工业4.0先进制造技术信息网站!
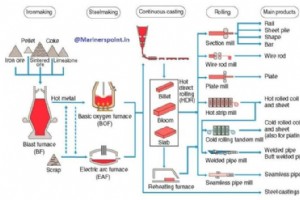
在本文中,我们将了解炼钢过程的不同方法 步骤和流程图 更好地理解。根据钢的类型和成分,涉及不同的工艺。让我们来看看炼钢的各种过程。 钢 基本上是铁和碳的合金,碳含量变化高达 1.5%。碳分布在金属的整个质量中,不是作为元素碳或游离碳,而是作为与铁的化合物(化学结合)。 然而,如果碳含量增加到 1.5% 以上,很快就会进入一个阶段,即在结合状态下不再含有碳,任何多余的碳都必须以游离碳(石墨)的形式存在。正是在这个阶段,金属合并到称为铸铁的组中 .因此,要归类为钢的材料,其成分中必须不含游离碳;产生的立即游离石墨属于铸铁范畴。 除碳外,钢中还存在其他元素,例如硫、硅、磷、锰等;但碳是迄今为止

在本文中,我们将讨论 合金钢 ,在工业和日常生活中非常常用。从定义开始 我们将研究它的组成 , 类型 ,并且使用 和属性 . 什么是合金钢? 合金钢 可以定义为添加了足够量的除碳以外的元素以提高性能的钢。 添加到钢中最常见的合金元素是铬、镍、锰、硅、钒、钼、钨、磷、铜、钛、锆、钴、铌和铝。这些元素中的每一种都赋予了添加它的钢一定的品质。它们可以单独使用或组合使用,以在钢中产生所需的特性。 合金钢特性: 与碳一样,许多合金元素可溶解以生产具有更高强度的合金 , 延展性 和韧性 .碳除了与铁形成金属间化合物外,还与许多合金元素结合并形成合金碳化物。这些合金碳化物以及铁合金碳化物通常较
![锻造缺陷的类型 - 原因和补救措施 [附图片]](https://www.mfgrobots.com/article/uploadfiles/202204/2022042317015167_S.jpg)
在本文中,我们将讨论什么是锻造缺陷 , 锻造缺陷的类型 以及它们的原因是什么 以及如何删除 那些缺陷。 什么是缺陷? 缺陷 是超过某些阈值的缺陷。换句话说,可能存在不被视为真正“缺陷”的缺陷,因为它们小于适用规范中指定的容差。 缺陷 在金属零件中是锻造零件的一个重要因素,因此它变得非常昂贵。 锻造缺陷是什么意思? 锻造缺陷 由于锻造公司而被广泛讨论,自然不愿引起人们的注意。锻造缺陷的类型很多,从可追溯至原材料的缺陷到闭模锻造过程或锻后操作造成的缺陷。 以下信息是关于钢锻件中常见和不常见的缺陷,这些缺陷是由许多锻造厂常见的闭模锻造操作或锻后操作引起的。本节的目的是让读者熟悉这些各种缺陷
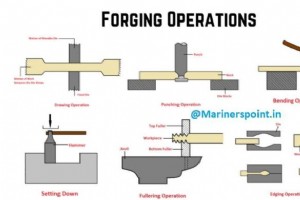
在本文中,我们将讨论什么是锻造? 它是如何工作的?锻造的类型、操作、优点、缺点, 等等。 什么是锻造操作? 锻造操作 是通过加热或冷却金属,然后用锤子敲击它来赋予任何金属工作所需形状的操作。 什么是锻造? 锻造 是一种制造过程,涉及用局部压缩力塑造金属。打击是用锤子或模具进行的。锻造通常根据其进行的温度进行分类:冷锻 , 温锻 ,或热锻 . 锻造方法 小型锻造工作可以用锤子敲打来完成,但重型锻造工作只能通过机器来完成。有三种锻造方法 . 手工锻造 模锻 动力锻造或机器锻造 1.手工锻造 手工锻造 或锻造 是通过用锤子敲击来塑造工作的过程。手工锻造仅用于成型少数主要在
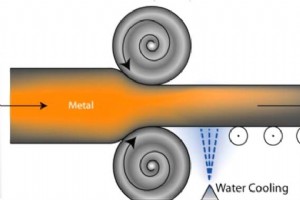
在本文中,我们将了解冷加工 工艺,方法,热加工和冷加工的区别,优点和缺点。 什么是冷加工? 冷加工是金属在其再结晶温度以下发生变形的金属成形过程。 冷成型 ,也称为冷加工 , 是金属在其再结晶温度(通常是室温)以下成型的任何金属加工工艺。热加工技术如热轧、锻造、焊接等与这些工艺形成对比。 这是一种常用于具有极高熔点的非脆性金属的技术。这种方法可用于强化多种聚合物。另一方面,金属的冷加工区域由于位错浓度增加而更容易腐蚀。 什么是再结晶温度? 在金属中形成新的无应力晶粒的温度称为再结晶温度 . 冷加工效果 冷加工主要作为一种精加工操作,在通过热加工使金属成型之后。它还在很大程度
