
工业4.0先进制造技术信息网站!
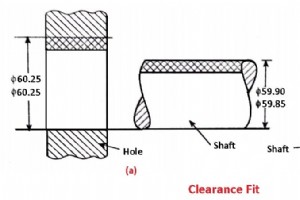
在本文中,您将了解什么是 Fit ? 以及配合类型、系统和 在计量学中使用拟合的原因 .还可以下载 PDF 文末文件。 什么是健身? 你知道,每台机器都有许多零件。而这些零件是分开制造的,然后组装在一起。有些零件通过滑入其他零件而移动,有些零件与其他零件紧密配合并移动。 为了这些部分的顺利运作,这些部分之间应该有足够的协调是至关重要的。 那么两个连接部分之间的这种相互连接称为配合。根据孔或轴的实际限制,配合可分为以下几种。 配合类型 适合的类型有: 间隙配合 过渡适合 过盈配合 1。间隙配合 在这种配合中,轴或阳部件的尺寸保持相对略小于孔或阴部件的尺寸,使得阳部件可以在阴部件
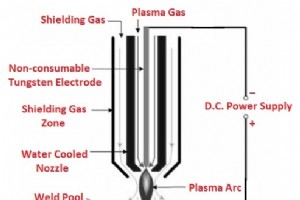
在本文中,您将了解什么是等离子弧焊 ?及其工作原理 , 设备、类型、应用、优势等。 此外,您还可以下载 PDF 文件 这篇文章的最后。 什么是等离子弧焊 ? 等离子弧焊 是一种弧焊工艺,使用钨非自耗电极和另一个工件之间的压缩电弧(转移弧工艺)或水冷收缩喷嘴(非转移弧工艺)之间产生的热量。 等离子体是正离子、电子和中性气体分子的气态混合物。转移弧工艺产生高能量密度的等离子射流,可用于高速焊接和切割陶瓷、铜合金、钢、铝、镍合金和钛合金。 非转移电弧工艺产生能量密度相对较低的等离子体。用于各种金属的焊接和等离子喷涂(涂层)。由于非转移等离子弧焊中的工件不是电路的一部分,等离子弧焊枪可以从一
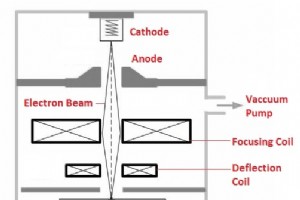
在本文中,您将了解什么是电子束焊接 ?它的工作原理、设备、应用、优势, 和更多。另外,下载 PDF 文件 本文的最后。 电子束焊接 什么是 EBM? EBM 或电子束焊接 是一种利用高能电子束产生的热量的焊接工艺。电子撞击工件,其动能转化为热能 加热金属,使工件的侧面可以连接起来,冷冻后可以形成焊缝。 电子束焊接也是一种液态焊接工艺。其中,金属对金属接头的形成以液态或熔融状态。它也被称为焊接工艺,因为它使用电子 ‘ 动能 连接两个金属工件。 EBM 是什么时候发明的? 这种焊接是1958年由德国物理学家卡尔-海因茨发明的。在这个焊接过程中,大量的电子撞击焊接板,将其动能转

在本文中,您将了解什么是锻造? 它是如何工作的?锻造的类型、操作、优点、缺点, 等等。 什么是锻造 ? 通常与铁有关的工作被称为铁匠。 锻造手段 通过加热或冷却金属,然后用普通锤子或使用任何为此目的的特殊机器敲击它,使任何金属工作具有所需的形状。 小型锻造工作可以通过用锤子敲击来完成,但重型锻造工作只能由机器完成。锻造可以通过三种不同的方式进行。 锻造方法的种类 : 以下是三种锻造方式: 手工锻造 机械锻造 落锤锻造 #1 手工锻造 通过用锤子敲击来塑造工作的形状称为手工锻造或锻造。 #2 机械锻造 在锻造机的帮助下为工作赋予所需的形状称为机器锻造。压力机、滚压机和各种
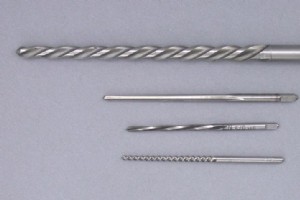
在本文中,您将了解什么是铰刀? 9 种不同类型的铰刀 带有图像、它的命名法和应用程序。 什么是铰刀 铰刀是一种用于扩大或精加工预钻孔、钻孔或取芯的工具,以提供良好的光洁度和精确的尺寸。 铰刀是一种多齿刀具,可切割相对少量的材料。根据操作、用途和形状的不同,铰刀有多种分类。 I.S.中常用的铰刀细节规格如下。 您可能会喜欢: 钻孔机 - 零件、类型、操作等 铰刀命名法 以下是图(A)、(B)、(C)和(D)中所示的铰刀的命名法。 铰刀的要素 铰刀元件如下所述。 1.轴 铰刀纵向中心线。 2。倒锥度 铰刀从进入端到刀柄每100毫米长度的直径减小量。 3.斜角引线

