工业4.0先进制造技术信息网站!

什么是节拍时间,什么是周期时间?它们在哪里相交?我们深入研究这两个经常令人困惑的制造主题的细微差别。 无论是烘烤蛋糕所需的时间长短,还是汽车轮胎中的空气量,历史表明没有人可以争论测量的重要性。例如,美国工程师和统计学家 W. Edwards Deming 曾经说过:“没有数据,你只是另一个有意见的人。”大约一个世纪前,因在跨大西洋电缆上的工作而被称为开尔文勋爵的物理学家威廉·汤姆森(William Thomson)说了同样的话:“测量就是知道。”管理顾问彼得·德鲁克 (Peter Drucker) 的著名建议是:“如果无法衡量,就无法改进。” 定义制造时间:节拍时间和周期时间 这些陈
耐热超合金和钛等金属可能非常困难,但通过正确的加工方法和指导,刀具夹持和刀片选择,机器操作员可以克服问题领域。 从人体中的可植入关节到石油工业中海洋设施的大型部件,再到航空航天中的发动机涡轮,耐热超合金和其他合金在主要制造领域经常使用。但它们可能很难加工。 如果目标是在最短的时间内以最高质量制造零件,那么了解要使用的工具类型至关重要。没有人想烧坏工具或导致生产延误,因为超致密的硬金属会加速机器运转,但切割速度非常慢或不准确。了解机器的能力也很重要——了解最适合坚硬材料的工具也很重要。 “HRSA 的主要应用是用于飞机和发电的热区涡轮机部件——叶片、叶盘、支架、阀门和歧管等部件,其中大
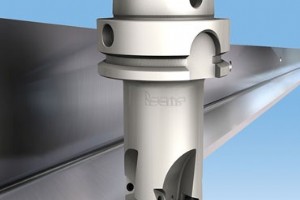
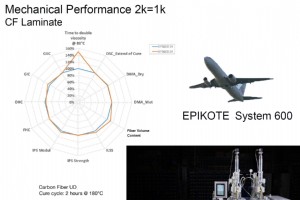
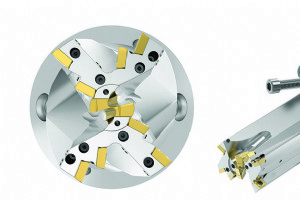
全球制造商和技术人员不断寻求生产改进并研究不同种类材料的使用,以使其产品对市场更具吸引力。为了在瞬息万变的世界中实现这些目标,所有相关人员都需要更加灵活并愿意接受变化。越来越多的非金属材料的使用现在正在迅速增加,许多以前被认为是更传统的材料领域现在是由非金属材料制造的。复合材料和CFRP(碳纤维增强塑料)的使用现在比较普遍,这些材料的市场份额不断增长。作为金属切削行业的领先公司之一,ISCAR确保其多产的研发部门不断创新和开发一系列先进的切削工具,这些工具专为 CFRP 和复合材料的高效工作而设计。这些先进的产品为我们的客户提供了与这些具有挑战性的材料相关的非常有效的制造解决方案。 在过

夹持扭矩:这是衡量刀架有效性的正确方法吗?: 2 部分系列的第 1 部分 机械加工行业普遍认为,夹持扭矩是说明刀具在刀柄中的安全性的唯一因素。理论上,扭矩越高,工具拉出的可能性就越小。但是,夹持扭矩的大小真的是保证工具安全性和最终生产力的唯一指标吗? 在一系列文章中,我们将分析夹持扭矩作为测量工具的有效性,它在实际应用中如何工作(或不工作),研究摩擦配合和其他夹持工具的方法,并提出一种更好的评估工具的方法留存率。 什么是夹持扭矩? 夹持扭矩是被夹持物体上的夹持力的大小。在制造中,它经常被用作区分夹持系统的一种手段。理论上,夹持扭矩规格越高,工具拉出的可能性就越小。在许多情况下

