工业4.0先进制造技术信息网站!
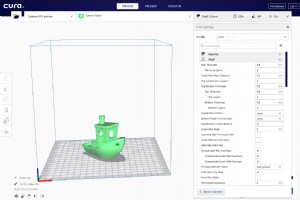
在 3D 打印中,总是有一系列取决于用户的一系列因素 ,这通常会导致打印令人满意或失败。所有因素都收集在每个用户在每个 3D 打印中使用的打印配置文件中。 在 3D FDM 打印配置文件中,可以修改无限数量的参数 :打印温度和速度,如何制造内部和外部部件以及影响 3D 打印的所有其他参数。因此,创建打印配置文件时最重要的信息将在下面讨论。 需要考虑的方面 在开始修改打印参数之前,一系列的因素会直接影响 必须考虑: 工件的几何形状 零件的形状和厚度直接影响打印参数,例如速度和层厚,因为如果零件有尺寸减小的区域,打印配置文件必须具有较低的制造速度,以确保零件的质量。 材质 正如所有用户所

金属合金原型制造的世界 和小批量制造 得益于 3D 打印技术取得了很大进步 .然而,有一些传统技术并没有消失,而是在进化。 失蜡的制造就是这种情况 ,一种千年技术,从必须以或多或少的手工方式制作原始蜡,到制作轻型蜡模并能够制造短系列,直到最终能够在 3D 树脂打印机中制造零件,例如 Form 2 和 Castable 树脂,或 FDM 3D 打印机,打印机具有脱蜡专用材料 (MoldLay) 像 PolyCast 一样彻底改变了市场,这要归功于其高精度和出色的表面光洁度 . 视频 1:使用 PolyCast 通过脱蜡制造零件。资料来源:Polymaker 回到 3D 打印的起源,我们发

从技术上讲,3D 打印机是我们目前拥有的最先进和未来主义的设备之一。随着这些设备的获取变得越来越容易和便宜,各个领域和部门都在押注这项技术。 接下来,让我们谈谈充分利用 3D 打印机的领域 并概述这些设备的未来前景。 公司为什么要投资 3D 打印? 促使企业投资 3D 打印的好处是多种多样的: 降低成本 :部件的 3D 打印成本比从 3D 打印供应商处购买部件本身要便宜 3 到 4 倍,此外,部件速度最快,还可以节省可能的运输成本。 简化生产流程 :能够随时处理任何部分 这几乎是大多数公司的梦想,无需担心制造截止日期、承运商、每个订单的请求等。 质量、精度和多功能性 :随着新材料的出现,

自从 2005 年随着 Adrian Bowyer 博士的 3D FDM 打印机(几乎完全可以自行构建)的出现,RepRap 和开源运动诞生以来,这个领域至今已经发生了很大的变化。在这篇文章中,我们将讨论 3D 打印机和组件,它们是当时获得成功零件的关键。 3d 打印机 FDM 技术专利到期后,出现了几种基于开源的 3D 打印机模型。这些 3D 打印机由管状结构和简单的电子设备组成,通常没有热底座。但在 2012 年,3D 打印世界遇到了 Prusa i3 Original 3D FDM 打印机,这台打印机过去和现在都是最畅销和修改最多的市场。其最新版本Prusa i3 MK3s是非专业市场

3D 打印的世界在医学领域非常普遍 ,虽然很多人都不知道。可以说,2011 年是 3D 打印在该领域蓬勃发展的一年,这要归功于 Kaiba Gionfriddo 的案例。女孩海马生来就患有气管衰弱到塌陷的疾病。尽管插管,女孩仍然有呼吸停止的时刻,这也影响了她的心脏。但感谢 Green 和 Hollister 的介入 , 两位生物力学工程专家,他们设计、打印并在 Kaiba 气管中连接了一种生物相容性 设备快速高效。 海马得救并改善了她的生活 . 受此事件的影响,医学领域开始越来越多地使用 3D 打印,并且是目前医学领域无限进步的基础。 在接下来的几行中,我们将讨论 3D 打印应用较多的医学

