工业4.0先进制造技术信息网站!
激光切割 是一种使用激光切割材料的过程,并通过最常见的光学器件引导高功率激光的输出来工作。 激光切割 通常用于工业生产应用。然而,它正逐渐被小型企业、学校和业余爱好者使用。 [激光光学] 和 CNC(计算机数控)是习惯于直接引导织物或产生的光束的单元。用于切割材料的商用光学微波激射器需要运动系统来遵循要切割到材料中的图案的 CNC 或 G 代码。中心光束对准织物,然后熔化、燃烧、蒸发掉,或者被一股气体吹走,形成具有高质量表面末端的边缘。工业用光学激光切割机用于切割平板材料和结构材料和管道材料。 激光切割的准确性如何?使用光学激光切割的切割宽度通常很小,但零.001 英寸和尺寸精度

精密加工是一种生产精密部件的方法,这些部件需要作为机械的独立部件或部件。这些组件必须以良好的精度进行加工,以适应其特定操作并匹配它们安装的机器或系统。许多替代原材料可用于精密加工以制造所需的最终产品。我们将详细介绍精密加工过程中使用的7种常见原材料。 1.不锈钢 不锈钢因其强度和耐腐蚀性能而成为精密加工的常用材料。不锈钢具有真空密封焊接的优点。但是,有多种不锈钢可以进行不同的处理。不锈钢是一种用途广泛的金属。价格、可用性和可加工性将取决于合金或等级。 2.铝 铝具有重量轻、加工简单、无磁性、耐腐蚀和便宜等特点。此外,铝已成为一个不错的选择。但是,铝焊接必须由良好的机加工车间处

随着技术的进步、高速、高精度,CNC加工 逐渐成为加工业的主流。工件加工难度和精度的提高,不仅带动了加工工艺的变革,也带动了切削液的普及和快速发展。在使用切削液的过程中,要根据工件的性能选择合适的切削液。同时,为了提高工件表面精度、切削液和机床性能,应定期对切削液进行维护或更换。优质切削液对加工工艺的影响非常重要。 高品质切削液提高切削效率 高速加工现在意味着大进给率和更高的主轴转速。提高单位进给量意味着加工负荷的增加,这就要求加工液具有更强的加工(润滑)能力和冷却能力,从而减少切削过程中的发热和工件变形,减少切削过程中所需的能量。切割过程。这可能需要高压和高流量冷却剂泵

四种标准螺纹,公制、英尺、模数和直径控制,可在数控车床上车削。无论车削哪个螺纹,车床主轴和数控刀片都需要相互保持严格的运动关系:即主轴每转一圈,数控刀片要对称地移动一个导程间距。以下是基于对各类线程的分析,以增强对各类线程的把握,便于对各类线程进行更强的处理。 普通线程规格分析 CNC车床加工对普通螺纹有多种规格要求。普通线程加工所需规格的计算分析主要包括以下两个层次: 1.螺纹加工前钢件直径根据螺纹加工牙型的收缩情况,螺纹加工前工件直径为D/D-0.1p,即螺纹大径减小0.1螺距,根据材料的小变形潜力,通常比螺纹大径小0.1~0.5。 2、螺纹加工进给增加螺纹的切削量

如何生产薄壁CNC加工零件 ?应考虑装夹、切削、参数对零件内应力的影响,切削时切削力和切削热对零件结构的影响。如何保证零件精度和表面质量,我们来看看薄壁零件加工的三个技巧。 薄壁零件加工指南和技巧:切削刀具、刀具路径等的选择 刀具的选择 选择更合理的刀具可以直接提高生产效率。铝合金材料的切削加工不需要高切削刀具材料。一般可以使用硬质合金铣刀,涂层可以使用无涂层或金刚石涂层。在粗加工中,由于不需要考虑精度和质量的问题,金属材料可以最大程度的高效切削。因此可选择大直径刀具,减少走刀次数,缩短走刀时间。 另外,在粗加工时,尽量选择密集齿轮刀具代替稀疏齿轮刀具,这样可以提高每