诺顿应用工程师 David Goetz |圣戈班磨料 今天,许多制造商在其工艺的某个地方使用磨料。事实上,如果没有磨料,我们的飞机就不会飞,我们的汽车也不会开车,而且这样的例子还在继续。无论是制造精密轴承、在工地上敲焊缝、磨削曲轴,还是抛光用于制造家用电器的注塑模具,磨料无处不在,而最常用的磨料产品之一就是砂轮! 磨料:历史视角 磨料,即使是最原始的形式,只要人类一直在制造东西,就已经存在了! 使用一块石头塑造另一块石头可以追溯到石器时代 7000 年前,中国人用碎贝壳粘在羊皮纸上进行抛光 使用磨石碾碎粮食的历史可以追溯到公元前 200 年。 在 10 世纪,磨石被用于制造剑、盾、犁和
喋喋不休是否会降低您商店的生产力?我们与专家讨论了一种将机加工零件制造中的振动降至最低的新方法,这意味着您可以以更快的速度和更少的浪费将更多的零件推向市场。 过度的加工振动,也称为颤振,是所有高效金属加工操作的敌人。 不需要的震动——对应于工件和切削工具之间的相对运动——会给你的工具和机器造成过度磨损,并且它增加了加工过程生产不符合正确零件规格的产品的机会,Tony 说Schmitz,田纳西大学诺克斯维尔分校机械、航空航天和生物医学工程教授。 在过去的两年里,Schmitz 和他的同事、制造业资深人士 Dave Barton 与橡树岭国家实验室的工程师团队合作推出了一种工具,该工

钛用于汽车市场吗? 它是,虽然我看到它更多地用于汽车行业的售后市场、赛车或高性能领域,以及摩托车与典型的汽车生产。我在高输出发动机领域看到它,例如气门机构组件,即气门、气门弹簧、气门弹簧固定器、摇臂、腕销和连杆。钛也用于其他需要高强度和轻质的赛车应用。 在高性能应用中使用钛有哪些优势? 任何时候你可以在不牺牲力量的情况下减轻体重,你就会获得表现。性能可以提高 MPG、增加有效载荷容量或减少赛车中的单圈或运行时间。有报告显示每 100 磅。在减重方面,您可以将 MPG 提高 1-2%。在高性能发动机应用中,您拥有的旋转质量越少,为了产生匹敌的马力所产生的寄生损失就越少。 它在一般汽车
一位出人意料但经验丰富的金属加工专家的访问带来了切实的刀具质量和铣削改进,并为 Lakes Precision 减少了 33,000 美元的年度成本。阅读方法。 威斯康星州奥奈达县的三湖周围环绕着更多的湖泊,而不仅仅是其名称中的三个。在诺斯伍兹的这个度假区投掷飞盘,它可能会被弄湿。 三湖成立于 1881 年,在满足更大的地方和企业的需求方面有着悠久的历史。在正式成为城镇之前,该地区是伐木公司的所在地,这些伐木公司提供木材以帮助 1871 年大火后重建芝加哥。 全球线材加工和线材工具供应商 如今,三湖是全球线材加工行业易腐工具的所在地:Lakes Precision。 26年来,公司一
努力用“我们如何才能做得更好?”来取代您的机械车间“我们一直都是这样做的”的心态。越来越多的竞争对手和同行也面临着人员不足和更新制造技术的专业知识以及缺乏资金来支付培训和新设备的问题。 美国国家标准与技术研究院 (NIST) 可以通过其制造扩展合作伙伴 (MEP) 计划帮助应对第一个挑战,该计划是一个支持中小型制造商的全国行业专家网络。 您所在州的 MEP 中心可以让您与任意数量的区域办事处取得联系,这些办事处能够提供技术专长、培训建议、精益制造咨询服务和其他资源。一旦公司开始使用此类服务来更新其制造技术和实践,随之而来的收入增长通常会开始缓解现金困境。 “打破现状是一项艰巨的工作

