
工业4.0先进制造技术信息网站!

用天然有机或无机资源制造产品的可行性取决于科学的进步,并因人类需求而加速。然而,根据客户的要求,将原材料轻松、高效、富有成效、经济且符合人体工程学地转化为有用的产品,依赖于技术的发展以及管理和规划的帮助。虽然在单一产品中满足所有要求并不总是可行的,但为了在竞争激烈的市场中维持生存,成功的公司总是试图在不增加产品价格或牺牲其他必要品质的情况下尽可能多地将功能整合到单一产品中. 不断提升产量以在全球化市场上取得新的壮举,是机械工程师面临的最大挑战。每个转换过程都包含大量步骤,同时还需要其他领域的帮助。因此,出现了三个术语——生产、制造和机械加工,有时可以互换使用;但是它们并不完全相同。让我们看看
机加工或金属切削是一种减材制造工艺,其中使用切削工具从预成型坯料中以切屑的形式逐渐去除多余的材料,以赋予预期的形状、尺寸和表面光洁度。为了连续去除(剪断)材料层,锋利的刀具是必不可少的。在加工过程中,基于预期特征的几何形状和选定的操作,在特定方向上提供工件和切削工具之间的相对运动。因此,刀具通过其尖端压缩一层薄薄的材料,然后将其剪掉。由于整个材料的剪切作用是由该刀具实现的,所以它的几何形状、方位和材料是影响整个加工性能的三个关键因素。 刀具几何结构包含什么? 刀具几何处理直接影响加工能力和性能的切削刀具的各种几何特征。每种加工操作都有一个基本的刀具形状;然而,许多几何特征可能在一定限度内变

制造是生产中的一个关键步骤,它实际上通过增加大量价值将原材料或废料转化为所需的产品。存在多种制造工艺以满足以广泛方式处理各种材料的需求。对具有更好表面质量和更多内置功能的小型化产品的需求不断增长,为制造业的快速发展铺平了道路,因此各种复杂的工艺已经发展,可以有效地处理材料以更好地满足当今的市场需求。制造业的范围也逐渐扩大,涵盖了从古老的工业部门到先进的产品或服务公司的广阔领域,以充分满足他们的需求。 各种支持者试图以系统的方式对所有制造过程进行分类;然而,在许多情况下,这种分类未能明确包含新开发的流程。综合考虑所有相关流程,制造可分为以下五类: 铸造工艺: 在这里,原材料被熔化以倒入预先建
制造是生产系统中的关键步骤,通过增加足够的价值将原材料和废料转化为有用的产品。但是,并非所有实物产品都以相同的方式生产。因此,存在几种制造工艺以制造由不同材料制成并具有不同特征的不同物体。此类制造工艺包括铸造、连接、成型或金属加工、机加工或金属切割、热处理、涂层和着色、快速成型和粉末冶金。它们各自在适用的工件材料、产品形状和尺寸、特征类型、部件尺寸、尺寸精度、公差等级等方面具有不同的能力。 什么是加入? 接合是用于将两个或多个实体部件或结构组装在一起的制造工艺之一。它可用于永久或临时连接任何类型的工程材料,如金属、陶瓷、塑料和复合材料。为了满足以多种方式连接多种材料的需要,存在多种连接工艺
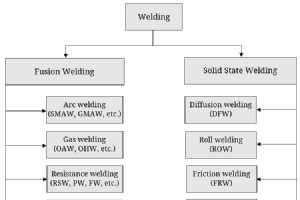
连接两个或多个组件的要求是制造过程中固有的。存在多种连接技术以多种方式组装多种材料。这些过程中的一些提供永久接头,而其他过程提供临时接头。与铆接、耦合和粘接一样,焊接也是一种永久性连接工艺。根据定义,焊接是一种连接工艺,通过该工艺可以通过聚结形成永久连接两个或多个固体部件,无论是否施加外部压力、热量和填充金属。因此,为了通过焊接连接,热量和压力都不是强制性的;事实上,它们是交替应用的。所以在一些焊接过程中会施加外部热量;而在其他过程中施加外部压力。在此基础上,焊接工艺大致可分为熔焊和固态焊接两大类。 在所有从外部源施加足够热量以使基础部件的接合面熔化或熔化以形成焊道的焊接工艺中,称为熔焊工艺