在这篇文章中,您将了解 什么是麻花钻 和 它是如何使用的? 及其麻花钻的零件、类型和命名法 .此外,您还可以下载 PDF 文件 在本文末尾。 麻花钻 今天使用最流行的钻头是麻花钻。它基本上是通过将一块扁平工具钢纵向扭转数圈,然后磨削直径和尖端形成的。目前,麻花钻是由两个在钻头体上纵向延伸的螺旋槽或凹槽制成的。 麻花钻是一种端部切削工具。印度标准协会根据刀柄类型、刃长、钻头全长对麻花钻进行了分类。 您可能会喜欢:铣床:零件和工作原理 麻花钻的种类 麻花钻的种类如下: 短系列或 Jobbers 平行柄麻花钻 Sub 系列平行柄麻花钻 长系列平行柄麻花钻 锥柄麻花钻 锥柄取芯钻(

在这篇文章中,您将了解什么是焊接 它是如何完成的?焊接类型 和焊接工具 , 他们的应用程序 , 安全注意事项, 等等。 焊接和类型 焊接是过程 通过添加熔化温度低于 450°C 的填充金属来连接两块金属板。焊接材料用于焊接过程,称为焊料,由锡和铅的合金制成。 焊接过程中也使用的助焊剂材料由氯化锌和氯化铵组成。功能。助焊剂不允许熔化的焊料润湿并流入接头。通常,铅和锡合金根据接头的用途以不同的成分使用。 焊点的强度取决于合金的强度及其粘合质量。焊接后,助焊剂残留物应用水彻底清洗,以免腐蚀。焊点的强度相对较低。焊接通常用于电气和电子应用、钣金工作线端子、金属容器和类似小部件的密封。
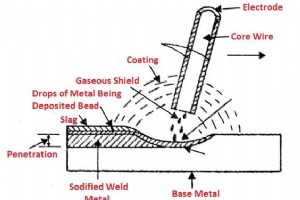
在本文中,您将了解什么是弧焊? 以及它如何工作 ? 不同类型的电弧焊 他们的优点 和应用程序 .此外,您可以下载 PDF 版本 文末文件。 弧焊和类型 什么是电弧焊? 电弧焊是一种熔焊工艺,其中焊接热量来自工件(或母材)和电极之间的电弧。 当电路的两个导体接触然后分开很短的距离时产生电弧,使得电路具有足够的电压来维持电流通过空气。 电弧产生的热量的温度在6000°到7000°之间。 最常见的电弧焊方法是使用提供填充金属的金属电极。焊接是先用工件与电极接触,然后将电极分开适当的距离以产生电弧。 弧焊的种类 以下是不同类型的电弧焊 进程: 保护金属电弧焊 药芯电弧焊 埋弧焊

在本文中,您将了解什么是铸铁 ?以及不同的铸铁 用他们的组成解释 , 应用程序 , 优点 ,以及缺点 . 同时下载 PDF 文件 这篇文章的底部。 铸铁 铸铁是通过在称为冲天炉的熔炉中重新熔化生铁以及焦炭和石灰石而获得的。它是铁和碳的合金。铸铁中的碳含量从 1.7% 到 4.5% 不等。此外,它还含有极少量的硅、硫、锰和磷。 碳以以下两种形式存在: 游离碳或石墨 复合碳或渗碳体 以下是铸铁的重要特性 这使它成为一种有价值的工程材料。 成本低。 良好的铸造特性。 抗压强度高。 耐磨性。 出色的机械加工性。 铸铁的抗压强度大于抗拉强度。 以下是铸铁的极限强度值。 拉伸