原型设计是一个显而易见的过程,也是任何设计周期的第一步。确保您的零件以某种方式感觉,适合装配,或在极端条件下保持稳定。在制造技术方面,3D 打印原型仍然是王道。 3D 打印最初的唯一目的是创建快速原型。自发明以来的几十年里,该技术已在从牙科矫正器制造到喷气发动机零件生产的方方面面得到应用。然而,即使在今天,就该技术的应用而言,没有什么比 3D 打印原型更受欢迎了。 在早期,由于成本高昂,3D 打印主要由大公司使用,但如今可访问性有所改善,各种规模的企业都可以使用该技术来 3D 打印原型等等。 3D 打印原型有哪些优势? 缩短周转时间 传统的制造工艺适用于大规模制造,但对于小批量生产来说

高进给铣削具有许多优势,包括帮助您提高金属去除率和延长刀具寿命。以下是有关可以提高加工中心产量的切削策略的更多信息。 随着加工变得更加复杂,行业参与者寻找解决方案来帮助他们在竞争激烈的市场中获得优势,高进给铣削正在成为一种流行的加工方法。 高进给铣削允许以比传统方法更快的速度进行加工。通过更浅的切深和比平时更高的进给率,您可以提高金属去除率,并最终延长刀具寿命。 高金属去除率使高进给铣削成为快速粗加工各种工件的高效且经济高效的方法。 其他高进给铣削优势包括: 生产比传统 90 度和 45 度刀具更薄的切屑。这导致更高的金属去除率和缩短的循环时间。 通过使用高进给 (10-25
需要一种策略来帮助证明或捍卫您的加工和制造培训预算?最近的一次 Tooling U-SME 网络研讨会向您展示了投资回报率指标如何成为员工学习计划中最具战略意义的商业方法。 当高管们需要从预算中削减资金时,培训往往是最后进入剪辑室的第一件事。但不一定是这样。 Tooling U-SME 的学习和绩效改进主管 John Hindman 表示,关键是要知道如何合法地证明培训可以获得的投资回报或“ROI”。 复杂吗?这不完全是,但确实需要适当的时间来发现和报告结果。它还需要利益相关者的支持和支持。 Hindman 在最近的 Better MRO 网络研讨会“学习学习的投资回报率”中详细解释了所
在 COVID-19 危机之后,制造公司在重新开工和提高产量时经历了什么?以下是您需要了解的关于在“新常态”条件下重返工作岗位的信息。 对于一家更习惯于以 200 英里/小时左右的速度运行的公司来说,在 COVID-19 大流行期间使运营适应新的工作限制的深思熟虑的过程对 Joe Gibbs Racing 来说是一种新的挑战。 “3 月 16 日星期一,我们接到电话,我们需要在家中继续工作,”位于北卡罗来纳州亨特斯维尔的顶级 NASCAR 赛车队的技术赞助和营销总监 Mark Bringle 说。 直到 5 月初,北卡罗来纳州的第一阶段开放并且 NASCAR 开始获得比赛批准,每位员
即使拥有完美的技术和高端的机器,机械师也必须处理毛刺。您应该使用 CNC 机床还是手动去毛刺工具更划算? 无论金属去除过程多么高效,无论刀具多么锋利和维护良好,毛刺都是加工寿命的一个事实。问题是:应该在哪里以及如何去除这些毛刺? 机器和机器人去毛刺比手动刮削或锉削更快、更准确,但可以提出强有力的论据,即使用昂贵的数控车床或加工中心进行此类工作是一种浪费,尤其是当机器操作员有时间在他或她的时候用手去毛刺零件。 Vargus Ltd. 的 Shaviv 全球产品经理 Zvika Pilosof 表示:“没有任何加工工艺是完美的,因此总是需要对狭窄的角落和其他难以触及的区域进行手动去毛刺。

