工业4.0先进制造技术信息网站!
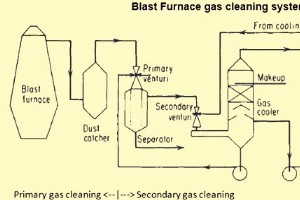
高炉煤气清洗 在高炉 (BF) 中生产液态铁的过程会在炉顶产生气体,这是 BF 工艺的重要副产品。高炉炉顶煤气处于高炉炉顶存在的温度和压力下,通常被灰尘和水颗粒污染。这种炉顶气具有很高的热值,被称为原料 BF 气或受污染的 BF 气。这种炉顶煤气的成分和数量取决于高炉工艺过程的性质以及用于高炉炼铁的原材料的类型和质量。为了进一步利用高炉原料气,必须采用一定的工艺系统对其进行净化,降低其固体颗粒的含量。 炉顶煤气含有一氧化碳(CO),净化后称为高炉煤气。用作热风炉加热鼓风的燃料气,以及钢铁厂的补充燃料。为了将BF气体用作燃料气体,必须对原始BF气体进行清洁和冷却以减少气体体积和水分含量。提
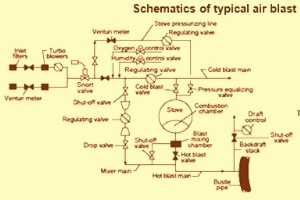
高炉鼓风系统 高炉 (BF) 通过用还原性气体还原矿石原料来生产液态铁(铁水)。还原性气体是通过氧气与焦炭和煤的反应产生的。这种氧气是富氧热风的一部分,通过直管、吹管和风口吹散在高炉底部。本组连接到主鼓风管。富氧吹出的空气量BF 中发生的过程是由鼓风机提供的。这些鼓风机从大气中抽取空气并将其压缩到所需的压力。压缩后温度高达 200 摄氏度的压缩空气富含氧气并吹入温度升至1.200至1250摄氏度的热风炉中。然后将热风空气通过热风总管送入鼓风管。现代大容量高炉的鼓风系统在最高温度下运行1350摄氏度和爆炸压力高达 5 公斤/平方厘米 (g)。整个过程通常如图1所示。 图1典型鼓风系统示意图
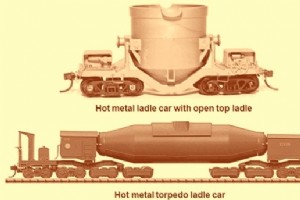
高炉炼铁中铁水的处理 铁水 (HM) 是在高炉 (BF) 中通过上升的还原气体还原下降的矿石量而生产的。它本质上是液体,收集在高炉的炉膛中。从炉膛经过一段时间后,HM 从高炉的出铁口中出钢。通常在大型高炉中,7 ton/min 的 HM 出钢速率和 5 m/sec 的液体出钢速度,在 70 mm 直径和 3.5 m 长的出铁口中,通常会遇到。 HM 的出钢率受出铁口条件和出铁口长度的影响很大。一般热熔丝的温度在1420℃到1480℃之间变化。 分接的 HM 分以下三个阶段处理。 在铸造车间处理 HM,即从出铁口到铁水包 HM 钢包及其运输 在用于生产生铁 (PI) 的生铁铸造机 (
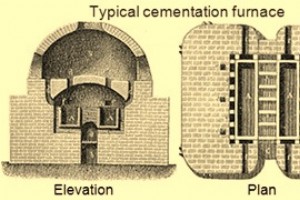