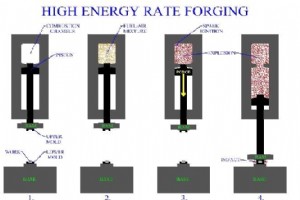
什么是高能率成型? HERF(高能率成型) 是通过在短时间内快速向材料提供能量来成型材料的过程。有几种HERF方法,其中大多数依赖于用于实现高速的能源。 在这些成型过程中,需要在很短的时间间隔内施加大量能量。 尽管大多数压力机不以高速运行,但在某些情况下锻造是在高冲击率下进行的。这与锤锻不同,因为敲击不会重复。 对传统锻造操作的一个主要贡献是它们的高冲击速度是传统速度的 2 到 10 倍。在传统的实践中,为了获得更大的锻造力,质量项被做得越来越大,而在高速锻造中,速度项被增加了。 高能率成型 (HERF) 工作 高能率成型或锻造,有时称为高速锻造 (HVF),机器是主要用于热锻

在本文中,我们将了解什么是 热处理工艺 以及各种不同的热处理工艺 详细地。 什么是热处理工艺? 热处理 “固态”是指为了获得所需性能而对固态金属或合金进行加热和冷却的组合。性能的变化是由热处理操作产生的材料的微观结构变化引起的。 热处理是加热和冷却金属的过程,使用特定的预定方法来获得所需的性能。黑色金属和有色金属在使用前都要经过热处理。随着时间的推移,已经开发了许多不同的方法。即使在今天,冶金学家仍在不断努力提高这些工艺的结果和成本效益。 为此,他们制定了新的时间表或周期来生产各种等级。每个时间表都涉及不同的加热、保持和冷却金属的速率。这些方法,如果仔细遵循,可以生产出具有显着特殊
![机器成型 - 类型、定义、操作、优势 [图片]](https://www.mfgrobots.com/article/uploadfiles/202204/2022042317014358_S.jpg)
在本文中,我们将讨论什么是机器成型 、机器成型工艺和不同类型的成型机。 什么是机械成型? 造型机是由多个相互连接的部件组成的设备,其目的是传递和改变各种力和运动,以帮助生产砂型。使用机器进行大规模生产的过程称为机器成型 . 机器成型与手工成型 根据模具是由手工工具制备还是借助成型机制备,成型工艺可分为手工成型或机器成型。当只需要几个铸件时,发现手工成型是经济的。手工成型速度慢,需要相当高的技能才能生产出好的铸件。 另一方面,当要生产大量重复铸件时,建议使用机器成型,因为手工成型更加耗时、费力并且变得昂贵。机铸铸件的尺寸更精确,换句话说,可以生产出具有紧密公差的铸件。结果,铸件的重量减轻并

在本文中,我们将讨论什么是绿砂造型 , 湿砂造型的优缺点及方法。 绿砂模具 绿砂模具 用天然型砂或硅砂、粘结粘土和水的混合物制备。这些材料按比例彻底混合,这将为正在完成的工作类别提供所需的性能。典型的砂混合物 湿砂造型见下表。 绿砂模具的制作 要制作湿砂型,沙子必须经过适当的回火 在它可以使用之前。如果沙子太干,则添加额外的水,如果太湿,则添加干沙,直到其具有适当的温度。为了检查沙子的适当脾气,首先抓住一把。压力释放,沙子被分成两段。沙子的部分应保持其形状和边缘 休息时间应该尖锐而坚定 . 与熔融金属接触的模具表面是湿砂模具中最重要的部分。为了使铸件表面干净光亮,并防止砂子在模
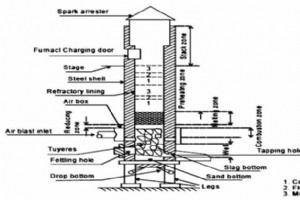
在本文中,我们将讨论冲天炉、冲天炉的零件、冲天炉图、冲天炉中的区域、冲天炉操作。 主要目标 在冲天炉中是生产所需成分、温度和特性的铁 以最经济的方式以所需的速率。此外,与其他类型相比,该炉具有许多明显的优势,例如,操作简单 , 生产的连续性 和增加输出 加上高度的效率。 不同类型的熔炉用于不同的铸造车间,具体取决于一次熔化的金属量,以及车间内进行的工作性质。只有冲天炉 下面介绍了铸造厂用于熔化精炼生铁和废钢的方法。 冲天炉零件 冲天炉 由一块垂直的圆柱形钢板组成,厚度为 6 至 12 毫米,内部衬有酸性耐火砖或酸。夯实粘土。所用的耐火砖或捣固粘土由氧化硅组成 酸(SiO2)和氧化铝
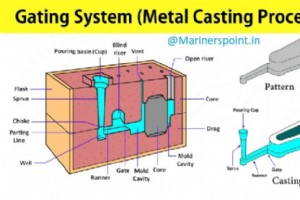