夹持扭矩:错误问题的答案。 2 部分系列的第 2 部分 (请参阅夹持扭矩:这是测量工具/刀架有效性的正确方法吗?)。 随着金属加工机器的发展,变得越来越快,对我们所谓的“工具安全”的追求也在继续。随着新型刀柄的使用,夹持扭矩仍然是判断和比较不同方法以保持工具就位以获得最佳生产率的首选方法。 侧锁式立铣刀夹头 Sidelock 夹头是一种早期(近 100 年前)的解决方案,用于确保工具的安全性。该接口包括拧紧支架侧面的螺钉以及工具侧面的接地平面。虽然刀具安全得到保证,但形状配合解决方案会产生许多其他问题,使其成为现代加工方法不太理想的系统。 首先,通过固定螺钉进行单侧夹紧的
在金属加工方面,提高生产率、延长刀具寿命和更好的光洁度等优势对于获得竞争优势至关重要。这就是为什么 TuffCut® XT 立铣刀系列是机械车间如此引人注目的选择。我们与 M.A. Ford® 讨论了他们立铣刀生产线的开发。 在当今的制造环境中,保持竞争优势至关重要。这样做意味着了解最新的行业硬件、工具和技术,以最大限度地提高您获得长期成功的机会。 一些制造企业可能依靠快速降低成本来度过难关,但这种做法可能只意味着短期内的小额节省。 例如,一些商店关注工具的美元成本,假设看起来相似的工具性能相同。然而,实际上,与劣质产品相比,更可靠、更耐用且更适合您的加工需求的工具可以在更短的时间内

为汽车行业增加电动汽车产量提供复杂零件的制造商迫切需要能够在紧迫的时间表内交付比以往更大量的瑞士加工产品的专用切削工具。这种挑战不会让京瓷的 EZ-Bar 感到困扰。 据这家日本企业集团精密工具集团的工程师介绍,该微型棒系统精确且易于调节,可处理从镗孔到内轮廓、小直径切槽和小直径端面切槽的任务。 虽然 EZ-Bar 和其他微杆系统被用于从医疗设备到航空航天等行业,但在快速转型的汽车行业中,对此类创新的需求尤其强烈。 21st 上的电动汽车 世纪高速公路的结构和机械需求与主导市场长达一个多世纪的内燃机驱动的汽车截然不同。 京瓷的 EZ-Bar “对于电动汽车,大型组件更少,小型组件
使用最基本的生产率衡量标准(肯纳金属工程师 Danny Davis 称之为“计算立方英寸”或去除金属立方英寸的立方英寸),该工具制造商的新型 FBX 钻头、Harvi Ultra 8X 可转位螺旋立铣刀和 Harvi III 整体硬质合金螺旋端铣刀每个工厂的性能都远远优于他们替换的旧型号。 使用它们来制造从起落架支柱到喷气涡轮叶片和襟翼轨道等飞机零件的航空航天客户的期望不会少。 然而,工具包组合在一起提供了更多的市场冲击力,为机械车间提供了提高生产力、缩短周期时间和延长工具寿命的灵活性,即使他们正在应对旧设备或功能较弱的设备或狭小的工作空间的限制. 从本质上讲,这是派出一个标记队而不是

当时是铣削需要多种工具才能完成工作。现在,Kennametal 带有方头和球头立铣刀的新型 HARVI I TE 系列正在设定新的性能标准。以下是您需要了解的有关新工具的信息。 Kennametal 最新推出的 HARVI I TE 系列高性能整体立铣刀对重视生产力、刀具寿命和多功能性的机械师来说是一大优势。 HARVI I TE 是一款四刃整体硬质合金立铣刀,专为多功能性和高生产率粗加工和精加工操作而设计。最近添加的球头版本非常适合任何高效的 3D 操作。 这些刀具采用全新的设计,通过最大限度地去除各种材料(包括钢、不锈钢、高温合金和铸铁)的金属去除率来降低加工成本。 改变游戏规
机床主轴是您车间中最关键的设备之一。这就是为什么您要让它们尽可能长时间地运行而不会出现故障。以下三个方面需要重点关注,以确保您不会因昂贵的主轴维修和不必要的停机时间而烦恼。 机床主轴是任何机械车间设置的重要组成部分,并决定了您生产的零件的质量。它们也是您机加工车间整体生产力和效率不可或缺的一部分。 不幸的是,机床主轴也容易损坏。随着主轴变得更加先进,结合了更复杂的功能并以更高的速度工作,它们的维修成本也变得更加昂贵。一次不可预见的崩溃或编程错误,您可能会面临数周的停机时间和昂贵的维修费用。 那么可以做些什么来缓解最常见的主轴故障原因呢?最近一篇关于 CNC 机床主轴维护的 Bett
工业技术