工业4.0先进制造技术信息网站!
目前,几乎所有问题的答案都在互联网上。就 3D 打印而言,作为一个最近的话题,我们可以认为只有数字格式的信息,但事实是您已经可以找到关于该领域各个方面的几本高质量书籍:如何打印简单或复杂的零件,根据应用的最佳配置,如何设计通过增材制造制造的零件等。 我们留给您的是 5 本关键书籍,适用于所有类型的用户,从刚开始使用 3D 打印的用户到最专业的用户以及想要充分利用您的打印机制作的每一件作品的用户3D: 1。印象 3D,Sergio Gómez González 我们这里有一本非常完整、实用和直观的书(400 张彩色图像),涵盖了 3D 打印的各个方面。在阅读过程中,有一些重要的方面,例如设计

PETG 是 3D 打印领域最著名和使用最多的共聚物 .它的出现是由于PET与乙二醇的结合,通过乙二醇化过程改善了PET的有趣性能。 宠物 (聚对苯二甲酸乙二醇酯)于 1941 年由英国科学家 Whinfield 和 Dickson 发明,他们为这种聚合物申请了专利,用于制造纤维 ,这将取代棉纤维。 1946 年,这种材料以纤维的形式进入工业界,其在纺织领域的应用至今仍是指针。 1952年初,PET开始以薄膜形式用于食品包装,但那是在1976 ,当这种聚合物随着硬瓶的制造而蓬勃发展时 对于对氧气不是很敏感的饮料,如碳酸饮料、啤酒和矿泉水。 .由于最后一个原因,PET 是世界上使用最广泛的塑料

延续上一篇文章的主题,下面我们列举一下PETG和PLA的异同 . PLA 和 PETG 是 3D 打印领域最常见的两种材料 由于其易于印刷、效果好和颜色范围广。 PLA(乳酸聚酸)因其操作温度低而成为 3D 打印的理想聚合物 , 180-210 °C 挤出机和 0-50 °C 底座,低热收缩率 印刷时无异味。所有这些,再加上它可生物降解且价格低廉,PLA 成为消耗最多的材料也就不足为奇了 在 3D 打印 FDM / FFF 的世界。 PLA 和 PETG 显示出许多相似的特性 ,通常情况下 PETG 会取得胜利。在机械层面,PETG 具有更好的性能,其弹性模量要好得多 对 PLA,但缺点

本文试图阐明 3D 打印中回缩的概念 因为它是实现高质量打印的一个非常重要的参数,没有材料沉积在模型的外表面上,也没有同时打印的部件之间的螺纹。 回缩是防止材料滴落所必需的灯丝反冲运动 真空挤出机在 3D 打印过程中进行的运动和位移。 配置收回的参数是: 回缩距离 : 在回缩过程中后退的材料长度。它因材料类型、挤压系统类型(直接或鲍登)和热端类型而异。对于柔性材料,尤其是 TPE 类型 (Filaflex),必须停用回缩功能,以防止长丝缠绕在挤出机小齿轮上。 收回速度: 挤出机电机驱动细丝的速度。使用此参数时,如果使用高速(大于 70 毫米/秒),则必须非常小心,因为它可能会以无法继
3D打印FDM(Modeling by Fade Deposition)是一种增材制造方法,其中塑料丝通过处于材料熔化温度的头部,并在X-Y-Z坐标上移动,逐层制作所需厚度的零件。这项技术已经在专业和家庭环境中得到广泛应用,任何人都可以自己执行他们的项目、模型或零件。因此,鉴于市场上种类繁多的 3D 打印机,如今想要为您的家庭或企业购买 3D 打印机的用户面临着一个复杂的决定。 选择 3D 打印机 FDM 时要考虑的因素 在决定使用特定设备之前,有必要考虑某些因素,我们将在下面解释这些因素: 用户类型 第一步是了解大型部件是否将使用工业材料制成,或者相反,中型和小型部件是否仅使用传统材料(
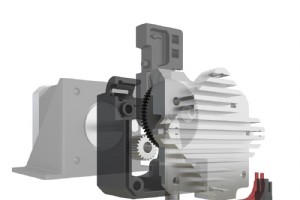
在本文中,我们将讨论 3D 打印领域中最常见的挤出机和 HotEnd 类型。在开始之前,应该澄清一下,引用的所有内容都是我们使用领先品牌产品的经验的结果,例如 E3D Online 的产品,该公司生产高质量的 3D 打印机组件,专门生产挤出机、HotEnd 和喷嘴。这种细微差别是必要的,因为如果使用挤出机和低质量的 HotEnd,则可能无法满足我们在下面评论的特征。 挤出机的主要功能是以最精确的方式和适合3D打印的速度将线材从卷轴移动到HotEnd,但挤出机有不同的分类。在这篇文章中,我们将分析主要的。 取决于驱动器的挤出机类型 在挤出机中,根据驱动类型的不同,有两种类型:直接驱动和鲍登驱

