
工业4.0先进制造技术信息网站!

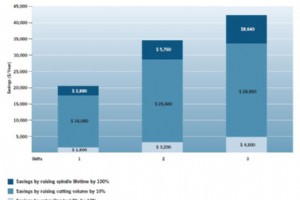
适应制造业“新常态”的公司正在寻找提高效率并领先竞争对手一步的方法。这就是为什么提高工具室的生产力是解决这个问题的有效方法。 询问任何机加工车间所有者或生产主管,说出他或她在设施车间的最大支出,您可能会发现加工时间排在首位。 加工时间通常是设施成本的主要驱动因素。加工零件所需的时间越长,成本就越高。较长的设置时间也会消耗生产力。这些时间——包括拆解以及零件和工具的装载——对运营没有任何价值,应该尽可能短。 解决方案是什么? Haimer USA 是一家刀柄制造商,也是德国 Haimer GmbH 的私人子公司,他表示,愿意采用可以提高生产效率的新刀具方法至关重要。 预设是工具室操
尽管采用缓慢、大规模的应用,先进的陶瓷和陶瓷基复合材料在关键的航空航天和军事应用中找到了归宿。 今天的陶瓷与古代世界的窑炉相距甚远。陶瓷可以追溯到 24,000 年前。然而,它们的应用仍在不断发展,特别是在高性能军用和商用喷气发动机、导弹、航天器以及零部件和其他应用中,包括“装甲和耐磨部件的高硬度或耐火材料应用的耐高温”,根据机械设计。 无论是作为结构陶瓷还是作为陶瓷基复合材料的一部分,这种多功能材料正在帮助制造商提高喷气涡轮发动机的燃油效率,同时消除与传统发动机一样多的冷却需求。例如,GE Aviation 声称其 CMC 比金属轻三分之二,并且承载的温度能力提高了 20%。 Lux
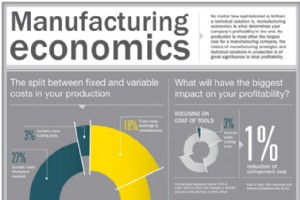
为了提高利润,工厂和运营经理不仅有机会解决成本问题,而且可以使用高质量的工具以有意义的方式提高产量。使用此山特维克可乐满信息图了解具体方法。 您是否知道机器利用率提高 20% 可以将利润率提高 10% 以上?但这并不是“越多越好”那么简单。提高利用率是绝对重要的,也将有助于库存控制。零件质量和适当维护的机器也是保持机器高效运转的一个非常重要的方面。 在这方面,质量可以提高车间和客户的盈利能力,使您成为更具竞争力的供应商。当今的许多工具旨在与多轴机器的高生产率相匹配,旨在以更高的速度和进给率运行,同时保持高于行业标准的零件质量。 山特维克可乐满的这张信息图有助于证明对高质量、高性能工具的
未来会给冷却剂、润滑剂和金属加工液带来什么?我们与行业资深人士进行了交谈,以更好地了解当今冷却液格局的演变和未来的创新。 金属加工液有什么新的和下一个?这取决于几个基本条件:正在切割什么材料?在使用 MWF 时,管理 MWF 的法规和当地需求是什么?而且,模具和整体制造方面的哪些创新将扎根,可能会改变冷却的本质? 根据研究公司和咨询公司 Global Market Insights 的数据,从市场角度来看,预计到 2025 年,全球金属加工液市场将增长到 150 亿美元。 2016 年,Markets and Markets Research 估计,到 2020 年,MWF 市场规模将
在这张必看的信息图中,了解有关金属加工中磨削零件的所有过程。 表面磨削、无心磨削、外圆磨削和缓进给磨削是当今金属零件制造中最常见的一些精加工和平滑类型。但是有许多因素需要协调一致才能实现一致性和质量——尤其是对于大批量、大批量的金属加工。 磨削中有时会出现的一个挑战是波纹——这可能是个问题。 Modern Machine Shop 的执行编辑 Peter Zelinski ,在“保持冷静并继续磨削”一文中这样说,其中重点介绍了由诺顿品牌磨料产品的所有者 Saint-Gobain Abrasives 开发的一种称为“接触长度过滤”的技术: “在生产磨削操作中,零件表面的波纹是机器或工艺
