工业4.0先进制造技术信息网站!
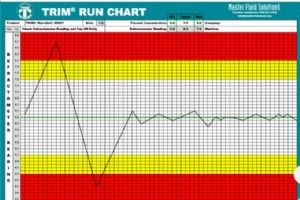
浓度控制或缺乏浓度控制是大多数金属加工液问题的主要原因。每种水可稀释流体都设计为在特定浓度范围内运行。如果液体高于设计范围,您可能会看到更多的皮炎、残留物和过量液体使用问题。当运行低于设计范围时,经常会观察到腐蚀、工具和油底壳寿命问题。实现良好的浓度控制是用户可以做的主要事情之一,以确保其冷却剂管理计划的成功并控制与金属加工液相关的成本。 “使用过的”切削液的浓度是多少以及如何测量它是分析化学家和该行业的现场服务人员大量讨论的主题。真实的答案是,对于任何给定的工作溶液,可能至少有两种不同的浓度。对于典型应用中典型流体的日常管理,一种浓度“足够好”。第二个是流体供应商的分析实验室进入使用过的工

随着制造商寻找提高效率的方法,协作机器人或协作机器人正在成为完成更多工作的流行方式。以下是一些公司使用协作机器人帮助他们提高工作效率的三种方式。 几十年来,随着公司寻求最大限度地提高效率并更快地创造更多产品,机器人一直是制造设施的一个特点。 现在,那些机器人正从笼子里挣脱出来,开始与我们一起在工厂车间工作。 协作机器人,或简称协作机器人,旨在靠近人类工人操作。这些小巧轻便的设备旨在灵活并能够执行复杂的任务,但与汽车制造厂中以极快的速度工作的大型机器人不同,协作机器人速度缓慢且有条不紊。他们的优势之一是能够执行细致的、重复性的任务,让人类员工能够专注于创造客户和业务价值。 协作机器

L.S. 精密手动工具产品经理 Tim Cucchi斯塔瑞特公司 精度并不总是与测量相关联。事实上,在文明之初,人类就开始使用身体的部分来估计尺寸,大约在公元前 6000 年。从这些测量中,出现了英寸、手、跨度、英尺、肘、年和英寻——第一个测量标准。当然,过去的工具对精度要求不高,因为大多数产品都是手动和定制的,因此以一种或另一种方式进行的几分之一英寸对令人满意的操作几乎没有影响。 然而,今天的大规模生产需要精确测量,因为任何产品中的零件都必须统一才能互换。伊莱·惠特尼首先构思了通过可互换零件进行大规模生产的基本理念,只有通过改进的测量方法和机械驱动的机器才能使大规模生产成为可能。 19

新时代对刀具制造商提出了新的要求。仅仅提供工具并协助其应用(包括规划加工操作)是不够的——现代金属加工行业需要虚拟的非材料解决方案,这将成为未来产品线的基本特征。 制造业数字化是当今现实的明显趋势,是“第四次工业革命”——工业4.0标准的实施所激发的明显技术突破之一。变革之风甚至已经改变了一个相对保守的工业部门:金属加工。随着机械加工仍然是金属加工技术中必不可少的方法,为这种方法提供工具的切削工具制造面临着满足新要求的必要性。因此,指定工具的信息应该以相同的方式统一和数字化。信息互操作性是确保当今和未来智能制造流程的不同组件之间进行相关数据交换的关键。 ISO 13399 标准规定了切削刀具
您无需费力就能找到人工智能 (AI) 如何影响人们日常生活的示例。可以在数字助理(例如亚马逊的 Alexa 和苹果的 Siri)中看到计算机可以模拟智能行为的证据,这些数字助理最近在全球各地的家庭中涌现。您还可以在谷歌翻译等服务和微软软件等产品的呼叫中心看到它,在这些产品中,人工智能驱动的“聊天机器人”会迎接人们并处理他们的问题。现在上路的新一代自动驾驶汽车也使用人工智能。人工智能也在工业生产过程中迅速起飞,尤其是在一般制造业中。虽然机器人和制造业自动化并不是什么新鲜事物,但新一代机器人与前代机器人的不同之处在于,它们开始独立思考、决策和学习,无需进一步编程。 今天使用的典型工业机器人被编程
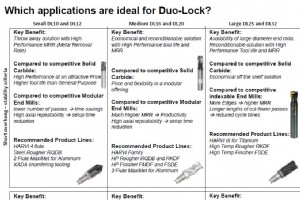
Duo-Lock 是 Haimer 和 Kennametal 合作的最新技术。它是唯一具有整体硬质合金立铣刀性能的模块化系统。 Duo-Lock 有什么区别? 具有竞争力的模块化铣刀无法达到整体硬质合金立铣刀的水平。 Duo-Lock 是唯一能够以高达 50% 的径向啮合进行 1 x D 全槽铣削和/或 1.5 x D 侧铣的模块化系统。相比之下,已知的竞争对手可以提供高达 0.7 x D 的粗加工切削长度,少数能够提供 1.2 x D 的精加工。 Duo-Lock 标准刀片具有 1.5 x D 长的切削刃,用于粗加工和精加工。 为什么耦合如此优越? Duo-Lock 结合了一