什么是门控系统 术语门 被定义为 channels 之一 这实际上在模具型腔中导致 ,以及术语门控或门控系统 指熔融金属通过其输送到模具型腔的所有通道。 门控系统的功能 门控系统的功能 是 : 提供连续、均匀的熔融金属进料 , 对模腔的湍流尽可能小。过度湍流会导致吸入空气和形成浮渣。 提供铸件 液态金属 在最佳位置实现适当的定向凝固和最佳的进料缩孔。 填充 熔融金属的模腔 在尽可能短的篇幅中避免温度梯度。 提供最少的多余金属 在大门和立管。另一方面,金属进入率不足会导致铸件出现许多缺陷。 为了防止侵蚀 的模具壁。 防止结渣 , 沙子 和其他外来粒子 从进入模具。
![成型工艺类型 – 完整概述 [附图]](https://www.mfgrobots.com/article/uploadfiles/202204/2022042317013599_S.jpg)
在本文中,我们将讨论成型工艺,根据干砂成型、湿砂成型、台式成型等各种术语分类的成型工艺类型。 成型工艺 常用的可以按不同的形式分类。它们大致可以分为: 手工成型 , 和 机器成型 . 单件和小批量生产铸造实践砂模是手工制作的;大批量、大批量生产均采用成型机。 成型工艺的种类 成型工艺常按: (A) 制造模具的材料类型或 (1) 绿砂模具, (2) 干砂型, (3) 皮肤干燥的模具, (4) 粘土模具。 (B) 制作模具的方法。 (1) 台式成型, (2) 地板成型, (3) 凹坑成型, (4) 扫模成型,和 (5)板材成型。 基于所用砂的成型工艺 1.

在本文中,我们将讨论各种类型的木工机器 这是木工店的重要组成部分。让我们从定义木工机器开始。 现代木工车间,除了前面描述的手工工具外,还需要使用一些动力驱动的机器,特别是在需要大规模生产的地方。所用机器的大小和容量取决于要完成的工作的一般规模。为木工车间选择的机器必须制造精良,并且它们的准确性应该是可靠的。他们应该得到很好的保护,以保护工人免受操作的危害。 什么是木工机械? 木工机器 是专为使用木材而设计的机器。这些机器通常由电动机驱动,广泛用于木工。磨床(用于磨成小块)有时包含在木工机械的定义中。 下面简单介绍一下常用的机器。 1。木工车床 木工车床是木工车间使用的最重要的机器
![最常用的木接头类型及其用途 [附图]](https://www.mfgrobots.com/article/uploadfiles/202204/2022042317013073_S.jpg)
木接缝 是木工的重要组成部分。在不同的地区和不同的情况下不同的木接头类型 是首选。 木材接缝的类型 将决定产品的强度。 胴体工作的特点是类似盒子的形状 实木或层压板。使用的典型接头是对接或摩擦接头、销钉、榫槽和螺钉和槽接头;其他接头包括燕尾接头和角接头。 在尝试任何关节之前,有必要准备材料。这意味着将木头刨平并获得四个真实的表面。 建筑木制品 可以分为两大类:框架 和胴体 工作。框架中使用的典型接头有各种对开接头、榫头接头和马鞍接头。 1.减半关节 这些木接缝的目的是固定框架的拐角和交叉点,同时保持所有面齐平,即在同一平面上。 减半联合 ,也称为半搭接接头 , 可用于强度和
![各种木工工具清单及其用途 [附图]](https://www.mfgrobots.com/article/uploadfiles/202204/2022042317012903_S.jpg)
木工工具: 为了成功地将不同的形式加工成精确的形状和尺寸,木工必须知道大量工具的使用。在本文中,我们给出了木工工具的名称列表及其用途。手动操作的主要类型描述和说明如下: 标记和测量工具 切割工具 规划工具 无聊的工具 打击工具 握持和其他工具 1.标记和测量工具 标记和测量木工工具 已经开发出来,以便可以确保真实和准确的工作。此类工具中最常见的是: 规则 规则 木工使用各种尺寸和设计的尺寸和设计来测量和设置尺寸,但它们通常使用 四重黄杨木规则 范围从 0 到 60 厘米 .两侧以毫米和厘米为单位进行刻度,每条折痕 15 厘米长 .所有四个部分都通过铰接接头相互连接 这