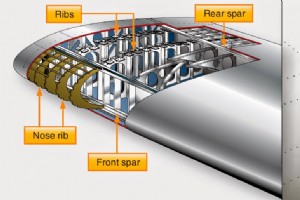
在当今高产的航空航天工业中制造飞机机翼需要什么?作为我们关于航空航天和国防制造系列的第 2 部分,模具制造商解释了他们如何帮助该行业找到越来越多的时间来节省加工时间。 机翼不一定被认为是飞机中最难制造的部分——但它们很大,需要大的、敞开的水平加工和几天的时间来制造。与所有航空航天和国防制造一样,业务挑战是在保持最高生产质量的同时找到效率。 需求旺盛,生意兴隆。据我们采访的模具制造商称,主要飞机制造商每月生产 40 到 60 架商用飞机,具体取决于型号。 多年来,机翼本身的制造并没有发生巨大变化,这与发动机部件不同,后者有很多变化。在某些情况下,工程师一直在修改机翼的一些材料——有时使
航空航天是一个热门行业,但对于小型企业来说,招聘和留住机械师可能会很困难。我们与 General Machine-Diecron 的所有者 Rusty Gwyn 进行了交谈,以了解一家工作车间的真实情况。 位于乔治亚州格里芬市的一家机械加工厂 General Machine-Diecron 的老板 Rusty Gwyn 说,派克县面积 219 平方英里,全县只有一个红灯,该工厂距亚特兰大以南约 40 英里。自 1977 年以来,这家 27 人的加工车间一直在为各种行业加工零件,但最近它主要专注于为航空航天业制造零件。 “这约占我们今天业务的 60%,”Gwyn 说。 “另外 30% 是
动力刀具增加了制造商的切削选择,使机械师能够执行车削以外的操作。以下是您需要了解的信息,以最大限度地提高您的投资。 传统的 2 轴 CNC 车床正在慢慢取代白墙轮胎,只是被功能更强大的车铣复合机床和多任务机床所取代。 由于这种趋势,动力刀具附件(与动力刀具附件同义)正成为车削部门越来越重要的成员,负责切削槽、钻十字孔和铣削零件特征,这些功能以前需要在车间的一个加工中心上进行二次操作。 然而,大多数实时工具来自第三方供应商,而不是机器制造商。你可能想知道:你应该买谁?哪个制造商使用最好的齿轮、轴承和密封件?什么牌子最精准、最死板,能够年复一年地旋转真实?一旦您的新驱动刀柄到货,您应
不可否认,填补制造业工作岗位的需求是近期的现实。但这并不意味着千禧一代和 Z 世代的成员今天不再从事机械师和程序员的工作。我们为那些在金属加工中找到自己使命的下一代机械师发光。 某个“婴儿潮”时代的机械师要么退休,要么将在未来几年退休——这使得汽车、航空航天和其他行业的许多公司都在担心寻找工人来填补新职位和替代职位。专家估计,如果不加以纠正,未来 10 年制造业将有大约 200 万个工作岗位空缺。 然而,尽管婴儿潮一代稳步退休,X 一代机械师的职业生涯提升到监督和管理职位,但今天仍有千禧一代和 Y 一代成年人在车间培训或工作,担任机器操作员、安装人员和 CAD/CAM 程序员. 有些人
手动加工的未来是什么?今天如何使用手动加工来教授下一代机器操作员、CNC 机器程序员和工艺工程师?我们询问了来自不同地区的制造专业人士和讲师来找出答案。 未来手工制造还会存在吗?对于学习基础知识,我们采访的所有行业专业人士都表示,这仍然是必不可少的。 随着自动化越来越成为制造业的核心,技术技能确实发挥着主导作用。但是,物理零件制造、机器能力以及编程和建模软件之间存在动态,仍然需要了解手动操作。 但未来会发生变化吗?行业分析师认为,从长远来看,自动化将改变工作职能和角色。 “[F] 不到 5% 的职业可以通过采用当前展示的技术实现完全自动化,”麦肯锡在其文章“人与机器:制造业自动化