丝锥作为加工内螺纹的常用工具,可分为螺旋槽丝锥、螺旋尖头丝锥、管丝锥、成型丝锥等。丝锥也是螺纹加工中使用的主要工具。那么如何选择螺纹丝锥呢?让我们来看看不同类型的丝锥材料和涂层。 如何选择螺纹丝锥-攻丝工具的不同材料和涂层 水龙头材料 水龙头高度依赖于材料。选用好的材料可以进一步优化丝锥的结构参数,使其适用于高效、要求更高的工况,同时也具有更高的使用寿命。目前,大型水龙头厂家都有自己的材料工厂或材料配方。同时,由于钴资源和价格等问题,也推出了新型无钴高性能高速钢。 1.工具钢:多用于手切牙丝锥,目前不常见。 2、无钴高速钢:目前广泛用作丝锥材料,如M2(W6Mo5Cr4

丝锥是加工各种中、小型内螺纹的工具。它结构简单,使用方便。它可以手动操作,也可以在机床上操作。然后在螺纹攻丝的过程中 ,可能会出现什么问题,如何查找原因和解决方法? 螺纹攻牙过程中出现的问题、原因及解决方法或纠正提示 丝锥断牙 – 原因:丝锥前角过大;丝锥各齿切削厚度过大,丝锥淬火硬度过高。因为用了这么久,水龙头磨损比较大。 – 解决方法:适当减小水龙头的前角;适当延长切削锥的长度;适当降低硬度,尽快更换水龙头。 水龙头坏了 – 原因:螺纹底孔直径太小,造成排屑不畅造成的排屑;因钻孔深度不足、切削速度太高或攻丝速度太快而无法攻丝螺纹时;螺纹底孔的尺寸与攻丝用的丝

深孔加工是一种以专门为现有应用而设计的刀具为主的加工领域。深孔加工涉及许多不同的行业。深孔加工与其他孔加工方法有什么区别?孔加工存在哪些难点,如何改进工艺? 深孔加工的特点 与一般零件加工相比,深孔加工具有以下工艺特点: 1)深孔零件质量要求高,尺寸精度在it6~it12范围内,表面粗糙度r在25~0.2um范围内。形位精度、加工硬化层、残余应力、表面物理机械性能均要求较高。 2)深孔零件内表面的加工是在半封闭状态下进行的,所以操作者不能直接观察刀具的切削情况。此外,容屑空间小,切削热不易扩散,排屑、冷却、润滑困难。 3)加工系统刚性较弱(尤其是刀具系统刚性),误差反映比
线切割加工或线切割加工通常是指线放电加工。其基本工作原理是利用连续移动的细金属丝(称为电极丝)作为电极,通过脉冲火花放电对金属进行蚀刻和切割。 电火花线切割的优缺点是什么 ?数控线材电火花加工过程包括哪些步骤? 线切割的优势 – 适用范围广:无论材料的厚度和硬度,均可加工。只要是导电材料,就可以从薄板加工到硬质合金,无论材料的厚度、尺寸、硬度如何。 – 可加工复杂形状:除直线切割外,还可切割成圆弧,加工复杂形状,如直线与圆弧的组合。也可以分别移动上下金属丝进行锥度加工。 – 精度高:线切割精度可与磨床媲美(0.005 mm单位)。 – 无毛刺:无需去毛刺,无需排屑带等
在许多工业应用中,不锈钢可以提供出色的耐腐蚀性,这就是不锈钢不生锈的原因 .除了机械故障外,不锈钢腐蚀的一种严重形式是局部腐蚀。这些由局部腐蚀引起的失效案例几乎占总数的一半。事实上,通过合理的选材可以避免很多故障。不锈钢常见的腐蚀类型有哪些?下面我们来了解一下不同不锈钢牌号的耐腐蚀性能。 不锈钢腐蚀的种类 – 应力腐蚀开裂:是一个总称,是指受力合金在腐蚀环境中由于严重的裂纹扩展而相互失效。应力腐蚀开裂具有脆性断裂形态,但也可能发生在高韧性材料中。应力腐蚀开裂的必要条件是存在拉应力(残余应力、外加应力或两者兼有)和特定的腐蚀介质。图案的形成和扩展大致垂直于拉应力的方向。引起