在本文中,您将了解什么是轧机 以及它的工作原理和 6 种轧机 用图像解释。此外,您还可以下载 PDF 文件 这篇文章的。 轧机和类型 轧机是一种广泛使用的工艺,在设备成本方面也是最昂贵的工艺。它占成型生产的金属的近 90%。 在轧制过程中 ,由于界面摩擦,工件被拉过一组辊,压缩力减小了工件的厚度或改变了其横截面积。 轧机中使用的轧辊类型取决于轧辊的形状、尺寸以及轧辊之间的间隙及其轮廓。由于设备的可加工性和限制,轧制按以下步骤进行,即可能需要多次通过轧辊才能获得所需的配置。 在滚动初始通道期间 导致横截面积减小,而 中间通道 尝试使形状更接近最终形状和最终或完成通道 使材料达到所需
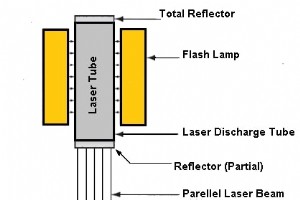
在本文中,您将了解什么是激光束加工 ?, 它是如何工作的? 解释了它的部分 , 工作原理 带图表 .还有优点 和缺点 激光束加工。 简介 什么是激光加工? 激光束加工 是一种非常规的加工工艺,其中激光指向工件进行加工。该工艺利用热能从金属或非金属表面去除金属。 激光 是电磁辐射。它产生的单色光呈几乎准直的光束形式,可以光学聚焦到直径小于 0.002 毫米的非常小的光斑上。 ‘激光 字代表 Light Amplification by Stimulated Emission of Radiation。 激光加工的工作原理 让我们考虑介质(例如,红宝石晶体棒)的原子处于基态
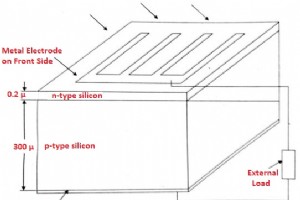
在本文中,您将了解太阳能电池 及其工作原理 , 不同的太阳能电池类型 , 他们的构造 和应用程序 的太阳能电池。另外,下载 免费的PDF 本文的文件。 太阳能电池和类型 什么是太阳能电池? 在光伏 (PV) 转换中,太阳辐射落在称为太阳能电池的半导体设备上 它将阳光直接转化为电能。 图中给出了光伏电池(PV-cell)或太阳能电池的示意图。 它依赖于光对称为 p 型和 n 型的两种半导体之间的结的影响。 N型电子过剩,p型电子不足。 当强光照射在细胞上时,来自光的能量(即光子)使电子从它们之间的结中挣脱出来。 这称为光电 对于单晶硅(4 个价电子),“p”是通过用硼(3
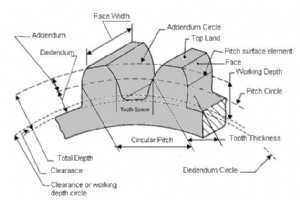
在本文中,您将了解不同的齿轮术语 和 齿轮计算 中使用的术语 , 您也可以下载 PDF 文件 这篇文章的末尾。 齿轮术语 : 以下是齿轮术语 和齿轮描述中使用的齿轮术语: 音圈 节圆直径 压力角 节点 间距表面 附录 齿根 附录圈 齿根圆 基准圆 圆形间距 直径间距 模块 清仓 总深度 工作深度 齿厚 齿隙 牙齿的表面 齿面 顶级土地 面宽 个人资料 强烈反对 齿轮术语解释 1.音圈 Pich circle是与啮合齿轮的节圆一起滚动而不打滑的假想圆。 2。节圆直径 节圆直径是节圆的直径。也称为节圆直径。 3.压力角 压力角是齿接触点的公法线与节圆的公切线之间的角度。通