3D 打印机用户总是渴望制作越来越复杂和越来越大的作品 ,但通常他们受到限制,不是因为他们的知识,而是因为他们的 3D 打印机或在一个部分中制作一件作品的不兼容性。最简单和最经济的解决方案是分段制作然后粘贴 .下面我们介绍粘合剂的种类、接头类型以及成功粘贴部件的建议: 粘合剂的种类 在 3D FDM 打印之初,PLA 和 ABS 溶液使用传统胶水将这种材料粘合在一起。这些类型的粘合剂已被废弃,因为在某些情况下,例如在潮湿、寒冷的环境中或部件暴露于振动的情况下,连接是不成功的。 随着技术的发展,已经开发出用于3D打印的专用粘合剂 为了避免上述问题,例如 PrintaGlue,一种干燥时间为 3

3D打印 已经在每个人的口中,绝大多数人普遍意识到它在特定用户和专业用户的日常生活中带来的优势,但不太为人所知的是 可以补充这项技术的机器 .在这种情况下,我们将讨论激光切割机。 3D 打印机和激光切割机是完全不同的机器,执行相反的工作,但在构造层面上它们是相似的。 3D 打印机使用与最终作品形状不同的原材料 (长丝、颗粒、树脂等),以获得三维物体。相比之下,激光切割机需要形状相同的原材料 和比最终作品更大的尺寸(木板、钢材等),并且只能在两个维度上操作。激光切割机(专业人士)的优势在于,它们可以处理多种材料,尤其是金属 , 高速。 图 1:金属激光切割机。来源:激光切割 激光切割机
当术语 “线轴有一个结” 用于3D FDM打印,完全错误 我们将解释原因。 在不释放细丝的情况下手动打结是完全不可能的 .任何用户都可以进行测试,必须手动取线、梭芯和绕线。在此过程中,您应该尝试打结,如果不松开细丝,这是不可能的。现在用户一定认为(在工厂中)绕丝过程中生产类似的东西是不可能的,因为他必须通过挤出机下方的绕线机。 鉴于上述情况并证明在长丝生产过程中不能产生结,可能发生的是重叠 .缠绕过程很复杂,因为涉及缠绕张力和灯丝的正确横向定位 .如果在缠绕过程中灯丝圈的位置不正确,很可能在线轴的最后一圈中,这些线中的一根会滑向线轴底部,占据可用间隙,被放置在下方 1 或 2 层什么会

按照上一篇文章的主题,我们比较了 PETG 和 PLA,这里是 PETG、ABS 和 ASA 之间的异同 . PETG 和 ABS 属于3D 打印 FDM / FFF 领域消耗最多的材料 ,第一个是因为它在打印强度和易用性之间取得了平衡,第二个是因为多年来在该行业的广泛使用。 ASA 正在吸引越来越多的更多消费者 ,尤其是那些需要高机械和环境抵抗力的人。 ABS(丙烯腈丁二烯苯乙烯)在制造外壳或外部零件时是业界最出色的塑料 各种各样的,通常是针对不断的操纵。 ABS 提供硬度 , 对某些化学元素的抵抗力, 刚性 和在高温下的稳定性 (100 摄氏度)。这种工程塑料的另一个优点是它可以涂漆或

上周四 7 日和周五 8 日,我们与加利西亚技术领域的几家主要新公司一起出席了在拉科鲁尼亚举行的第 IX 届 Lacon Network 年度版。在我们的展台上,我们展示了3D打印的潜力和应用,以及我们在材料和打印机方面的最新进展。 一年多来,该活动在协助和内容方面都取得了巨大成功,每一届都受到了更大的关注。地区和国家电视台都报道了活动的最重要部分,并现场采访了几家参展商,包括我们的两位联合创始人。