在制造或机械工程的背景下,机器、机床和切削工具这三个术语具有不同的含义。基本上,机器是任何可以减少人力完成任务的设备。根据正式定义,机器 是一组机械装置,它们以这样的方式聚集在一起,使其可以通过利用电力、机械、液压和/或气动动力来执行某些操作。所以机器主要是动力驱动的,往往会提供机械优势(MA),这样它就可以减少人为干预来执行任务。 机器与机床有何不同? 在制造业,特别是在机械加工或金属切削领域,机器与机床并不完全相同。如果一台机器具有很少的特性,则可以将其称为机床。当机器具有以下特性时,称为机床。值得一提的是,必须同时满足五个条件才能将机器称为机床。 必须是动力驱动的(人工操作的机器不

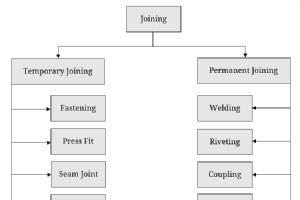
连接是制造的一个组成部分,因为它有助于轻松、高效和经济地生产复杂形状的零件。连接的基本目的是将两个或多个实体组件组装在一起,使其可以形成一个单元并随后可以执行预期的功能。为了达到这个目的,许多加入过程已经发展到各个时代,可以以不同的方式加入结构成员。广义上,此类工艺可分为临时和永久接合工艺。临时接头允许在不破坏连接部件的情况下拆卸连接部件;同时,永久性接头不允许在不破坏它们的情况下轻松拆卸连接的组件。 焊接接头和铆钉接头都被认为是永久接头;但它们的接合技术、接合特性以及应用领域各不相同。根据定义,焊接 是一种永久性连接工艺,通过该工艺,无论是否施加热量、压力和填充材料,都可以通过聚结形成将两
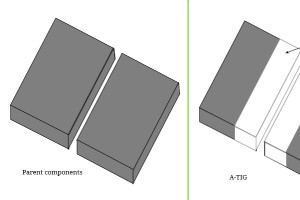
钨极惰性气体 (TIG) 焊接是一种流行的基于电弧的焊接工艺,其中电弧在非消耗性钨电极和工件之间构成。在使用或不使用填充金属的情况下,有效且永久地连接金属部件是一种可靠且经济的工艺。除了能够产生良好的接头外,出色的焊道外观使该工艺在从结构到航空航天领域的各种应用中都非常受欢迎。尽管有许多优点,但它受到最大可实现穿透深度的限制。利用最佳参数集和所有有利条件,它可以在单次通过中获取最大高达 3.5 毫米的穿透。因此,连接较厚的组件需要边缘准备和多次通过,这很耗时,因此会影响整体生产率。 钨极惰性气体 (TIG) 焊接的变体 有限的熔深激发了对该主题的研究兴趣,结果是出现了几种 TIG 焊接变体

焊接是一种古老的连接工艺,可以有效且经济地永久组装两个或多个结构构件。存在各种各样的焊接工艺,它们可以以多种方式连接各种材料的结构。气体钨极电弧焊 (GTAW),通常称为钨极惰性气体 (TIG) 焊接,是一种熔焊工艺,其中金属可以通过聚结或焊缝形成连接,这是由于母部件的接合表面的融合。电弧在电极和导电母金属之间构成,用于加热和熔化。 由于过去几十年的广泛发展,TIG 焊接已成为一种有前途且可靠的焊接技术,用于永久连接两个或多个金属部件。它可以在自生模式下执行;然而,填充材料也可以在需要时应用(同质和异质模式都是可能的)。焊缝华丽的外观、更高的电弧效率、更少的缺陷机会和最低的飞溅水平使该工艺成

焊接与紧固一起广泛用于各种工业和家庭组装目的。焊接是一种连接工艺,通过该工艺,两个或多个固体部件可以通过聚结形成永久连接,无论是否使用填充金属、热量和压力。随着焊接技术的发展,如今它已基本取代了包括铆接在内的其他永久性连接技术。焊接可用于高效和经济地连接金属、塑料、陶瓷和复合材料。如果以最佳参数组正确执行,它可以产生与母部件强度相似的牢固可靠的接头。焊接工艺种类繁多,大致可分为熔焊和固态焊接。 熔焊工艺是通过加热使母材的接合面熔合,形成聚结,从而实现接合的工艺;然而,在固态焊接工艺中没有这样的熔化讨论。所有的电弧焊、气焊、电阻焊和高能焊工艺基本上都是熔合工艺。 弧焊 ,通过在它们之间提供足够

