工业4.0先进制造技术信息网站!

工艺规划是指整个过程,不能以一个过程的性质和某个表面的加工来判断。例如,一些定位参考平面需要在半精加工阶段甚至粗加工阶段进行非常精确的加工。有时为了避免尺寸链转换,在精加工阶段,也可以安排某些次要表面的半精加工。 在确定了零件表面的加工方法和加工阶段后,可以将同一加工阶段中各个表面的加工组合成几个步骤。 处理程序的划分方法 在数控机床上加工的零件一般按照工序集中的原则进行工序划分。划分方法如下: 1) 根据使用的工具划分 以同一把刀具完成的工序为一个工序,这种划分方法适用于待加工工件表面较多的情况。加工中心常采用这种方法来完成。 2) 除以工件安装数量 以零件一次装夹即可完成

要想提高精密加工企业的生存能力和竞争力,在诸多因素中,关键是要依靠先进技术。随着现代工业的发展,越来越多的企业开始重视工艺。工艺文件是精密加工企业的基础,其正确性非常重要。小到工艺文件中的一个符号和一个数据,非常重要,比如机械制造工艺文件中的尺寸要求、形位公差要求、CNC加工程序的符号和代号等。精密机械零件的加工,工艺文件的正确使用直接影响到产品的加工质量和生产安全。有时由于工匠的疏忽,即使是很小的失误,也可能导致精密机械零件报废,给企业造成一定的经济损失。 在精密加工过程中,为了有效提高产品的性能,在布置热处理工序的位置时,必须保证大部分剩余零件已经被去除。既保证了零件可以进行淬火硬化

螺丝在机械工业中仍然扮演着重要的角色。要将螺钉连接到另一个组件,需要使用内螺纹。也可以在机加工零件的外表面上切削螺纹。螺纹允许零件以低成本轻松连接在一起。制造商使用各种方法制造它们,以用于数十种不同类型的紧固件。 在本文中,我们将介绍什么是制造中的螺纹、螺纹类型、螺纹铣削技巧、注意事项和优点。 什么是工程和制造中的线程? 螺纹是在圆柱体或圆锥体的内(螺母)或外(螺钉或螺栓)表面上形成的具有均匀横截面的连续螺旋脊。螺纹的轮廓由牙顶(螺纹的顶部)、牙根(螺纹的底部)和侧面(连接牙顶和牙根)组成。 螺纹是指连续的螺旋脊。螺旋脊在圆柱或圆锥的不同表面上具有均匀的横截面。它可以在螺母(内)或螺钉

目前,几乎大多数定制的CNC加工零件在加工后都会产生或多或少的毛刺。它们不仅影响零件的美观,而且达不到高精度标准,甚至影响产品的装配、性能和寿命。因此,我们必须删除它们,以便为我们的全球客户提供更好的产品。随着高新技术的发展和产品性能的提高,对产品质量的要求也越来越严格。精密加工零件的毛刺去除变得越来越重要。 今天我们就来介绍一下什么是毛刺,总结一下精密加工零件去除毛刺的常用方法。 什么是 毛刺 ? 在我们深入了解去毛刺工艺的细节之前,了解什么是毛刺以及它如何影响金属零件的质量非常重要。制造商使用各种操作将金属毛坯变成可用零件:例如冲压、铣削、磨削、切割和雕刻。如您所知,这些方法通常会
根据尺寸和精度要求,在实体表面上加工大尺寸孔需要几种不同的金属切削操作。钻孔、镗孔、铰孔和珩磨是制造公司常用的工艺。在某种程度上,所有过程都涉及在工件上创建新孔或修改现有孔。钻孔是钻孔的过程,而钻孔会扩大现有孔的直径。铰孔和珩磨用于改善现有孔的表面光洁度和公差。以下部分将讨论钻孔、铰孔、镗孔和珩磨工艺的异同。 钻孔 钻孔精度低,一般只有IT13~IT11,表面粗糙度也比较大,Ra一般为50~12.5m。但钻孔金属去除率高,切削效率高。钻孔主要用于加工质量要求不高的孔,如螺栓孔、螺纹底孔、油孔等。对于加工精度和表面质量要求较高的孔,应在后续加工中通过铰孔、镗孔或磨削来实现。 钻孔具有以下
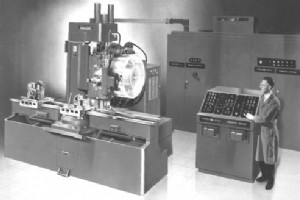
CNC 加工是一系列减材制造技术,它使用计算机控制的过程通过从较大的块中去除材料来制造零件。由于每个切割操作均由计算机控制,因此多个加工站可以同时基于相同的设计文件制造零件,从而实现具有极其严格公差的高精度最终用途零件。 CNC 机器还能够沿多个轴进行切割,使制造商能够相对轻松地创建复杂的形状。虽然CNC加工几乎应用于制造业的每一个行业,但在生产方式上却是相对较新的发展。 数控机床历史悠久。自自动化早期以来,该技术已经取得了长足的进步。自动化使用凸轮或穿孔纸卡来帮助或引导工具的移动。如今,这一工艺广泛用于制造复杂精密的医疗设备部件、航空航天部件、高性能电动摩托车部件以及许多其他尖端应用。以下