每一天 3D 打印 在工业层面和国内层面都更加普遍,这促进了许多应用的发展 在众多领域。在媒体层面,只有技术的优势突出,但必须采取某些预防措施 在开始涉足 3D 打印领域时考虑在内。 但是每个用户都必须考虑到 3D 打印过程中可能发生的某些风险。两个主要且更常见的风险来源一方面是材料融合过程中释放的气体,另一方面是滥用 3D 打印机或电子设备状况不佳可能引起的火源。 下面,我们详细介绍主要的风险来源,以及避免出现重大问题的注意事项: 释放的气体和气味 3D FDM / FFF 打印中使用的所有材料都是塑料或包含一些这种材料。此时我们将重点关注三种最常见的:PLA、ABS 和 HIPS。

3D 打印并不是表面上看起来的新技术,即使它已经存在很多年了,自从 1986 年 Chuck Hull 以来 ,3D Systems 的创始人,记录了第一台 3D 打印机。这是一台 3D SLA 打印机 (StereoLithoGraphy),它使用一种树脂,当激光束击中它时,它会通过光聚合作用固化。仅两年后 , 斯科特·克鲁普 Stratasys的创始人,带来了第一台3D FDM打印机(Fuse Desposition Modeling),这是目前社会领域最知名的3D打印机类型。 两者的操作方法相似;这两种类型的 3D 打印技术都是逐层制造的。 FDM 在整个区域沉积材料 它所在的层,而
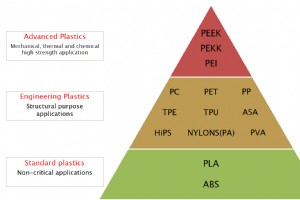
几年来,在 3D 打印领域,FDM/FFF 一直是一个明显突出的材料家族,即 PAEK(聚芳醚酮或聚芳醚酮)家族。属于此类的材料是半结晶塑料,可抵抗高温(接近 200 ºC)并保持较高的机械阻力值。 PAEK 家族中存在 PEEK、PEKK 和 PEI(ULTEM 1010 和 ULTEM 9085)。所有这些都具有高机械强度、耐化学性和高可燃温度。 PEEK灯丝(聚醚醚酮) PEEK(聚醚醚酮)是三种材料中结晶度最高的。这表明它具有所有机械强度的最高值(不考虑碳纤维合金)。但这带来了一个问题,因为分子在固态的三个维度空间中遵循重复排序的模式,在熔化时更不稳定。这意味着即使对于拥有先进 3

3D 打印的世界在不断进步,市场上的材料也越来越多。由于这项技术的不断发展,它催生了一种新的、先进的材料和 3D 打印机。 先进材料是那些具有最好和最大技术特性的材料,所有工业领域和许多其他领域(例如医学)对这些特性的需求越来越大。此类别中包括单一成分的材料(PEI Ultem 1010、PEKK、ABS ESD)和与某种类型的纤维混合的其他材料(PEI CF、PEKK CF、XSTRAND GF30-PP、XSTRAND GF30-PA6、PETG CF、PETG AF 、ABS CF 或 ABS CAF)或彼此(PC/PTFE)。先进材料包括属于 PAEK 系列的材料(PEI Ultem

