品。所以金属切削的基本类型的知识是最重要的。如果我们谈论金属切削,我们脑海中会出现两个术语正交和倾斜。这两者都是金属切削机构,完全取决于刀具的进给角和切削方向。 正交切削是一种金属切削,其中楔形刀具的切削刃垂直于刀具运动方向。在这种切削中,切削刃比切削宽度宽。这种切割也称为二维切割,因为切割过程中产生的力可以绘制在平面上,也可以用二维坐标表示。 正交切割 斜切是另一种切削方式,其中楔形刀具的切削刃与刀具运
今天我们将讨论刀具磨损,是机制,类型,主要集中在后刀面磨损,月牙洼磨损和刀尖磨损。刀具磨损的常见现象是金属切削。在讨论工具磨损之前,我们应该了解工具如何失效。切削工具因以下三种情况而失效。 1.工具因过度冲击和外力而损坏。2。工具磨损是由于塑性变形或工具物理状态的化学变化3.逐渐磨损,如侧面磨损、月牙洼磨损等。 前两种磨损断裂磨损和塑性变形磨损对机器和工件都非常有害。因此应利用有利的条件,采取较高的安全系数,将其彻底消除。 渐磨损不能完全消除,但可以减少。今天我们将讨论这种磨损的原因,机制,类型如后刀面磨损,月牙洼磨损,鼻部磨损,有利条件等。通常工具由硬脆材料制成。它通过塑性变形切割材

今天我们将讨论什么是夹具和夹具,工作,优点以及它们之间的区别。在首先讨论它之前,您应该了解夹具和夹具的概念。我们知道,机械加工是使用工具将移动或静止的工件去除金属的过程。这个过程是在某种机械加工上完成的,比如车床、铣削、钻孔等。当工件更小更简单时,它可以很容易地安装在机器上,我们不需要任何其他机构来固定工件(夹具的概念) 并引导工具(夹具的概念)。但在某些情况下,当工件较重且加工过程困难时,会使用一些外部机构将工件固定在机器上并引导刀具,以便对工件进行精确加工。这些设备被称为夹具和固定装置。 夹具和夹具是用于精确制造重复和可互换零件的生产工具。它们经过特殊设计,可以相同地加工或组装大量组件

今天我们将了解焊接缺陷、其类型、原因、测试和补救措施。缺陷是任何制造过程中的普遍现象。这是由于一些过程限制和一些人类行为。形成无缺陷的焊接接头是不可能的,但通过采取一些预防措施可以在一定程度上减少它。今天我们将了解所有类型的焊接缺陷。 焊接缺陷类型: 焊接后发现一些缺陷,使接头强度变弱。这种缺陷称为焊接缺陷。下面给出一些焊接缺陷。 孔隙度: 是普通型。在这种缺陷中,焊接区存在气泡或气体。焊缝区气泡的分布是随机的。由焊接区域熔化过程中释放的气体引起的孔隙,但在凝固过程中被捕获,焊接过程中的化学反应或污染物。这种缺陷可以通过适当的选择或电极、填充材料、改进焊接工艺、在焊接准备过程中更加注意焊接
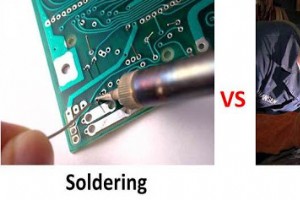
今天我要告诉你焊接和焊接之间的主要区别。焊接和锡焊都是金属连接工艺,但根据它们的用途,它们彼此不同。基本上焊接用于制造可以承受所有机械应力和载荷的接头。它在金属之间形成非常牢固的结合。另一方面,焊接用于将电容器,电阻器等小型电气元件连接到电子面板。焊接的主要功能是在金属之间形成一个能够承受所有电气负载的强电连接。 另请阅读:焊接和钎焊的区别 这些过程可以在以下方面进行区分。 锡焊和焊接的区别: S.No. 焊接 焊接 1. 用于机械行业,如汽车、航空航天等。 用于电气行业。 2. 在焊接中,两个工件被熔化在一起形成一个机械接头。有时会使用填充材料来制作接头。 在焊接
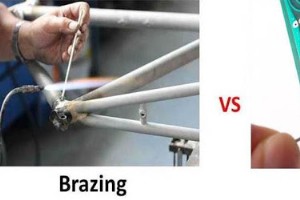
锡焊和钎焊都是在不同连接条件下使用的金属连接工艺。这些工艺更容易区分,因为这两种工艺都使用填充材料并且在临界温度下完成。今天我将告诉您焊接和钎焊之间的区别,以便您可以清楚地了解这些工艺。钎焊和钎焊之间的基本和主要区别在于,钎焊用于在金属之间形成能够承受所有电负载的电气牢固连接,而钎焊用于制造能够承受所有机械负载和应力的机械坚固连接。这些过程可以在以下方面有所区别。 S。没有。 焊接 钎焊 1. 用于电气行业将电容、电阻、电线等连接到电子版上。 用于机械工业连接不同金属。 2. 焊接在低于 200 C 的温度下完成。 钎焊在高于 450C 但低于金属临界温度的温度下进行。 3.
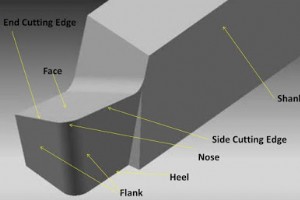
今天我们将讨论单点切削刀具几何形状以及如何指定它。单点切削刀具广泛用于金属切削行业以形成所需的形状。它用于车床和成型机加工,用于执行车削、端面、倒角、镗孔等操作。该刀具具有单个切削点,通过摩擦工件来切割工件。今天我们将学习这个工具的几何形状,并进一步讨论如何指定它。 单点切割工具: 单点切削刀具由后刀面、端面、切削刃、刀尖、齿条角、后角、切削刃角等组成。所有这些部分都控制着刀具的切削条件、刀具寿命和切削速度。这些部分描述如下。 单点切削刀具的几何形状和刀具角度: 1. 小腿: 该工具的主体称为刀柄。它是由刀架夹持的工具的后部。 2. 人脸: 切削后切屑通过的顶面刀具称为端面。它是与切削刃