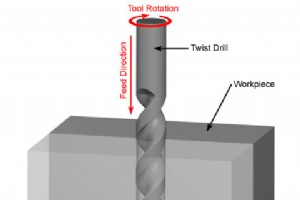
钻孔是一种材料去除或切割过程,其中工具使用钻头在固体材料中切割圆形横截面的孔。我们将从冷却液的使用、切屑控制、进给和切削速度控制等方面介绍钻孔技术,并粗略介绍获得高质量孔的技术和不同材料的钻孔技术。 冷却液的使用 正确使用冷却液对于获得良好的钻孔性能至关重要。加工过程中直接影响排屑、刀具寿命和加工孔的质量。 1. 如何使用冷却液 1) 内冷设计 内部冷却设计始终是避免切屑堵塞的首选,特别是在加工长切屑材料和钻更深的孔(大于孔直径的 3 倍)时。对于水平钻头,当冷却液从钻头流出时,切削液在至少30厘米的长度上不应有下冲。 2) 外冷设计 当切屑形成良好且孔深较浅时,可使用外冷。
精密零件加工的对象大致分为两类:一类是标准件的加工,一类是非标准件的加工。相对而言,非标准件的加工比标准件的加工难度更大。很多刚入行的新人都分不清标准件和非标件。接下来,我们将解释非标准件和标准件的区别。非标精密零件加工过程中要特别注意什么以及提高非标自动化零件加工效率的技巧。 标准件 VS 非标准件 标准件 标准件是指在结构、尺寸、图纸、标记等方面均已完全标准化,由专业工厂生产的常用零件,如螺纹件、滚动轴承等。标准件分为广义标准件和狭义标准件。广义标准件是具有明确标准的机械零件(零件)和零部件。 (使用的标准主要有中国国家标准(GB)和美国机械工程师学会标准(ANSI/ASME)等),

许多公司新开发的产品需要高精度零件加工和定制服务,并在开发过程中制作模型进行验证。高精度零件加工定制主要用于检验产品结构的合理性和用户体验。铝加工和不锈钢加工产品对精度的要求很高。对于高精度要求的铝材加工,或不锈钢加工,客户应寻找设备先进的高精度零件加工定制厂家。 但是,如何选择误差小的高精度零件加工的定制厂家是对客户的考验。 很多客户喜欢选择低价位的零件加工厂合作,但在质量方面实在说不出口。只有高精度精密加工中心误差更小,检测效果才能更准确。有助于帮助企业一次性开发新产品。 机加工工艺是根据图纸加工零件的过程。有不止一个过程。对于机械设备的一部分,采用多种工艺形成最终形状。这就需要企业
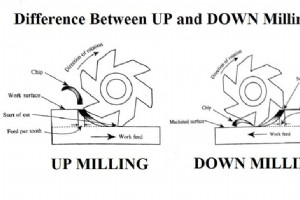
专家们根据被加工零件的尺寸、形状、特征和材料,使用无数的 CNC 铣削技术来充分利用 CNC 机床。机械工业中使用的这些技术之一是使用不同的切削方法,即顺铣和后铣。在特定应用中使用正确的切割方法对成功加工起着至关重要的作用。 根据它们的相互方向,周边铣削可分为上铣和下铣两大类。顺铣和顺铣是两种常见的数控铣削工艺。每种方法都有其特定的优点和缺点。从定义入手,请跟着我们来对比了解一下上铣和下铣的区别。 什么是顺铣和顺铣? 逆铣也称为逆铣。 这种方法称为常规铣削方法,它涉及沿刀具旋转方向进给工件,从而产生向上的切削力,切削速度的方向与CNC铣削零件的进给方向相反。这里,切削工具在接合过
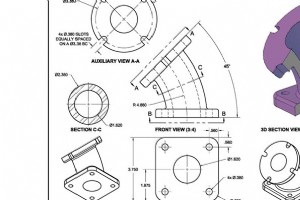
技术图纸(和绘图过程)是工程师和制造商之间传递信息的一种方式。技术图纸通常补充数字 CAD 文件以提供附加信息。工程图纸使用标准化的语言和符号。这使得对图纸的理解变得简单,几乎没有个人解释的可能。 本文介绍了技术制图的基础知识,什么是技术制图,为什么需要技术制图,如何制作制图以及标准制图中应包含哪些要素。 什么 我 s 一个 D 生吗? 技术图纸有助于定义和说明特定的机械要求和流程。它们是专门用于机械用途的工程图纸。 这些技术图纸有助于传达机械工程师遇到的问题和解决方案。这些图纸可以成为项目的一个组成部分,并帮助定义需要完成的工作。它们有助于以清晰简洁的方式传达复杂的流程和结构。