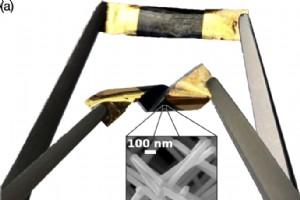
OSG EXOCARB® WXS® 立铣刀系列为深腔加工提供可靠的替代方案 Magnus Hoyer,OSG 德国 许多挑战,例如排屑差、振动、颤振、刀具不稳定和刀具寿命差,通常与深腔加工有关。在深度应用中,工件的侧壁成为正确去除切屑的障碍。切屑疏散只会使刀具前进到的零件越深。此外,由于高轮廓和窄幅环境,刀架和适配器可能与工件发生碰撞。使用标准切削刀具时,切削刃与工件完全啮合,从而产生横向切削力,从而引发振动、颤动,从而导致刀具失效。电火花加工(EDM)通常被用作深腔加工的替代方法,但它非常耗时且成本高。 Meissner AG 是一家德国原型、生产工具和模具制造商,在生产需要处理紧凑型

如果您想知道为什么您的机器没有达到您需要的生产力,那么可能是时候评估您的刀柄了。仅靠工具不是答案。 没有权利 工具架,您将每天,每天都在进行一场艰苦的战斗。刀具寿命会很短,生产力会受到影响,最糟糕的是,您将无法制造出高质量的零件。无论您操作的是基本的 3 轴加工中心,还是加工能力比车间中所有其他 CNC 机床加起来都更强大的 9 轴多任务器,正确的刀柄技术都是必不可少的。 刀柄已经发展,因此有机会通过更好地了解设置刀具以实现最大平衡、旋转和精度的价值来发展您的加工生产。 保持静止和离线预设的重要性 但是“正确”是什么意思呢? 刀柄如何提高产量或零件质量?答案取决于工具以及该工具的