炼钢工艺的发展 已知最早的钢铁生产是从安纳托利亚考古遗址出土的铁器,距今已有近 4,000 年的历史,可追溯到公元前 1800 年(普通时代之前)。贺拉斯在伊比利亚半岛发现了像法尔卡塔这样的钢铁武器,而诺里克钢则被罗马军队使用。 在希腊人、罗马人、埃及人、东非人、中国人和中东地区,南印度的“丝绸铁”(乌兹钢)的声誉大大提高。包括亚历山大大帝(公元前 3 世纪)在内的南印度和地中海消息来源讲述了这种钢材的出现和向希腊人出口的情况。斯里兰卡的金属生产基地采用了由季风驱动的风炉,能够生产高碳 (C) 钢。 Tamilakam 使用坩埚和 C 源(如 Avaram 工厂)大规模生产 wootz
钢铁连铸及相关技术的历史意义 钢的连铸(CC)技术作为钢液凝固加工的一种方法,历史相对较短,比氧气炼钢长不了多少。与钢铁生产中的其他工艺不同,连铸是液相和固相之间的重要纽带,同时必须承受冶金效应和机械挑战。 连铸在连续的基础上将液态钢转化为固态,包括各种重要的商业过程。这些工艺是将大量液态钢凝固成简单形状以供后续加工的最有效方法。世界钢铁工业的CC比率现在约为粗钢产量的96%,而在1970年仅为4%。 连续铸造因其稳态特性而区别于其他凝固过程。液态钢在模具壁上凝固,同时以一定速度从模具底部取出,使固/液界面随时间保持在恒定位置。当所有方面都以这种稳态方式运行时,该过程的效果最佳。
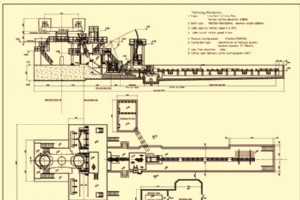
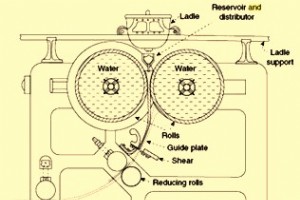
钢坯连铸 钢的连铸是将液态钢连续凝固成金属绞线的过程。根据钢绞线的尺寸,这些半成品称为板坯、大方坯或钢坯。钢坯具有方形横截面,一侧通常为 150 毫米或更小。它是轻型材轧机、棒材轧机和线材轧机轧钢的原料。钢坯也用于某些产品的锻造。 连铸工艺是在 1950 年代发明的,目的是提高钢铁生产的生产率。以前只有铸锭可用,它仍然具有其优点和优势,但并不总是能满足生产率要求。此后,连铸技术得到进一步发展,以提高产量、质量和成本效率。 钢的连铸现在是所有钢铁生产商的首选方法,以取代旧的铸锭方法。这一过程以其众多优势而著称,经历了许多改进,并且过去和现在都是经验和数学上广泛研究的主题。钢坯连铸是钢铁工
钢坯连铸的重要方面 钢坯连铸是一项对多种因素敏感的操作。应以适当的控制和稳定的方式进行,以生产出具有良好钢机械性能的安全铸造产品,并确保以有限的延迟进行连续的过程。该工艺需要对操作参数进行良好的控制,才能生产出完好、连续的坯料。 钢坯连铸的重要方面是(i)钢坯质量,(ii)机器的生产率,和(iii)生产成本。有必要优化性能参数以实现高生产率和所需的钢坯质量,同时降低运营成本。机器可用性和工艺可靠性是钢坯连铸过程中的重要因素。 方坯的连铸是一个高度灵活的过程,操作员要对不断变化的要求做出极快的反应。钢坯连铸机所需的钢材质量范围从简单的结构钢(螺纹钢)到用于汽车行业和其他工程应用的最先进的