作为电火花加工 在传统切割中具有许多不可比拟的优势,其应用领域日益扩大,已广泛应用于机械、航天、航空、电子、电机、电器、精密机械、仪器仪表、汽车、轻工等行业。解决形状复杂的材料和零件的加工问题。 然而,EDM 也有其局限性。同时,与传统加工一样,机床本身的各种误差、工件和工具电极的定位和安装误差都会影响电火花加工的精度。此外,与电火花加工工艺相关的主要因素是放电间隙的大小和一致性,以及工具电极的磨损和稳定性。 限制 O f 电火花加工 加工 1.它只能用于 加工 金属和其他导电材料 与切削加工不同,可以加工塑料、陶瓷等绝缘非导电材料。 2。 加工 s 撒尿 我 s g

今天,医疗器械合同制造是一个蓬勃发展的行业。医疗设备由特定金属制成,以确保设备能够长时间正常工作而不会受到腐蚀或受到周围环境影响,因为这可能会影响患者的康复。 如果您是医疗保健环境中使用的医疗产品或其他设备的开发商,则需要谨慎选择制造材料。一般来说,对于需要最高强度和耐用性的应用,通常会选择金属而不是塑料或其他材料,尤其是在用于承受巨大机械应力的工具或用作替换接头时。 此外,除了纯机械性能外,医疗环境中使用的金属还必须满足大多数其他产品无法满足的特定标准。例如,在存在人体组织或体液的情况下,它们可能需要是无毒的。或者,他们可能不得不抵抗清洁剂和酒精等清洁化学品。除了无毒之外,用于植入物的金

最纯净的化学元素铝是柔软的、有延展性的、无磁性的和银白色的。但是,该元素不仅以纯形式使用。铝通常与各种元素(如锰、铜和镁)形成合金,形成数百种性能显着提高的铝合金。 铝合金零件具有强度高、塑性好、优良的导电性、导热性和耐腐蚀性能,可通过热处理获得良好的机械性能、物理性能和耐腐蚀性能。铝合金零件的加工是通过车床和CNC电脑对铝进行加工,并根据需要进行喷砂、抛光、拉丝、电镀、喷涂、阳极氧化、激光雕刻等后续加工。铝合金零件外观充满独特的金属质感,重量轻,散热强,受到各行业的青睐。 现在,很明显 CNC 铝制零件与其他金属零件有何不同。本文讨论了铝CNC加工零件的一些优点。 可加工性 铝可

为了实现高速、高精度的镗孔加工,需要注意刀齿振动对表面粗糙度和刀具寿命的影响。为防止加工精度和刀具寿命的降低,选用的加工中心必须配备动平衡性能优良的主轴,选用的镗刀还必须具有较高的动平衡特性。尤其是镗刀的齿部,应选择适合高速切削的槽型、刀具材料和装夹方式。为了提高加工效率,切削刃末端的R要大一些;在保证相同表面粗糙度的前提下,应提高进给速度。但增加进给量要足够,否则会增加切削阻力,不利于提高加工效率。刃带应设置小于0.1mm的负倒角,可有效保持刀具寿命的稳定性。 除了精密加工 通过数控切削、镗孔和铰孔加工的孔也可用于孔的高精度加工。配合加工中心的高速主轴,可以使用镗刀对孔进行高速精密加工