从加工车间到工具和模具制造商,表面磨削是一项重要的加工技术,无论您生产什么产品。 无论是用来修整冲头、磨锐切削工具还是为夹具精确成型工具钢,每个车间都至少有一台平面磨床。也许您有一个包含所有花里胡哨的全自动模型。或者,也许您正在使用 70 年代的二手磨床……无论哪种方式,如果没有这些急需的机器,就不可能执行许多日常商店任务。 然而,尽管他们很熟悉,但您确定您正在充分利用这个机械车间伙伴吗?以下是关于如何充分利用表面磨削操作的入门指南。 了解砂轮应用 让我们从砂轮开始:存在令人眼花缭乱的各种砂砾、磨料、粘合机制和形状,有些商店可能会选择通用砂轮,而不是研究多种组合中的哪一种最适合特定应
低效的磨削操作损害了底线。了解如何以及在何处可以使您的磨削操作顺利进行,从而最大限度地减少时间和材料。 在您的加工和制造过程中,您可能听说过类似的话:磨削是一门黑色艺术。无论设备、车轮或流体有多好,都需要一定的“魔法”才能产生预期的结果。多年来,技术和技术发生了很大变化,因此磨削不再被认为是一种执行良好的魔术。但研磨的某些方面仍需要研究、智能规划和老式的反复试验才能达到成品和交付目标。 不幸的是,不可预测的研磨过程会影响车间的其他部分。由于研磨通常是发货前的最后一道工序,研磨部门的积压会影响整体产量。这里的报废零件意味着争先恐后地进行车削和铣削更换。而且由于数控磨床是车间里最昂贵的机床
制造业需求开始从历史低点反弹。你准备好了吗?急剧变化的就业形势可能会挑战公司在近期和长期内重新考虑其劳动力。以下是一些需要考虑的问题。 当 COVID-19 大流行到来时,美国经济几乎陷入停顿。制造业公司受到的打击最为严重,主要是因为供应链疲软导致产品需求枯竭,而且该行业的许多工人从事无法远程完成的工作。 企业别无选择,只能减产裁员。 现在,有反弹的早期迹象。衡量制造业数据趋势的咨询公司 Gardner Intelligence 在其 6 月的报告中表示,“与 5 月相比,越来越多的制造商经历了恶化的状况,而越来越多的制造商经历了不变或改善的状况。” 更有希望的消息:根据美国劳工统
这可能不是首要考虑因素,但加工车间和中型制造商必须考虑 IT/OT 网络安全,尤其是在制造军事和国防零件方面。规定在这里。你准备好了吗? 购买最新的机械和工具技术(例如 5 轴机床)、雇用和指导学徒和新机械师、制造零件并及时掌握维护计划是否足够?随着车间员工现在使用智能传感器和更多基于互联网的基础设施,大多数商店的机器和控制室内部和周围都有大量技术。 安全管理现在是一个真正的问题,它包括管理所有系统和员工行为。对于那些为国防工业制造零件的商店来说,安全是最重要的合规问题,会对业务产生真正的影响。 “今天的实际情况是,中小型制造商满负荷运转,订单不断涌入,最大的问题是寻找和留住人才——这
山特维克可乐满的 PrimeTurning™ 方法被称为“全方位”金属切削方法,它似乎颠覆了金属去除率,并可能使切屑堵塞过时。 车削加工是一个不言自明的过程——将演示车床中的刀具沿直线路径从 A 点移动到 B 点,然后再次重复该过程。没有噱头,没有疯狂的特殊技术。也就是说,直到最近。 山特维克可乐满的最新创新技术称为 PrimeTurning™(该方法预计将在 2018 年年中完成专利)颠覆了传统车削实践,让用户不仅可以正向切削,还可以反向切削并远离夹头.更重要的是,该方法使用的刀具刀片可以沿 X 轴的中心线“向上”或“向下”切割。 对于几十年来一直沿用相同方式的制造商来说,最初掌握
现在可能是时候使用更好的工件夹头、上颚或快速更换系统为自己提供更准确和可重复的抓握了。这是你应该知道的。 所以你买了一台新的数控车床,想充分利用它?或者,也许您有一台较旧的机器并且对设置时间的长度一直不满意?无论哪种情况,都可能是时候看看您的工件夹具了。 几乎所有 CNC 车床都配备的液压卡盘有点像在跑车上安装基本的轮胎和轮辋——它们可能会让你在城里转悠,但如果你想跑得快,你最好升级一下。 那么,当机器上的夹头似乎做得很好时,为什么还要购买新的夹头呢?原因有很多,包括低于一流的可重复性和跳动以及无法夹紧精密零件。但最大的原因是设置时间:即使是最快的机械师也需要大约 10 分钟来更换和重新

您的车间需要多长时间才能在 CNC 车床或加工中心上完成一项典型工作?几个小时?半班或更多班次怎么样?以下是实现 15 分钟这个不那么神奇的数字的三种方法,这是所有商店都应该努力实现的目标。 一刻钟。有些人会争辩说,这就是建立重复工作所需要的全部,他们会建议一些商店甚至在原始零件上也能做到这一点。 不幸的是,没有足够的制造商得到消息。 在 Google 上快速搜索“减少设置时间 CNC”,您会看到 20 年前或更长时间的文章,其中大部分都在宣传我们将在此处讨论的相同工具。 虽然自那个看似古老的时代以来,技术已经取得了巨大的进步,虽然快速更换工具和离线预调系统的成本已经下降,但