一旦一个人开始进入 3D FDM 打印世界,开始消耗灯丝线圈并遇到问题:如何处理所有这些空线圈? 某些制造商使用易于回收的材料,例如 SAN(苯乙烯丙烯腈)。如果线轴不可回收或您不想产生废物,有几种方法可以重复使用它们 . 存储系统 3D 打印社区中最广泛的用途之一是使用线轴作为存储系统的基础。要创建此系统,只需要打印抽屉并将它们拧到线轴上 .在最著名的 3D 模型库中,有简单的设计,只有两个抽屉,也有更复杂的设计,包括用于 SD 卡的隔层、用于不同直径的喷嘴、USB 甚至有两个高度以占用更多空间。 图 1:存储系统。资料来源:Cults3D 纺丝板 空线圈也可以重复使用来制作旋转

3D 打印行业持续发展,越来越多的人购买专业和家用 3D 打印机来制作模型、原型或零件。的确,3D 打印机 FDM 或 SLA 的三维工作方式允许制作许多具有复杂几何形状的零件 ,但我们必须记住它们有一定的局限性,其中许多取决于所使用的 3D 打印机的类型:桌面型或工业型。另一方面,特别是在专业领域,必须考虑到该技术非常适合制造少量大件或多件中小型件 . 用户在开始使用 3D 打印时必须回答的主要问题是:3D 打印机有什么用? 第一个问题很容易回答,因为每个用户都应该清楚他需要 3D 打印机用于专业还是家用 .从这里,应该考虑以下假设: 1。 FDM 3D 打印机买什么 正如我们之前所说,

3D 打印用户的一大疑问是多种类型的喷嘴之间有什么区别 市场上有售,每种情况下使用哪种,以及应考虑哪些使用和维护技巧。在这篇文章和另外两篇文章中,我们将尝试解释和回答有关喷嘴的所有问题 3D FDM/FFF 打印机的挤出机。 3D打印机喷头的分类 在对喷嘴进行分类时,我们会考虑两个主要特征:材料 l 和出口直径 . 输出直径 直径范围很广,从 0.20 毫米(尽管已经有一些 0.15 毫米和 0.10 毫米的喷嘴)到 1.2 毫米不等。 材质 黄铜喷嘴 :这是最常用的材料 用于挤出机的喷嘴,因为它具有高导热性和稳定性,以及易于加工和经济的价格。它的主要缺点是对研磨材料的快速磨损 含有纤维

喷嘴 3D 打印机,就像任何接触的元素(摩擦 ) 与另一种材料一起呈现 随用随穿 ,正如我们在上一篇文章中提到的,它因喷嘴材料和使用的灯丝类型而异。为了检测磨损何时被指控,我们将采用 2 种简单技术 : 视觉法 当磨损非常尖锐 ,用肉眼在喷嘴尖端检测到,如下图所示。 图 1:喷嘴之间的比较 可能发生的情况是,即使拥有所有正确的打印参数、没有缺陷的 3D 模型和喷嘴肉眼看情况良好,内部已磨损 并由于塑料内部的湍流导致打印件的畸形和表面光洁度差。 理论方法 为了应用此方法,我们必须拥有喷嘴技术图纸 我们正在使用的 3D 打印机的文档,大多数制造商都可以在其网站上下载该文档。在这种情况下,

造成卡纸的主要原因 在挤出机中使用低质量材料,长丝中含有杂质 由于存放不当或在超出范围的温度下使用 制造商推荐的。要解决此问题,我们建议使用以下方法: 冷拉 这种方法最简单最快 去表演。首先加热挤出机 最高 打印温度 堵塞喷嘴的灯丝(例如,PLA 190 ºC ).接下来,我们降低温度 直到它接近材料的玻璃化转变温度,对于超过 90 ºC 的 PLA ,从而得到材料凝固和导致灯丝堵塞的杂质。现在是拉灯丝的时候了 一只手握住挤出机,另一只手握住挤出机。必须重复这个过程,直到灯丝没有杂质。 图 1:冷拉 精准针法疏通 此方法对中等或低重力卡纸非常有效。 执行该过程的方法非常简单,您只需