炉膛、死人和攻丝在高炉操作中的重要性 随着对铁矿石的需求增加,近来矿石质量呈现恶化趋势。矿石质量的恶化伴随着更多的炉渣,这反过来又影响炉料下降和液体流过炉膛。这些条件为衬里磨损机制提供了催化剂,炉衬、炉衬和炉膛衬里受到额外的压力。高炉中的出钢受到不利影响,并且由于较高的渣量,铸造车间的槽和流道承受压力。所有这些都给高炉操作带来了更大的压力。 铁矿石质量差对高炉运行的影响如下。 渣量 - 质量差的铁矿石会带入更多的杂质,导致渣量增加。 热负荷 - 炉子的热条件会发生变化,因为需要大量的热量来熔化额外的炉渣,并使其保持在适当的流体状态以便排出。这会在高炉内引入更高的热负荷。 结焦率和生

电弧炉炼钢技术的发展 炼钢技术的发展是为了满足许多要求。这些要求可以分为以下四组。 该技术必须满足生产所需质量的不同钢级所需的工艺要求。 该技术旨在满足控制生产成本所需的经济要求,从而使生产的钢铁产品具有竞争力。 该技术旨在满足监管机构设定的排放水平。 该技术旨在满足健康和安全要求,使操作员在该区域工作时没有任何危险、压力和污渍。 要了解电弧炉 (EAF),有必要了解什么是电弧。电弧是两个电极之间的一种放电形式,由一个小间隙(通常是普通空气)隔开。这方面最著名的例子是闪电。任何做过弧焊的人也都熟悉电弧。如果将工件连接到直流电源的负极,将电极连接到正极,短暂触摸电极并将其拉离工件一

高炉铸造车间设备 高炉的铸造车间地板一直是高炉中最危险的工作场所之一。除了在含有有毒气体、烟雾和灰尘的环境中工作外,操作员还必须在靠近热金属、渣流道和装满热金属的钢包附近进行艰苦而繁重的体力工作。在铸造厂设备发明和安装之前,出铁口是手动打开和关闭的。开口是通过钢筋和大锤完成的,而出铁口是通过反复将少量粘土或耐火材料撞入出铁口来关闭的,同样是在长而重的钢筋的帮助下。此外,在高炉上,必须停止鼓风,因为不可能在高炉压力下正确关闭出铁口。爆炸的停止导致定期生产损失。 美国的塞缪尔·沃恩 (Samuel W. Vaughen) 于 1895 年发明了第一台泥枪。他的气动泥枪机用蒸汽操作,有一个可拆
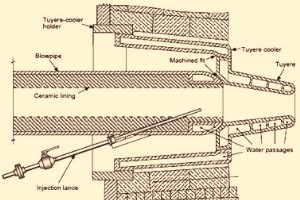
高炉风口和风口支架 高炉 (BF) 的目标是从铁矿石块、烧结矿和/或球团、焦炭和喷射燃料中提取热金属(液态铁)。通过通过热富集空气流(热风空气)通过矿石和焦炭料,在高炉内柱中下降。热风空气和辅助燃料通过位于高炉周边周围的风口喷入高炉。 高炉炉膛壁的上部区域包含用于将热风空气引入高炉的风口的开口。风口区的炉套包含钢筋开口,其中安装了铜 (Cu) 冷却元件,类似于图 1 所示。套管中的钢筋被称为风口冷却器支架。安装在冷却器支架机加工内表面内的大型铜冷却器称为风口冷却器。实际将热风空气引入炉内的铜冷却器称为风口。它安装在风口冷却器的机加工内座面内。吹管是风口原料空气分配管道的一部分,它从鼓风管