随着汽车行业转向新技术和制造工艺,行业供应商必须适应这些需求。以下是来自六家领先公司的建议,旨在帮助汽车 OEM 及其二级供应商优化运营并降低整体汽车生产成本。 长期以来,汽车制造商一直是制造业变革的主要驱动力,但这种变革的步伐即将变得更快。 在电池驱动的汽车和卡车、越来越轻的部件和不可避免的自动驾驶汽车兴起之间,很明显,原始设备制造商和一级供应商如果要在未来几年发展和竞争,就必须变得更具适应性。 以下是六家领先的工业供应商关于商店如何做到这一点的一些建议: 美国海默 Haimer USA 总裁 Brendt Holden 强调汽车客户的“设置的一致性”。这首先要平衡主轴速度大
如果您正在努力跟上当今计算机辅助设计和计算机辅助制造方面的创新步伐,这里有一份行业专家的指南,可帮助您梳理细节。 您是否因为 CAM 或 CAD/CAM 系统过时而无法承担新工作,或者您听说事情可以更快、更高效(但可能需要您不确定能否负担得起的投资)? 然而,更大的问题可能是:你能负担得起吗? 也许您的商店购买了一个 CAM 软件包来帮助对其第一台加工中心进行编程,但现在该软件已经有 10 年历史了。也许您尝试过的编程系统比您愿意承认的要多。或者你可能还在手工编程。 CAD/CAM 系统如何帮助您的制造 投资或升级到现代 CAM 系统或扩展到具有集成 CAM 功能的成熟 CAD 软
了解最流行和最有效的方法和工具,以最大限度地提高您车间的线程操作。 线程是一项艰巨的工作。切削力高、公差小且刀具磨损快,因此选择最好的螺纹刀具始终是最佳实践。然而,一个同样重要的最佳实践是在“正确的”应用程序中使用正确的线程制作方法和“正确的”工具。了解什么是正确 对于线程,需要对实际中的线程有一个更好的了解。 以下是三个最流行的选项——攻丝、单点和螺纹铣削,以及在这些特定应用中使用的方法或工具的关键技术建议——以及关于如何避免使您的螺纹加工工作以尽可能高的水平执行的建议. 高性能螺纹加工:丝锥和模具 只要人们一直在制造线程,他们就一直在使用丝锥和模具来切割它们。虽然模具几乎已经取代
从延长刀具寿命到采用获得专利的金属去除率刀具和技术,切屑减薄是当今金属加工中最大限度提高机器生产率的核心。 只要机械师站在手动铣床前,他们就知道随着切削宽度的减小,切削力也会减小。主轴变得更安静;把手更容易转动。然而,在没有同时增加进给率的情况下过于轻视切削,刀具寿命会因为立铣刀自身摩擦而受到影响,并且变得像旧黄油刀一样钝。了解如何利用当今的技术利用芯片减薄来发挥您的优势。无论是径向或轴向切屑减薄——还是摆线刀具路径——都在刀具和技术上。 径向切屑减薄和面铣的进给率:算算 径向切屑变薄,只要径向刀具啮合低于刀具直径的 50%,就会发生这种情况,它在 CNC 加工中心上与在手动膝上铣刀上
制造趋势——例如某些行业领域的软化或增长、3D 打印等技术的使用或近净形制造等工艺——都对切削工具产品的开发产生直接影响。作为领先的刀具制造商,我们不仅努力跟上行业的自然发展步伐,而且在刀具开发和性能方面树立新标准。 领先的工业人员配备服务提供商 Aerotek 最近发布了第二份年度“制造业机会”清单,其中包括美国制造业就业快速增长的 10 大行业。位居榜首的是油气田机械设备,其 2015-2016 年的就业增长率为 7%,这与我们的石油和天然气客户最近的活动增加相吻合,他们对我们的专利长臂 Steadyline® 壳磨机支架表现出越来越大的兴趣。这些工具擅长处理难以进入的加工区域,例如大型
工业技术