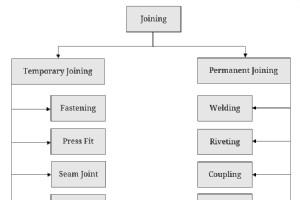
连接是制造的重要组成部分,因为它有助于轻松经济地生产复杂形状的物体。根据定义,连接是一种制造过程,通过该过程可以将两个或多个实体组件组装在一起以获得单个单元。像往常一样,存在大量的连接工艺,以便以多种方式组装各种材料,这些材料有望用于不同的功能。其中一些连接工艺可以永久组装组件;而其他人可以临时组装。因此,接合工艺大致可分为两类——临时接合工艺和永久接合工艺。 临时加入流程 所有这些连接过程都可以轻松拆卸连接的组件而不会破坏它们。它有助于在需要时组装和拆卸固体结构,而不会损坏它们。所有紧固件基本上都提供临时接头。这种连接有利于检查、维护和维修目的,因为接头可以很容易地拆卸而不会损坏零件。然而
制造的主要目标是通过增加大量价值将原材料或废料转化为所需的消费品。这种转换可能并不总是在一个步骤中实现,并且通常需要多个步骤,其中每个步骤将某些功能合并到产品中。存在各种制造工艺,包括铸造、成型、连接、机加工和表面加工等老化油工艺,以及快速成型和粉末冶金等新开发的工艺。这些过程中的每一个在功能、可行特征、工作材料、表面质量等方面都有不同的能力。因此,连接是一种用于组装实体部件的制造过程。 什么是加入?为什么需要它? 连接是每个制造过程的重要组成部分,因为它有助于轻松、高效和经济地制造产品。复杂形状的物体或高质量的物体不能直接通过铸造生产。出于研究目的或原型开发,可以采用昂贵的铸造方法(如熔

焊接是一种流行的连接工艺,几乎取代了包括铆接在内的其他永久性连接工艺。在过去的几十年中,焊接技术的深入发展使其成为金属结构、塑料甚至陶瓷连接的突出选择。根据定义,焊接是一种连接工艺,可以通过聚结形成永久连接两个或多个组件,无论是否应用额外的填充材料、热量和压力。存在各种各样的此类工艺以满足以不同方式组装不同材料的需要。此类工艺可分为电弧焊、气焊、电阻焊、固态焊和高能焊。这些组中的每一个又有几个过程。 MIG和TIG焊是两种不同的电弧焊工艺。 弧焊 ,在母材和电极之间产生电弧。该电弧是熔化贱金属接合面以形成聚结的主要热源。由于母材需要熔合才能实现连接,所以所有的弧焊工艺基本上都是熔焊。有几种电

焊接是一种流行的连接技术,可以将两种或多种材料永久连接在一起,无论是否施加热量、压力和填充材料。熔焊是一组焊接工艺,其中母部件的接合面通过加热熔融以形成聚结。电弧焊是最流行的熔焊工艺,在存在足够电位差的情况下,通过在两个电极之间构成的电弧施加热量。存在不同的弧焊工艺以不同的方式连接各种材料。气体保护金属电弧焊 (GMAW) 和气体保护钨极电弧焊 (GTAW) 就是这两种具有某些独特优势的电弧焊工艺。 气体保护金属电弧焊 (GMAW) 是一种经济的连接工艺,其中通过消耗电极和导电母金属之间的电弧熔化接合表面和填充金属而形成聚结。由于电极是消耗品,因此它通过机械化送丝机以恒定速率连续送入。因

焊接是一种可以有效且经济地永久组装两个或多个金属或非金属零件的连接工艺。随着多年来的广泛发展,大量此类工艺已经发展,以满足以无数方式连接大量材料的需要。气体保护金属电弧焊 (GMAW) 是一种这样的工艺,其中金属材料通过在电极和工件之间建立的电弧熔化部件的接合表面来永久连接。消耗电极,以小直径线的形式,以预定的速率连续进给,以沉积必要的填充金属以填充根部间隙。 为了稳定电弧并保护该电弧下方的热熔融金属池免受氧化和其他污染,使用适当的保护气体来保护或覆盖该电弧周围的整个焊接区域。这种保护气体可以是化学惰性的,也可以通过积极参与焊接过程来提供许多相关特性。因此,GMAW 可分为两类——金属活