模具的性能会受到热处理技术的影响,因为热处理可以增加模具钢的韧性,从而大大提高模具的寿命。 热作模具的工作条件非常苛刻和复杂,因为它们都需要与被加热的钢坯或液态金属直接接触,并且在整个过程中反复加热和冷却。同时,还有冲击载荷的影响。因此,对热模钢的性能要求极为严格,才能满足热模的使用。我们可以通过热处理和表面处理技术提高模具的性能指标,从而促进模具使用寿命的提高。 什么是热处理? 热处理是一种金属热处理工艺。是指对固态的材料进行加热、保温、冷却等手段,以获得所需的结构和性能。 金属热处理是机械制造中的重要工序之一。 与其他工艺相比,热处理一般不会改变工件的形状和整体化学成分。 热处理是

当人们谈论金属铸造 过程 ,最常听到的词是“砂铸 ”和“永久模铸造 “。它们也是重要的铸造方法,但它们的应用领域却大相径庭。你有兴趣花五分钟了解它吗?本文将用尽可能简单的术语,在最短的时间内为您介绍它们的区别。 什么是永久模铸造? 金属型铸造,又称硬模铸造,是将液态金属倒入金属模具中,获得铸件的一种铸造方法。 模具由金属制成,可以多次使用(数百到数千次)。金属型铸造可以生产的铸件在重量和形状上是有限的。例如,黑色金属只能是形状简单的铸件;铸件不能太重。而且铸件的壁厚也有限制,较小的铸件不能铸成薄壁厚。 什么是砂型铸造? 砂型铸造是指在砂型中生产铸件的一种铸造方法。 钢

有人喜欢可乐,有人喜欢可口可乐,有人喜欢百事可乐,但你知道可乐罐是怎么生产出来的吗? 冲压 是机械加工行业最典型的制造工艺,你知道吗?本文将用最简单的话,让你5分钟了解易拉罐的制作流程。 什么是冲压? 冲压是通过压力机和模具对板材、带材、管材和型材施加外力,使其产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的一种成型加工方法。 车身、底盘、油箱、汽车散热器片、锅炉汽包、容器外壳、电机、电器铁芯硅钢片等全部冲压成型。在仪器仪表、家用电器、自行车、办公机械、生活用具等产品中也有大量的冲压件。 按烫印温度分为热烫和冷烫 .前者适用于变形抗力高、塑性较差的钣金加工;后者在室

铸锻的概念 铸造的概念 铸造是指将液态金属倒入一定形状的铸造型腔中,经冷却凝固后,最终得到零件的过程。 锻造的概念 锻造 是指利用锻压机对金属坯料施加压力,使金属发生塑性变形,最终获得具有一定尺寸、形状和力学性能的锻件的过程。锻造是锻压和冲压两大组成部分之一。 铸锻件的分类 铸件的分类 铸造有两种主要类型:砂型铸造和特殊铸造。 砂型铸造是指用砂作为铸造材料,包括湿砂、干砂和化学硬化砂,但并不是所有的砂都可以用于铸造。 砂型铸造的优点是成本较低,因为模具中使用的砂可以重复使用。 砂型铸造的缺点是模具制作费时,模具本身不能重复使用,必须销毁才能获得成品。 特种铸造可分

压铸和冲压都是成型工艺,它们的区别可以从以下几个方面来区分: 成型方式不同 冲压模具一般属于剪切成型,它使用压力机对原材料进行压制和剪切。压铸模具属于成型模具,在模具型腔内充满金属液,在冷却过程中缓慢加压成型。 操作对象不同 冲压模具为固态金属,压铸模具为液态金属。 操作对象规格不同 冲压模具成型的产品零件尺寸一般较小,而使用压铸模具可以生产较大的产品零件。 制作成本不同 压铸模具生产需要额外的加工,如抛光、镀铬等。因此,生产成本高于冲压模具冲压产品。 更具体的介绍可以在下面找到: 压铸与冲压的内涵 压铸的内涵 压铸是一种金属铸造工艺,它使用模具型