蝾螈攻丝用于高炉的基本维修 蝾螈是指高炉炉膛中出铁口下方的所有液态和凝固材料。蝾螈包括液态铁和炉渣以及固态铁、炉渣和焦炭/碳的混合物。在此期间高炉正常运行时,炉底和炉膛内有“死人”和蝾螈。 高炉换衬时,需要将炉底和炉缸的所有成分全部清空。在部分过程中也希望将这些成分去除。炉内衬或出铁口修理期间。这在这些部分修理期间提供了更安全的工作条件,并防止由于循环冷却和加热运动而损坏炉缸耐火材料。去除底部的所有成分和炉膛通常采用蝾螈出钢方式。蝾螈出钢通常最好在高炉炉膛中可以预期有铁水的最低位置进行。 高炉的蝾螈出钢是高炉被吹倒后的最后出钢,以便从炉膛中排出最后的铁水。由于很少见,蝾螈出钢在大多数
高炉大修 由于高炉的运行时间较长(10年至20年),技术升级也在此期间进行。因此,有必要在大修期间将这些技术升级功能纳入高炉。这使高炉在其新的活动中保持最新状态。 基本维修还为钢厂提供了改善高炉内衬特性并提高内部容积从而提高高炉容量的机会。炉衬特性的改进也有助于提高高炉的使用寿命。 大修计划 高炉的基本维修通常是一项有时限的活动,要在尽可能短的时间内并在指定的预算内完成,因此准确和密切的计划对于成功完成基本维修非常重要。计划需要做到细致入微。能否在预估成本范围内及时完成大修,取决于大修计划的准确性和详细程度。 高炉大修计划的主要活动包括 (i) 准备工作,(ii) 工程
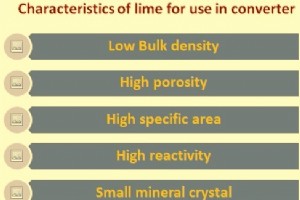
转炉炼钢用石灰质量 石灰是一种白色结晶固体,熔点为 2572 摄氏度。它是一种碱性氧化物,用于与酸性氧化物(例如二氧化硅)反应。它是石灰石(CaCO3)加热(煅烧)至900℃及以上(通常为1100℃)的温度产生的氧化钙(CaO)。 CaCO3(s) + 热量 =CaO(s) + CO2 (g) 该反应是可逆的。氧化钙与二氧化碳反应生成碳酸钙。当二氧化碳释放时,混合物中的二氧化碳被冲走,使反应向右移动。 熟石灰 Ca(OH)2 由石灰与水反应(熟化)形成。熟石灰又称熟石灰。 CaO + H2O =Ca(OH)2 + 热量 石灰作为钢铁生产中的基本熔剂,在转炉中发生的一系列冶金反应中
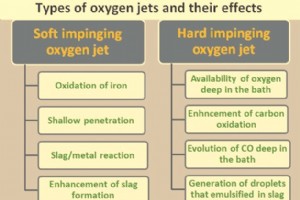
转炉炼钢中的吹氧 在炼钢过程中,将氧气 (O2) 吹在转炉中的铁水上,以去除碳 (C)、硅 (Si)、锰 (Mn) 和磷 (P) 等杂质。使用水冷喷枪以非常高的速度将氧气注入液体浴中以生产钢。在 1950 年代,当顶吹转炉工艺商业化并且转炉的尺寸被限制为最大 50 吨时,使用带有单孔喷枪头的喷枪吹扫转炉中的氧气。随着时间的推移,转换器尺寸继续增加。这就需要增加喷枪头上的孔数,以便在转炉中更大的熔池表面上更好地分布 O2。 随着对生产具有较低杂质水平的更高质量钢的需求不断增加,转炉炼钢需要非常高纯度的 O2。炼钢所需的 O2 纯度至少为 99.5%,理想情况下为 99.7% 至 99.