知名3D打印机品牌SLA,Formlabs , 彻底改变了 3D 打印的世界 通过推出采用优化制造技术的 3D 树脂打印机 Form 3 和 Form 3L。 图片 1:表格 3 和表格 3L。资料来源:Formlabs 中三 和 3L 表格 配备了新的 LFS (Low Force Stereolithography) 印刷技术 使用线性照明 和一个灵活的坦克 将液体树脂转化为固体部分。负责照明的部分是LPU (光处理单元),一个包含所有部分的模块 (透镜、反射镜和激光器)在制造具有 250 mW 激光功率 的部件期间需要固化树脂 XY 平面精度为 25 μm .由于高功率激光通过过滤

ASA 是一种无定形热塑性三元共聚物材料,类似于 ABS 由制造商巴斯夫于 1970 年创建,商品名为 Luran S。这两种材料在结构层面的区别在于 ASA 使用丙烯酸弹性体 ABS 是一种丁二烯弹性体 . ASA 被称为工程塑料 因为即使 长时间暴露在露天、雨水、寒冷和海水中,它仍能保持其外观和抗冲击性 .这就是为什么这种材料用于我们在日常生活中看到和使用的许多产品 :房屋部件(屋顶覆盖物)、电气装置(接线盒)、汽车部件(前格栅)、玩具、户外结构元件(管道和建筑型材)等等。 ASA灯丝在3D打印中的应用 由于被开发为“高级 ABS”,ASA(丙烯腈苯乙烯丙烯酸酯)在 3D FDM/FF

色彩理论是一组通过组合颜料达到预期效果的色彩混合的基本规则。 通过组合 4 种基本颜料,您可以获得色度范围内的所有颜色 .这在先验看来非常简单,但在新闻界却是一门艺术,并且导致了 3D 打印,但它仍然更加复杂。经过领先制造商(如 Fillamentum)在 3D 打印技术 FDM / FFF 方面的多年发展 , 通过优化天然基础颗粒与特定颜料的混合,可以获得范围广泛的颜色,甚至 在不同的产品中获得完全相同的颜色代码 . Fillamentum 是 3D 打印领域的领先制造商,以其高质量的制造以及广泛的材料和颜色而闻名。在这最后一个方面,该制造商负责为用户提供的色调,确保颜色代码 (RAL 和
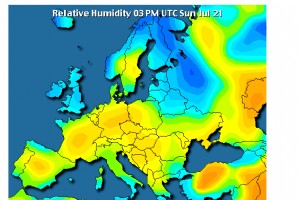
湿度是渗透到大气中的水蒸气或水蒸气 .对于所有生物来说,水是生存所必需的,甚至比食物更重要,但对于非生物元素来说,湿度通常是问题的根源,因为它会导致许多物质的氧化和降解 .在 3D 打印的情况下,更具体地说,在细丝中,湿度过高会导致一长串问题,所有这些问题的目的都是一样的,3D 打印 失败了。 吸水的影响会导致以下问题:脆性增加、直径增加(带有 Bowden 型挤出系统的打印机可能会出现问题)、细丝降解、细丝断裂等。还需要考虑的事实是细丝吸收了水的材料将具有更高的挤出温度。如果您不打算打印,请记住避免将细丝放入打印机中。它们可能会卡在挤出机中,因为当吸水时它们会变胖并增加直径。 下图显示了

圣诞节快到了 并因此有机会让 3D 打印机成为最有趣和有趣的部分 , 个性化饰品和礼品的创作。 圣诞节是全世界一年中最令人期待的节日,一切都装点着灯光和令人印象深刻的装饰品。我们与朋友和家人会面几天,交换故事和礼物。 装饰礼品部分3D打印 , 允许任何人制作个性化元素的技术,从圣诞树的装饰到烘焙模具。以下是一些想法 用 3D 打印机制作: 圣诞树的装饰 圣诞树最具代表性 这些庆祝日期的元素。装饰这种在任何家庭中都不可或缺的配饰,是儿童和成人最喜欢的圣诞节活动之一,可以在其中共享有趣和娱乐的时光。为此,我们推荐打印以下3 种装饰元素 : 树之星: 这颗星星被放置在树的顶部,达到树顶并突出
3D打印