您是否对 5 轴 CNC 机床犹豫不决?深入了解我们的信息图表的详细信息,了解它们如何以及为何开辟了制造选择和节省时间机会的全新世界。 5 轴机器上可能的吞吐量和精度是难以反驳的。对于那些正在寻找新的、有利可图的工作领域的商店来说,这些强大的机器将精度与速度相结合,并为当今的许多汽车、航空航天和医疗零件制造商带来成功。 更多的机床轴是否自动意味着将在更短的时间内制造更多的零件?不一定就在门口。就像任何新事物一样,期待学习曲线。毫无疑问,前期的模拟、测试和反复试验比您习惯的要多,因此准备和测试是关键,同时需要具备强大编程能力和经验的机械师。 但是通过正确的培训和实践,很难否认这些机器的生
今天对低成本优质产品的需求要求我们所有人更密切地关注我们的制造业务。优化我们的制造流程不仅是一个好的目标,也是我们未来的要求。优化加工不是通过遵循一组固定的参数来实现的,而是通过遵循原则来实现的。这些原则被称为“优化加工的七项要求”。所有这七个都需要达到并保持优化的加工条件。它们还可用于评估当前的运营,并审查优化的运营以确保持续成功。 这些要求中的每一项都是任何优化加工应用成功的必要条件。 1。质量工具 这些是对质量工具的要求: 合理的价格。 最贵的不一定是最高质量的。 产品一致性。 优化加工需要一致的刀具。 产品服务。 如果制造商不能为您提供支持,世界上最好的工具将一文不值。 专门设
为金属磨削或精加工应用选择合适的产品可以节省时间和金钱。最佳选择还可以最大程度地减少去除过多材料的风险并确保获得最佳光洁度。尤其是瓣片,可提供精细的混合和修整工作,同时仍提供可靠的研磨作用。这些特性使其成为许多应用的多功能且高效的选择,包括那些涉及较薄材料的应用。 固结磨料切割、磨削和组合砂轮中发现的相同颗粒类型也用于瓣片,但翻盖盘的分层翻盖结构提供更柔软、更宽容的感觉。这使得翼片非常适合研磨和精加工,而无需更换为不同的产品或盘。 要为工作选择合适的翼片 - 并最大限度地提高产品的有效性和使用寿命 - 有几种需要考虑的关键问题: 正在加工什么材料? 成品的表面光洁度要求和所需的美感是什么?
简介 尽管他们使用的零件、工件材料和加工工艺差异很大,但所有制造商的共同目标是在指定的时间内以适当的成本加工出一定数量的所需质量的工件。 制造商通常通过遵循从工具选择和应用开始并在被动基础上解决问题的狭隘视角模型来实现他们的目标。扭转这种做法将降低成本并提高效率。制造商不应等待问题出现然后对个别加工操作进行调整,而应首先关注旨在消除不合格零件和停机时间的主动预先计划。在建立稳定可靠的工艺后,可以应用生产经济学的概念来实现生产率和制造成本之间的平衡。然后,通过仔细选择刀具和加工参数,制造商可以充分优化他们的操作并实现他们的生产目标。 刀具和切削条件的选择 金属切削刀具的选择通常以应

随着电动汽车热潮的加速,新材料被用于制造汽车零部件,这给汽车供应商带来了加工挑战。这就是为什么多晶金刚石切削工具迅速成为汽车制造商最好的朋友的原因。 只要有汽车,汽车制造商就一直在使用铝来制造它们。事实上,汽车先驱卡尔·本茨在 1901 年推出了第一款铝制发动机部件,随后布加迪在 1908 年使用铝制底盘和车身部件,在 1934 年阿尔法罗密欧的增压发动机也是铝制的。 从那时起,铝及其多种合金的受欢迎程度持续上升,最近和值得注意的例子之一是福特汽车公司在 2015 年推出了铝制车身 F-150 皮卡车。这一趋势即将持续然而,鉴于通用汽车计划到 2025 年提供 30 款新的电动汽车 (