通过铸造制造具有良好表面光洁度的复杂成型产品并不总是可行和经济的。可以对铸件进行各种二次加工,最终生产出所需的物体。此类操作包括连接(如焊接)、材料去除或机加工、热处理或性能改变、着色和涂层等。材料去除过程基本上是从工件表面去除材料以提供预期的尺寸和公差。存在大量此类工艺以满足以各种方式处理各种材料的需要并在不同级别完成它们的表面。其中,传统的加工工艺既古老又可靠;然而,各种磨料切割工艺和所谓的非传统加工(NTM)工艺也可以提供类似的设施。 根据定义,机加工或金属切削 是一种二次制造工艺,通过该工艺,材料以碎片的形式从预制坯料中逐层去除,以获得所需的形状、尺寸和光洁度。为了满足这一需求,

机加工或金属切削是一种制造工艺,通过该工艺从预成型坯料中逐渐去除多余的材料,以提供所需的形状、尺寸和光洁度。它是一种减材制造工艺,主要用于提高尺寸精度和公差水平。为了以多种方式高效、经济地加工各种材料,存在各种加工工艺,每种加工工艺在材料去除率 (MRR)、加工精度、特征尺寸、可行特征、可行材料、加工成本等方面具有不同的能力。这些工艺大致可分为三类——传统加工、磨料切削和非传统加工(NTM)工艺。 传统的加工工艺使用楔形切削工具(或刀具) 以切屑的形式逐渐从工件上去除多余的材料。此类工艺包括车、螺纹、端面、钻孔、攻丝、镗、铣、整形、刨、铰、滚花等。金属刀具在早期较为突出;但现在很多非金属

加工或金属切削是一种减材制造工艺,主要用于从工件上去除不需要的材料,以提高尺寸精度和公差。多年来,已经发展了多种加工工艺,以无数种方式有效地加工更多种类的材料。广义上,此类工艺可分为传统加工工艺、磨料精加工工艺和非传统加工 (NTM) 工艺。根据定义,传统机加工是一种制造工艺,通过该工艺,使用楔形切削工具以切屑形式从预成型坯料上剪下多余材料,以提供预期的形状、尺寸和光洁度。车削、螺纹加工、端面加工、定心、钻孔、镗孔、铰孔、攻丝、整形、开槽、刨削、铣削、拉削、滚齿等都是常规加工操作的例子。 因此,车削和铣削都是常规的加工操作;然而,它们中的每一个都具有不同的能力,因此适用于通过从工件上去除
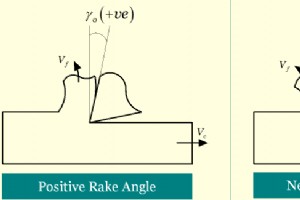
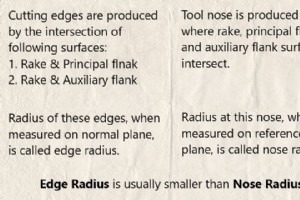
机加工是一种减材制造工艺,通过该工艺以切屑的形式从预制坯料中去除多余的材料,以提高尺寸精度和公差。楔形切割工具(或刀具)用于逐层材料的逐渐剪切。几何形状、方向和材料是影响加工能力和产品质量的三个最重要的因素。刀具几何形状包含切削刃和相关表面的关键特征。它包括但不限于不同方向的前角、不同方向的后角、刀刃半径、切削刃的方向、刀尖半径等。不同的刀具指定系统以标准方式显示这些特征。 刀具的前角基本上表示前刀面的倾斜度。由于前刀面是排屑面,所以前角也表示切屑流向(正交切削)。这是一个关键参数,因为它直接或间接影响剪切变形、切屑流向、切削力、功耗、切削加工性等。根据定义,前角 是刀具前刀面和参考平面之间
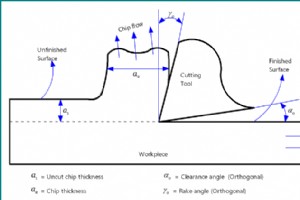
执行传统的机加工或金属切削操作以逐渐从工件上去除多余的材料层,以赋予预期的形状、尺寸和光洁度。借助称为刀具或切削工具的小型设备实现材料去除。在加工过程中,刀具和工件在各种布置的帮助下刚性地安装在机床上。刀具和工件之间的相对速度也需要连续剪切材料,这通过切削速度、进给量和切削深度来赋予。切刀实际上压缩了一层薄薄的材料,并以芯片的形式逐渐将其去除。适当的几何形状,包括锋利的切削刃和兼容的材料,对于不间断和有效地去除材料也是必不可少的。 刀具的几何形状表示各种刀具点表面的倾斜度或方向。刀具由三个刀尖面组成——前刀面、主后刀面和副后刀面。各种角度用于指示这些表面在不同方向上的倾斜度。还存在一些国
工业技术