在这篇文章中,您将了解什么是齿轮中的齿轮比 ?以及如何计算传动比。 此外,您还可以下载 PDF 文件 在本文末尾。 齿轮比 齿轮比是输入轴转动一圈时输出轴转数的比率。换句话说,齿轮比是啮合在一起的两个齿轮上的齿数之间的比率,或者是两个链轮与一个共同的滚子链相连,或者是两个皮带轮与一个传动带相连的圆周。 不要错过:齿轮切削加工的类型有哪些?它们的优缺点 [PDF] 齿轮如何传递动力 牙齿 和轮子 齿轮是各类齿轮的基本工作部件。不同类型的齿轮用于执行不同方向的能量传输。例如,当两个不同尺寸的齿轮啮合旋转时,小齿轮会比大齿轮转动得更快,扭矩更小。 齿轮的齿主要刻在轮子、圆柱体或圆锥体上。
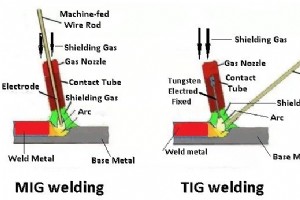
在本文中,我们正在讨论 TIG 和 MIG 焊接 . TIG 和 MIG 焊接的区别 是 MIG 使用连续送丝,TIG 使用焊条慢慢送入焊接处。 什么是 TIG 和 MIG 焊接? TIG 和 MIG 焊接都使用电弧进行焊接 .借助 MIG 焊接,您可以焊接各种材料,例如不锈钢、低碳钢和铝。另一方面,氩弧焊更常用于较薄规格的材料。 阅读更多:什么是焊接以及它是如何工作的? 【图文并茂】 观看此帖子的幻灯片: 让我们一一讨论TIG和MIG焊接。 钨极惰性气体保护焊 (TIG) TIG 焊接 TIG 代表钨极惰性气体保护焊,来自 美国焊接协会也被称为(GTAW)。 TIG 代表钨极惰性气
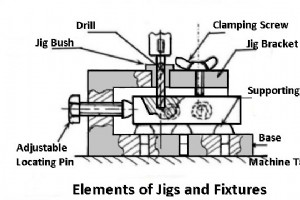
在这篇文章中。您将了解什么是夹具和固定装置 以及他们如何使用 ?和定义、部分 &不同类型的夹具和固定装置 以及他们的工作原则。 你也可以下载这篇文章的PDF文件。 夹具和固定装置 夹具和固定装置 是有助于提高相同零件的比率并减少生产这些零件所需的人力的设备,前面已经强调过,中心车床是一种适合生产不同形状和尺寸的单个零件的机床,但是对于大量生产类似物品,使用它并不经济。 与此相反,绞盘和转塔车床可以很容易地适应重复工作,因为多冷却装置和横向停止的使用提高了生产率。 然而,不能在绞盘或转塔车床上加工每种类型的物体,并且可能涉及使用钻床、铣床、刨床和磨床等。如果要大规模生产相同形状和尺寸的此
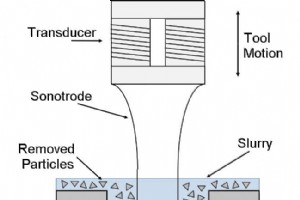
在本文中,您将了解什么是超声波加工 ?它是如何工作的?零件,应用程序 , 优点, 和缺点 的超声波加工。 下载 免费的PDF 文末文件。 超声波加工工艺 什么是超声波? 超声波 用于描述频率的振动波,它高于人耳的频率上限,即高于16 kHz。 将任何类型的能量转换为超声波的装置是超声波换能器。 这种电能被转换成机械振动。为此,压电效应被用于天然或合成晶体或某些金属所表现出的磁致伸缩显示器。 磁致伸缩装置 铁磁材料中发生的振幅变化受交变磁场的影响。 在超声波加工中 ,以 20 kHz 至 30 kHz 的频率纵向振动,振幅在 0.01 mm 至 0.06 mm 之间的工

在本文中,您将了解什么是焊接? 10 种不同类型的焊接工艺及其工作原理 , 优点 , 缺点 , 应用程序 ,等等。 也可以在文末下载本文的PDF文件。 什么是焊接? 焊接 是一种永久性连接工艺,其中两块金属通过将金属加热到它们的熔点而形成一个整体。在加热过程中添加了额外的金属,也称为填充金属,以帮助将两个部件粘合在一起。 一般来说,这是一个过程,其中两个相似(或)不同的金属件可以通过将它们加热到足够高的温度来连接,以使金属在(或)不施加压力的情况下和(或)不施加压力的情况下熔化。填充材料。 焊接机 一台焊接机 用于产生热量并应用填充金属。填充金属由电极本身(或)填充材料提供以形成接头

在本文中,您将了解什么是绳索驱动? 和绳索的种类 用于电力传输。 绳索驱动 绳索驱动器广泛用于要在相当长的距离上从一个滑轮传输到另一个滑轮的大量动力。绳索驱动器使用许多圆形截面绳索,而不是单一的平带或 V 形带。 需要注意的是,当两个带轮之间的距离不超过 8 米时,平带的使用仅限于从一个带轮向另一个带轮传递中等功率。 绳索驱动的主要优点之一是可以从一个驱动滑轮获得多个驱动器。绳索驱动器最广泛地用作工厂和工厂的动力传输 绳轮 滑轮的直径应较大,以减少因内部摩擦和弯曲应力对绳索造成的磨损。 滑轮的合适尺寸为 40 d,最小尺寸为 36 d。 绳索类型 绳索驱动器使用以下两种
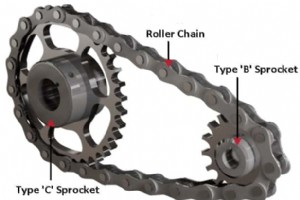
在本文中,您将了解不同的链传动类型 , 它的工作 , 优点 , 缺点 , 应用程序 ,你可以下载 PDF 文件 这篇文章的结尾。 链传动和类型: 链传动 适用于小中心距,一般可达3米,特殊情况下可达8米。 链传动传输功率 高达 100kw,运行圆周速度高达 15m/s。速比可高达8:1。 皮带传动和绳索传动的主要缺点是速度比不会保持恒定,而是会因打滑而变化。由于链传动 是正向驱动,没有打滑,因此速度比将保持不变。 链传动用于广泛的动力传输应用 ,如自行车、摩托车、轧机、农业机械、机床、输送机、采煤机等。链传动由链条和两个轮子组成,称为链轮。链轮是齿轮,上面装有环形链条。 用于动力传
工业技术