精密的机床和先进的切削刀具共同提供了出色的金属切削生产率。然而,切削刀具和机床主轴(刀架)之间的联系对于完全实现这种生产力至关重要。刀具制造商提供多种刀柄款式,每种款式都经过精心设计,可在某些加工应用中实现最佳性能。因此,加工车间应根据其特定操作以及其生产的零件来选择刀柄。然而,虽然车间寻求获得最先进的机器技术和切削刀具材料,但他们通常不太重视选择、应用和维护最适合其特定生产需求的刀柄。 并非所有持有者都是平等的 没有一种工具夹持方法适用于所有可能的应用。设计用于执行高速精加工操作的刀柄通常缺乏有效进行例如粗加工粗铸件所需的刚度和强度。相反,用于粗加工的刀柄通常缺乏平衡质量,无法使其在精加工

许多机械师将螺纹铣削视为生成内螺纹的首选方法。另一方面,攻丝速度明显更快,在很大程度上被认为更容易设置,并且通常需要更便宜的切削工具。 然而,在将一种加工方法与另一种加工方法进行比较时,最好与熟悉这两种方法的专家交谈。 EMUGE Corp. 螺纹铣刀产品经理 Marlon Blandon 和 OSG 产品经理 Kyle Matsumoto 每天都在思考螺纹以及切割、成型或铣削螺纹的最佳方法。 在这里,Blandon 和 Matsumoto 讨论了这两种线程方法的优缺点。 工具大小和可用性 有很多水龙头可供选择。只看一种类型,直槽丝锥,你会发现用于超细 #000-120 螺纹的工具到足
从 MFG 日活动到学徒前计划,制造业正在利用可用资源来介绍、寻找和培养下一代熟练的机械师。我们与几家致力于帮助这项事业的非营利组织进行了交谈,其中包括一个致力于航空航天业的项目。 随着许多经验丰富的机械师和工程师预计将退休,迫在眉睫的劳动力短缺似乎不可避免。 2016年,高技能制造业工人的平均年龄为56岁。德勤和波士顿咨询集团的单独研究在短期劳动力影响方面可能有所不同——但从长期来看,两家公司得出了相同的结论:技能短缺即将到来——公司需要采取行动。 制造商将如何补充和培养他们急需的劳动力的后代?一种方法是通过学徒计划。另一种是通过提高意识的努力,向未来的求职者展示和促进制造业。 非营
材料强度和表面光洁度测试检查关键产品中使用的关键部件的限制。以下是您在评估材料强度和结构的界限时需要了解的信息,这对许多产品的完整性非常重要。 如果您在打开一罐泡菜时曾寻求帮助,那么装瓶公司很可能从未与马克弗里德曼交谈过。上周你撕开的薯片袋也是如此,当接缝从中间裂开时,却看到它们飞到整个休息室。或者你需要的阿司匹林,它的瓶子上标有一种儿童安全帽,更准确地说,它被称为人类安全帽。 Fridman 是纽约 Copiague 的 Mark-10 Corp. 的总裁。他有一份有趣的工作。他的公司制造测试设备,试图撕开、刺破、剥离、压碎和以其他方式破坏各种制成品。其中许多是如上所述的消费品。但
平衡工具能提高生产力吗?不平衡的影响是任何人都可以想象的最简单的物理理论之一。考虑一下当洗衣机旋转时在洗衣机的一侧有太多湿毛巾时会发生什么。或者如果您的汽车上没有平衡轮,您的骑行会怎样。 这些情况很容易想象,但在用于铣削应用的刀柄方面,不平衡的影响并不那么明显,因为模具制造行业多年来一直存在一些误解。最重要的是,在所有速度下平衡刀架组件的好处往往被忽视了。 平衡的回顾 模具制造行业首先确定了运行真正平衡的刀架组件的重要性。刀架组件由刀架、切削刀具、拉钉(如果需要)、螺母、夹头等组成。在 90 年代初至中期,加工中心的转速可高达 15,000 转/分钟,有一连串的主轴故障。这些高速机床上
工业技术