今天我们将了解弧焊工艺及其类型。电弧焊是著名的焊接类型之一 在工业工作中用于连接金属。它是一种熔焊,其中金属熔化在一起形成接头。熔化工件所需的能量由电弧吸收,因此称为电弧焊。电弧焊的主要优点之一是它可以很容易地产生焊接所需的高温。焊接温度约为摄氏6k至7k。它使用和不使用填充材料。 弧焊工艺类型: 主要有六种工艺。这些如下。 1.碳弧焊: 在这种焊接中,碳棒用作电极来焊接接头。它是最古老的电弧焊。这种焊接需要低电压和高电流来产生电弧。有时会在两个碳电极之间产生电弧,称为双碳弧焊。 2.金属电弧焊: 在这种电弧焊接过程中,金属电极用于焊接。该电极可根据需要为消耗品或非消耗品。消

今天我们将了解成型机零件及其工作原理。它通常用于生产平面、凹槽、槽等。工件由成型机中的可调节刀架固定。 单点切割工具 在往复运动中摩擦工件并以切屑的形式从工件上切下不需要的金属。它由许多重要的部分组成,它们可以正常工作。它们是柱塞、工作台、拍板箱、工具头、立柱、横轨、行程调整、工作台支架、底座等。成型机工作在提供工具往复运动的快速返回单曲柄机构上。 成型机:主要部件和工作 整形机零件: 它由以下部分组成。 图片来源:http://sosteneslekule.blogspot.in/2015/12/principle-parts-of- shaper-machine.html 1.
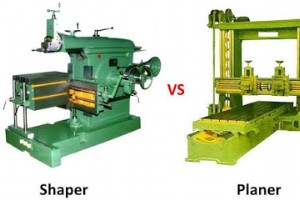
当我们谈论 shaper 之间的区别时 和刨床,我们想到一件事,两者都是同一台机器的不同名称,但事实并非如此。整形器和平面器都用于制作平面、切槽和凹槽,也用于制作凹凸几何形状,但它们之间存在一些关键差异。 整形机和刨床之间的基本和主要区别在于,在整形机中,工件固定在工作台上,而工具在往复运动中摩擦工件并切割不需要的金属。用于小尺寸工件。但在刨床中,机床就像静止的物体,工件在上面移动。它用于大尺寸工件。还有许多其他差异,如下所述。 图片来源:http://www.sugunaindustries.in/planner-machine.html 整形器和刨子的区别: S.No. 整形 刨床
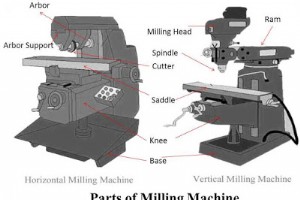
今天我们将了解铣床零件及其工作原理。铣床用于通过旋转刀具加工金属工件。铣刀通常用于垂直于刀具轴线切削金属。铣床在工业中用于形成各种类型的零件,因为它可以加工所有形状和尺寸的工件。它用于切割槽、凹槽和钻孔,并执行所有操作,如塑造工件。 铣床的基本零件有底座、立柱、心轴、膝部、鞍座、工作台、悬臂、升降螺杆、滑枕等。这些零件负责铣床的正常工作。 铣床:零件和加工 铣床是一种用于加工不对称工作的机械机器。广泛用于工具和模具制造行业。它是一种多功能机器。可进行车削、端面、钻孔、整形、切槽等所有操作。 铣床零件: 机械行业使用的铣床主要有两种类型。第一个是卧式铣床,另一个是立式铣床。这些机器
今天我们将讨论锤子的类型。锤子广泛用于机械工业中,通过冲击力驱动任何薄金属部件,如钉子等。它是一种用于产生突然的尖锐力的工具,进一步用于驱动钉子,从工件中去除不需要的金属部件,也用于锻造以形成平坦表面。在我们的日常生活中,锤子也用于在墙壁或木制工件等上打钉子。 锤子由两个主要部分组成。第一个是手柄,另一个是头部,它是一个垂直于手柄轴线安装的重金属片。机械工业中有许多不同类型的锤子用于不同的用途。现在我们将讨论它。 锤子的类型: 锤子是一种手动工具,用于产生突然的冲击力。锤子的冲击力取决于锤子的大小和形状以及驱动它的功率。锤子根据其形状和大小可分为多种类型,但主要只有两种锤子类型。 A. 手

今天我们将了解金属工件加工中使用的铣床类型。在我的上一篇文章中,我们了解了铣床及其主要部件 我们知道铣床是最通用的机器之一,可以对不对称工件进行任何加工操作。它主要用于模具制造。由于其多功能性,它是可用的铣床可用各种类型和尺寸。这些在下面描述。 铣床类型: 机械工业中使用了各种铣床。这些在下面描述。 1.立柱膝式铣床: 它是非常常见的铣床类型。在这台机器中,一个垂直柱连接到床身上,它由所有用于旋转膝盖和鞍座的齿轮传动装置组成。膝部位于基座上,可为工件提供垂直运动或上下移动。鞍座附在膝盖的上部,可以横向移动。工作台放置在可以通过使用爬升螺栓固定工件的上方。 立式铣床: In 是膝立柱
制造工艺