CNC加工在CNC设备中占有很高的地位。许多零件加工企业使用CNC加工中心。那么CNC加工可以生产哪些类型的零件呢?本文将分析CNC加工的优势,为您解答CNC加工零件的种类。 CNC加工的优势: CNC可自动加工 CNC加工通常是指由计算机数控控制的精密加工。 因此,可以通过数控机床的程序指令进行控制,整个加工过程将根据程序指令自动进行。机床自动化程度高的另一个好处是工人的劳动强度大大降低。 如今,许多 CNC 机床可以在整个加工周期中无人值守地运行,从而使操作员腾出时间来完成其他任务。这对 CNC 用户有几个附带好处,包括减少操作员疲劳、减少人为错误导致的错误,以及每个

3D 打印 似乎已经淡出了人们的视线。由于3D打印材料的限制以及无法批量生产相同的产品,3D打印被认为更适合零件的定制加工。 但由于3D打印技术的不断更新,3D打印在工业领域的零部件制造领域有了更多的可能——比如“FDM 3D打印 “。这项技术的不断改进,使得人们现在可以通过FDM批量完成金属制品的生产。 什么是 FDM 3D 打印? FDM 金属成型技术是在金属注射成型 (MIM) 技术的基础上发展起来的。 MIM是将塑料注射成型技术引入粉末冶金领域形成的一种全新的零部件加工技术。 金属注射成型的基本工艺步骤是:首先选择复合MIM所需的金属粉末和粘结剂,然后用适当的方法将粉末和

在轮胎的生产中,轮胎模具是最重要的零部件之一。轮胎模具表面质量的好坏直接影响轮胎的外观、生产效率和使用寿命。做好表面处理 提高轮胎模具的表面质量,有效延长轮胎模具的使用寿命,提高轮胎的加工质量。 什么是轮胎模具? 轮胎模具是用于硫化成型各类轮胎的模具。 轮胎模具分为两种:活动模具和两半模具。 活动模具由花样圈、模套、上下侧板组成。 两半模由上模和下模组成。 影响轮胎模具表面质量的原因有哪些? 轮胎模具表面保护不足 为了保证轮胎模具的使用寿命,在轮胎模具加工制造后,在轮胎模具表面镀上一层较薄但相对致密的表面硬化层。以铝合金材料为例,表面使用的硬化层主要是氧化膜,钢胎模具表面主要是

随着材料技术的不断发展,塑料制品被广泛应用于工业制造和日常生活中。因此,对塑料模具的性能和使用寿命也提出了更高的要求。 如何提高塑料模具的性能和使用寿命是当前塑料模具研究的重要课题。通过研究发现,塑料模具的表面强化技术是提高塑料模具性能和使用寿命的关键。通过表面强化技术,可以提高塑料模具表面的硬度、耐磨性、耐腐蚀性等性能,也可以有效提高模具的性能和使用寿命。 什么是塑料模具? 塑料模具是指在塑料加工中与成型机配合使用,使生产的塑料制品外形完整、尺寸准确的工具。 例如,组合塑料模具可用于压缩成型、挤出成型、吹塑、注塑等各种生产方法。组合塑料模具一般由冲头模和型腔模组成。通过冲模、型腔模和辅助
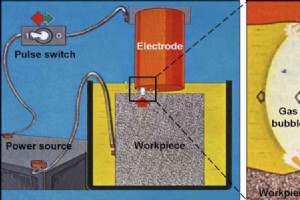
也许您在生产中每天都接触到 EDM,但您对 EDM 了解多少? 首先,你知道EDM技术是怎么来的吗? 1943年,前苏联科学院院士拉扎连科夫妇在研究火花放电腐蚀损坏开关触点的现象及原因时发现,电火花的瞬间高温可使局部金属熔化汽化。并将它们侵蚀掉。 人们还使用 Wire EDM 服务 通过该方法高效、快速地完成工业产品和零部件制造领域的产品加工过程。 那么,EDM的原理是什么?让我们继续阅读,了解电加工的原理及其微观机理过程。 什么样的加工方式可以称为电火花加工? 电火花加工是一种通过脉冲放电微观过程中产生的高温(瞬时温度高达10000℃)对材料进行熔化和腐蚀的加工方法。 脉冲
工业技术