什么是木纹? 木纤维的纵向排列或由这种排列产生的图案称为木纹 . 木纹的定义 根据R。布鲁斯霍德利 , 纹理是一个“令人困惑的通用术语”,具有广泛的应用,包括木材细胞的方向(例如直纹、螺旋纹)、表面外观或图形、生长轮的位置(例如垂直纹)、平面切面(如端粒)、生长速率(如细粒)和相对细胞尺寸(如开粒)。 木纹是什么? 谷物这个词 应用于木材的意义是不确定的。在会话中,它指的是木材在其任何切割表面上的外观或图案。木材的图形或图案是由于木材中环生长和颜色的变化,以及节的影响。 木纹图案 橡木等开放纹理的木材在其裸露的表面具有微小的气孔。在标准的木材加工方法中,这些毛孔用一层填料平整
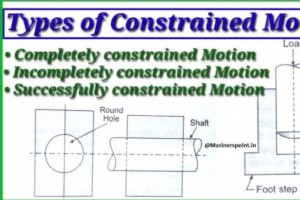
什么是约束运动? 受约束的运动 是任何物体的运动,当物体被迫以受限的方式移动时发生。 或者,我们可以说,不能以任何方式任意进行的运动称为约束运动。 通俗的讲,就是我们想要发生的运动,或者简单地说,需要的运动称为约束运动。 例如,假设我们想要一辆汽车做直线运动,但汽车在弯曲的路径上移动,我们控制它并强制沿直线移动。 直线运动是受约束的运动。 约束运动示例 气体分子在球形容器中的运动。 粒子沿着粗糙或光滑的斜面移动, 粒子在重力作用下沿曲线滑下, 刚体的运动作为任意两个粒子之间的距离保持不变。 骑自行车就是最好的例子。那里的输入是由于骑自行车而产生的一对。输出是后轮的旋转。 简单
![链轮的类型 – 含义、用途 [附图]](https://www.mfgrobots.com/article/uploadfiles/202204/2022042317011844_S.jpg)
在本文中,我们将详细讨论链轮,链轮的类型以及它们的用途和规格。 什么是链轮? 链轮,或链轮或链轮,也称为异形轮,是一种带有与链条、轨道或其他穿孔或锯齿状材料啮合的齿的轮子。术语“链轮 是指任何带有径向突起的轮子,这些轮子与经过它的链条啮合。 它与齿轮的不同之处在于链轮从不直接啮合在一起,与带轮的不同之处在于链轮有齿且带轮光滑,但与齿形带一起使用的同步带轮除外。 链轮是带齿的轮子,与链条相连。当它旋转时,齿将链条固定到位并移动链条的其他组件。 链轮是什么意思? 它是一个齿轮,其齿与链条的链节啮合。或者,我们可以说,它是一个圆柱体,两端的圆周都有齿,它通过某物(如电影胶片)上的穿孔突出
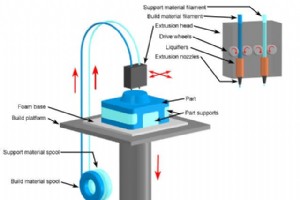
在本文中,我们将讨论快速原型制作 ,技术,所涉及的技术,完整的过程及其应用。让我们从快速原型定义开始。 什么是快速原型制作? 快速原型制作 (RP) 是用于直接从 CAD 数据源制造物理对象的一系列相关技术的最常用名称。这些方法的独特之处在于它们在层中添加和粘合材料以形成对象。 此类系统也以增材制造、三维打印、实体自由成型制造 (SFF) 和分层制造的名称而闻名。与铣削或车削等经典减材制造方法相比,当今的增材制造技术在许多应用中都具有优势。 快速原型技术的能力可以列举如下: 通过快速创建 3D 模型,大幅缩短产品开发时间。 改善多学科设计团队之间的沟通(可视化)。 解决提高灵活性和
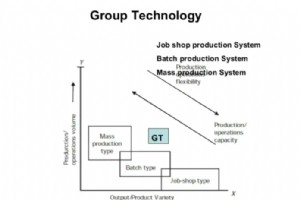
文章涵盖什么是组技术、布局、优点、优点和缺点。 什么是群组技术? 集团技术 或 GT 是一种制造技术,其中具有相似几何形状、制造过程和/或功能的零件使用少量机器或过程在单个位置制造。它基于许多问题相似的一般原则,通过对相似问题进行分组,可以找到一组问题的单一解决方案,省时省力。 定义组技术 集团技术是制造计划中的一项重要技术,它可以在作业或批量制造中获得产品线组织的优势。该技术识别零件、设备或工艺的相同性。机器根据所需的路由进行分组 零件族而不是它们的功能。 通过使用这种技术,生产计划和控制功能也得到了简化,因为一组机器可以被视为一个工作中心,从而减少了工作中心的数量并简化了零件的路
工业技术