在 3D 打印的世界中,有一个方面很少被提及,但却至关重要:拥有用于维护 3D 打印机的基本工具。 与任何其他机器一样,3D 打印机在运行一定时间后需要维护,在此期间它们必须清洁和润滑或更换任何磨损的部件,例如喷嘴或隔热件。 以下是正确维护打印机所需的基本工具: 3D 打印机润滑剂 3D 打印机润滑剂 SuperLube 具有良好的耐热性,因此即使用于带有热床的打印机,润滑剂也不会变成液体,也不会开始滴落在打印基底上。建议使用这种润滑剂以避免磨损并减少轴承和连杆的摩擦,这也会增加发动机在承受较低负载时的使用寿命。 清洁刷 清洁刷(尼龙、黄铜和钢)非常适合清洁构成 3D 打印机的所有组件
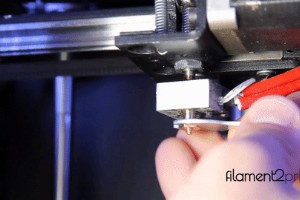
将 3D 打印机的喷嘴更换为 E3D Original 喷嘴时,可能会怀疑它们是否可以互换。绝大多数 3D 打印机如果兼容 v6 Originals 喷嘴,因为它们的尺寸是使用最多的 M6x1。 如果用户不确定当前喷嘴的尺寸,则会解释如何检查它们是否兼容的两种方法,但在您可以从 3D 打印机中取出喷嘴之前。为此,您需要先取下热端灯丝,将其加热到打印温度,然后将其取下。所以热端处于室温,它会使用 7 毫米 E3D 扳手拧下喷嘴。 动图1:拧下喷嘴 移除后,将通过以下方式检查测量结果: 1、如果我们有原装的E3D喷头,可以直接和要更换的3D打印机对比一下。只需将两个喷嘴与螺纹接触并检查它
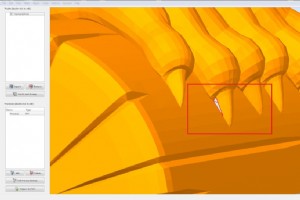
3D打印机用户在制作零件时可能会遇到一些问题,所以建议听从建议 在开始 3D 打印之前在下面给出以防止可能的错误和错误 . 1.查看文件 .STL 当 3D 打印机的用户设计或下载您要打印的互联网模型时,您应该检查模型并确保它在面或表面之间没有开放区域 ,当它们存在时,它们会导致工件出现空洞或细丝形式的错误。为避免这种情况,只需检查程序预览中用于打印或生成 GCode 的部分 (Pronterface, Cura, Simplify3D, Slic3r) , 寻找上面提到的缝隙或坏接头。 图 1:开放区域 2。打印设置 打印参数很重要 (温度、速度、支撑类型等),必须根据每种材料

继上一篇文章之后,下面是3D打印过程中最重要的提示,以避免3D打印机外的草图产生的错误和故障,例如挤出机卡纸或翘曲和开裂。 1。隔离草稿 当前空气之外的 3D 打印机是造成 3D 印模失败的罪魁祸首。 这是由于气流导致突然温度降低 在零件中,可能导致开裂或翘曲 ,尤其是当用户使用 ABS 等易碎材料时。为避免这些问题,3D 打印机必须位于没有气流的房间 ,门窗关闭,特别是如果 3D 打印机没有保护壳。 图 1:翘曲 图 2:开裂 2。适当的室外温度 所有机器都有其必须工作的环境温度范围。如果 3D 打印机在高温下运行受到影响,并且如果它们直接影响阳光, 可能是由于 3D 打印失败 因驱
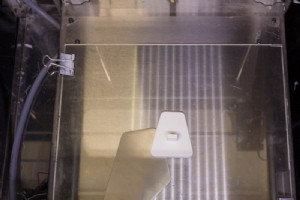
为了结束“3D 打印技巧”系列,以下文章重点介绍3D 打印后的技巧, 包括如何将零件与底座分离以及清洁挤出机 使用含有纤维的材料后,容易产生卡纸,例如 PLA-碳纤维。 1。将零件与底座分开 3D 打印完成后,一段时间(5-10 分钟) 在将零件与底座分离并对其进行操作之前,必须允许它充分冷却并低于软化温度。如果不满足这一点,工件将变形并失去一些精加工质量。在之前指定的时间之后,这件作品可以分开,帮助, 如果可能,用抹刀。 如果没有抹刀,请等到底座达到室温或使用基本的快速冷却技术,例如将底座放入冰箱或冰柜中,或者用冷水从底座对面倒入底座,直到你会听到吱吱声,这表明这件作品已经部分脱离了底座,
STL 文件最常用于制作 3D 模型 ,领先于 OBJ 文件,由绝大多数 3D 打印社区提供。 选择所需模型的 STL 后,必须将其输入滚动软件(Cura、Simplify3D...)以生成 GCode,即 3D 打印机用于制造的代码。在这个软件中,用户可以改变所有压印参数,并且必须验证模型以寻找面或表面之间的开放区域,因为如果它们存在,它们将导致零件出现空隙或细丝分离形式的错误。。 很多时候我们在设计复杂模型时受到限制,但由于 3D 模型存储库的存在,我们可以找到已经设计好的模型。 您可以找到各种设计,从杯垫等基本事物到汽车或非常复杂的艺术人物等复杂事物。 以下是 5 个最著名的免费