新产品的不断涌现对零部件的材料提出了更高的要求。有时所需的材料必须满足高硬度、高耐磨、高韧性等特殊要求,从而产生一批难加工材料,而加工技术 提出了更高的要求。与优质碳素结构钢相比,不锈钢材料含有Cr、Ni、Nb、Mo等合金元素。这些合金元素的增加不仅提高了钢的耐蚀性,而且对不锈钢的加工性能也有一定的影响。 本文以不锈钢等难加工材料为对象,结合加工中遇到的实际问题,分析不锈钢的加工难点,提出切实有效的解决方案。 本文结合加工中遇到的实际问题,分析不锈钢加工中的难点 ,并提出切实有效的解决方案。 不锈钢加工难点分析 切割 在实际加工中,切割不锈钢时常伴有断刀和卡刀的发生。由于不锈钢在切削
过度定位也称为重复定位。工件的同一自由度被2个或多个支撑点反复限制的定位称为过定位。工件是否允许过定位应根据具体情况确定。过度定位应正确使用。有时,过度定位会导致工件无法正常安装或无法保证加工要求。 在机械加工中,过度定位在大多数情况下会导致工件变形,工艺基准发生变化,使加工零件的位置超出公差,无法保证加工精度。但对于薄壁或细长工件的加工,其结果是工件加工不顺畅,刀具抖动,甚至出现刀具折断和废料处理。 是否允许过度定位视具体情况而定。 如果加工工件的定位面,其形状、尺寸、位置精度要求较高,则允许过定位,有时也有必要。因为合理的过定位不仅不会影响加工精度,还会增强工艺系统的刚性,增加定
虽然 CNC 铣削 已经以更好的技术和更广泛的应用超越了手工铣削,手工加工在机械加工领域仍占有重要地位。因此,在本文中,我们将介绍一些关于手工铣削的相关内容,希望对您有所帮助。 什么 我 s M 年度铣削服务 手动铣削是一种利用旋转刀具在工件上以一定角度去除材料的加工工艺。这是一种产生垂直垂直切割运动的切割过程。 手动铣削的工作原理 铣床是一种应用广泛的机器。可加工平面(水平面、垂直面)、槽(键槽、T型槽、燕尾槽等)、齿(齿轮、花键轴、链轮)、螺旋面(螺纹、螺旋槽)及各种曲面。此外,它还可用于加工表面和内孔。铣床工作时,工件安装在工作台上。铣刀的旋转为主要运动,工作台或铣头的进给运动
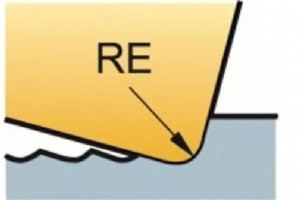
铣削面的形成取决于什么?最终的铣削表面可能是轴向表面、径向表面或复杂表面,具体取决于所使用的刀具类型和工艺。 铣削面刀具类型 01. 轴向生成的表面 刀片底部的形状决定了最终表面的质量。刀尖弧 (RE) 有时会产生尖角。尖顶的大小取决于圆弧半径和进给量。 具有平行切削刃 (BS) 的刀片可以加工平面。根据铣刀的轴向公差和跳动,最突出的刀片产生最终的表面。 为了获得最佳的铣削表面质量,确保每转进给量(fn =fz×zn)小于 BS 的 80%。 随着铣刀直径的增加(对于超密齿铣刀),齿数和每转进给量增加,因此需要更大的 BS。一旦每转进给量超过平行刃带宽度,铣刀的轴向跳动就会

聚四氟乙烯 (PTFE),最知名的品牌名称是 Teflon,是一种合成的含氟聚合物热塑性塑料。 PTFE-Teflon与大多数工程塑料不同,它具有高熔点、低摩擦系数和化学惰性。 尽管具有一般的机械性能,但特氟龙即使在高温下也具有耐化学性和稳定性,使其成为许多特定应用的流行材料。 制造 Teflon 零件的最佳方法之一是 CNC 加工 .本文重点介绍铁氟龙加工的来龙去脉:材料特性、加工优势、常见应用及加工工艺。 什么是铁氟龙? 聚四氟乙烯是热塑性塑料和四氟乙烯的含氟聚合物。常温下为白色固体,聚四氟乙烯仅由碳和氟组成。作为一种含氟聚合物,PTFE 对溶剂、酸和碱具有固有的耐受性。它具有疏水
制造工艺