影响碱性氧气转换器内衬寿命的因素 碱性氧气转炉内衬的使用寿命、可靠性和成本对于利用碱性氧气工艺生产钢铁的炼钢车间的平稳运行至关重要。更高的衬里寿命可以提高转炉的可用性,进而提高其生产率。 提高基本氧气转炉(图 1)的衬里寿命的三个重要因素是(i)耐火材料的质量及其在转炉中的铺设模式,(ii)遵循的操作实践,以及(iii)监测衬里磨损和实践用于维护耐火衬里。开发改进的耐火材料,结合改进的过程控制和更好的运动维护,可以延长碱性氧气转炉的内衬寿命。 图1影响碱性氧气转炉衬里寿命的因素 如今,基本氧气转炉无一例外地采用镁碳 (MgO-C) 耐火材料进行内衬,因为它们的性能优于其他类型的转

在焦炭制造过程中选择混煤 从经济角度来看,通过降低高成本、优质或硬焦煤的百分比并用中等或软焦煤代替它,煤的混合是必要的。在一些焦炉厂,甚至一小部分非焦煤或动力煤也被用于混合。 选择合适的配煤用于副产品焦炉一直是焦炭生产商面临的一大挑战,因为该配煤必须满足以下要求。 为了满足选煤过程中的破碎要求。煤的所有成分既没有过碎也没有过碎。装入焦炉的分级配煤应满足密度、流量和粒度分数的要求。 具有生产质量符合高炉(BF)焦炭质量要求的焦炭所必需的结焦和粘结性能。 BF 焦的三个基本质量要求是 (i) 为高炉中发生的吸热反应提供热量,(ii) 通过产生必要的还原气体作为还原剂,以及 (iii) 提供
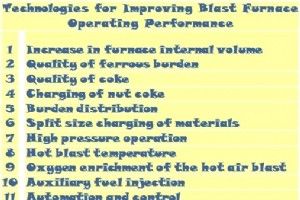
提高高炉运行性能的技术 高炉 (BF) 是对未来的投资。因此,有必要对所有设备、系统和组件进行适当的尺寸设计,并结合确保所需产量和质量的技术,从而提高高炉的性能。当高炉进行大修时尤其如此。在大修期间,采用技术提高高炉运行性能也满足了对高炉性能、人员安全、维护要求低和环保合规性的新要求。 高炉操作员面临的一个关键挑战一直是确保以尽可能低的成本为炼钢车间持续可靠地供应铁水。铁水生产的任何中断都可能导致下游生产和加工设施的潜在停顿。必须将停机时间保持在最低限度,同时必须尽可能延长高炉的使用寿命。必须避免高炉操作参数的波动,以实现均匀的铁水质量,这只有通过应用适当的技术以及复杂的自动化和过程控制
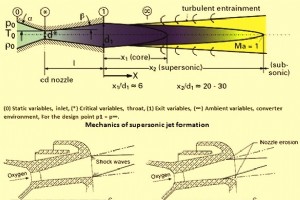
吹氧枪及其在碱性氧气炉中的作用 在碱性氧气炉 (BOF) 炼钢中,水冷喷枪用于将高速(超音速)氧气流喷射到液浴中以进行精炼。氧气射流的速度或动量导致液态炉渣和金属的渗透,从而在相对较小的区域内促进氧化反应。氧气射流的速度和穿透特性是喷嘴(枪头)设计的函数。 BOF 转炉的顶吹喷枪氧气射流作为氧气和能量的来源,用于搅拌熔池中的液态金属。涉及顶吹喷枪氧气射流的 BOF 转炉的主要炉内现象是由于氧气射流与液态金属之间的物理相互作用形成空腔、液态金属的搅拌、喷溅和粉尘的产生以及后期脱碳和与氧气反应产生的CO气体燃烧。为了优化 BOF 转炉操作和控制上述现象,已经做出不同的装置和改进,并将其应用于
碱性氧气炉炼钢所需材料 氧气转炉(BOF)炼钢工艺生产钢水需要以下几种材料(图1)。 铁水、废料、石灰等基本原材料。 脱氧剂、增碳剂等二次原料。 氧气、氮气、氩气等公用气体。 耐火材料和耐火材料,如内衬材料、喷补材料和修补材料等。 消耗性探头,例如温度探头和采样探头等。 用于冷却吹氧枪和废气的冷却水。 图1 氧气转炉炼钢所需材料 基本原料 在 BOF 转炉中炼钢所需的基本原材料包括 (i) 来自高炉的铁水,(ii) 废钢和/或任何其他金属铁源,(iii) 铁矿石,和 (iv) 熔剂。从废料箱装入的废料是第一种装入 BOF 的材料。然后将铁水从铁水装料包中倒入转炉中,然后开始
制造工艺