图片 1:用木丝打印的作品。来源:Fillamentum. 2012 年 3D 打印世界迎来了一种新材料 出自德国制造商 Kai Parthy 之手,开发了 LayWoo-D3 木丝, 第一款具有实木外观的灯丝。这种长丝包含 40% 的回收木材和剩余的粘合聚合物。它的用途类似于PLA,其特点是LayWoo-D3会根据打印温度改变颜色 , 在 180 ºC 时颜色较浅,在 245 ºC 时颜色较深。除了具有尽可能多的木材百分比外,还可以切割、打磨甚至涂漆 非常容易,这使得这种材料非常适合需要具有木头外观、触感甚至气味的模型或人物的 3D 打印。 目前,有多种木纤维 3D FDM 打印材料,例

以下文章试图阐明直径为 1.75 毫米和 3 毫米的灯丝之间的差异 (3mm 灯丝是相同的直径和 2.85 mm),这是许多 3D 打印用户在购买 3D 打印机之前往往会遇到的问题。 许多专业和工业 3D 打印机 大多数使用鲍德系统来减少电机重量在 HotEnd 轴上产生的惯性力矩,从而提高打印精度)使用 3 毫米直径的灯丝 . 在这种类型的机器中使用 3 毫米而不是 1.75 毫米的原因之一是因为挤出机电机的工作量要少得多 .接下来我们解释一下为什么: 如果假设在理论条件下,带小齿轮的 3D 打印机移动半径 R=10 mm 的灯丝,转动 10 圈 使用 1.75 毫米的灯丝 (例如

在这篇文章中,我们将评论流程是什么以及它在 3D 打印中的重要性。此外,它还解释了如何校准此参数,以便 3D 打印机提供最佳结果。 3D打印机的流程 流量是根据选定的打印参数通过挤出机制作模型的灯丝数量(更准确地说是体积)。流量的计算由 3D 打印机根据 3D 打印机制造商为挤出机电机建立的 Steps/mm 自动执行,具体取决于灯丝的直径和喷嘴的出口直径。 如何在更换挤出机前校准 3D 打印机 如果更改或修改挤出机,例如通过 E3D Titan Aero,则必须调整挤出机电机的步数/毫米。 图片 1:E3D Titan Aero 挤出机。来源:E3D Extruder”部分,本例中值
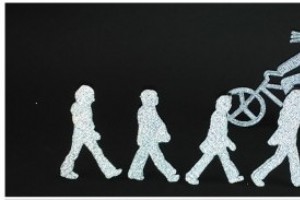
久负盛名的工程师Kai-Parthy突破了3D打印灯丝世界的新关卡,研发出第一款用于3D打印FDM的反射灯丝。 Reflect-o-Lay 灯丝是根据光的回归反射原理制成的。 这种半柔性聚合物与数百万微小反光颗粒的组合极大地增强了它们在黑暗环境中反射光的能力。 这些数以百万计的反光粒子在灯丝的外表面产生点,并且一旦打印,这使得直接影响到使用 Reflect-o-Lay 制作的作品的光将光的波前反射回光源,而不管入射角。 这种效果在黑暗环境中明显最大化,便于光束传输。在 90 年代,Kai Parthy 创造了一种带有反光颜料的喷漆,当喷在衣服上时可以提高骑车人的安全性,并且在夜间驾驶时可
3D打印