工业4.0先进制造技术信息网站!

现代 3D 打印领域最令人兴奋的方面之一是我们经常看到该技术在新环境中确立自己的地位——其中许多在十年前是不可想象的。 当我们采访拉夫堡大学的 Richard Buswell 博士时,他谈到了除了在打印混凝土方面取得的进步之外,3D 打印实际上可以在现场用于建筑工地。这不仅可以在需要时生成百叶窗等部件,而不是运输,从而节省运输成本,还有助于减少在高空、地下或在新建筑搬入时使用危险材料的人数生活。其结果将是一种新型的建筑工地——一个更安全、更高效且运行更具成本效益的工地。 我们在本月早些时候看到了一个进一步的例子,当时 defencetech.org 报道说,在阿富汗和伊拉克部署的美国海军陆

使用直接金属激光烧结生成零件的后处理阶段通常非常复杂(相比之下,远远超过 SLS 打印)。然而,只要有一点耐心和正确的技术,就可以轻松实现世界一流的结果。在今天的教程中,我们将介绍 5 个实用技巧,以帮助您实现零件所需的外观和机械质量。 1) 确保您的支撑结构已移除干净 与其他粉末床技术不同,直接金属激光烧结仍然需要使用支撑结构。由于这些将由金属制成,而不是塑料、尼龙等。它们需要更多的努力才能干净地去除,并且可能需要 CNC 加工。理想情况下,您应该在设计阶段尽量减少支撑结构的数量。避免任何小于 45° 的悬垂,并确保在打印后可以接触到任何证明不可避免的支撑,以便轻松切割和加工。
3D 打印已经在医学界缓慢但稳定地确立了自己的位置多年。虽然距离在每家医院看到 3D 打印机还有很长的路要走,但最近的成功和创新表明,这一天实际上可能比我们之前预期的要近。让我们来看看医生和 3D 打印专家应用这项技术来改变患者生活的一些最令人兴奋的方式...... 假肢 假肢一直非常昂贵,尤其是更复杂的模型。 3D 打印允许医生设计和提供先进的假肢,专为适应个别患者而设计。这导致创造出以其他方式生产的设计不会具有成本效益,从而大大提高了截肢者的生活质量。 Paragon Rapid Technologies 已证明自己在该领域特别擅长,与 Touch Bionics 合作,用优质塑

自从 3D 打印诞生以来,围绕它的大部分讨论都集中在它是否最终会取代 CNC 加工和其他成熟的制造技术。随着技术的慢慢成熟,越来越明显的是,这种情况不太可能发生。相反,3D 打印已悄然但自信地确立了自己作为快速原型制作、定制或限量零件以及精选专业生产应用程序的强大工具的地位。同时,CNC 加工作为生产零件的通用且可靠的工具的地位仍然非常稳固。 虽然承诺的“3D 打印革命”尚未实现,但该技术的小胜利已逐渐在行业和公众中建立了信誉。 《经济学人》等权威机构对 3D 打印所提供的可能性越来越有信心,这有助于消除将其视为永远是忠实爱好者领域的利基技术的看法。 至关重要的是,越来越多的制造商正在探索
上图:(从左到右)DyeMansion 的 Powershot C 用于去粉,DM60 用于着色,Powershot S 用于表面处理 在 AMFG,帮助我们的用户开发高效的后处理阶段是我们工作的关键部分。这就是为什么我们总是对任何能够简化和增强 3D 打印项目工作流程这一阶段的新技术和流程感兴趣。最近,我们对 DyeMansion 用于 SLS 打印着色和整理的新系统印象深刻。位于慕尼黑的团队提供一系列专注于粉末 3D 打印技术的后处理服务,为客户提供一系列内部难以实现的复杂精加工选项。 我们与 DyeMansion 的创始人兼首席执行官 Felix Ewald 坐下来讨论了公司的

上周在博客上,我们研究了 3D 打印操作的有效质量控制流程的要素。今天在博客上,我们将深入了解可用于实时监控打印运行的各种工具。 收集有关机器性能的实时数据将为您的整个操作带来许多好处。首先,它允许立即发现任何错误,因此可以在打印期间停止或调整打印机(如果系统允许)。这将有助于最大限度地减少因印刷运行有缺陷而造成的时间和金钱损失。由此产生的安心对于航空航天和汽车等行业尤其重要,因为这些行业用于 3D 打印的材料通常非常昂贵。 其次,实时检查使工程师能够更严格地控制零件的内部几何形状,因为一旦打印完成,即使使用 CT 扫描(我们将在以后的文章中介绍),检查这些几何形状也非常具有挑战性。

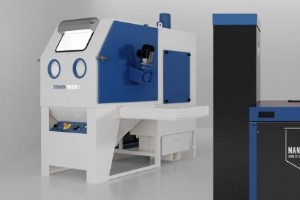
印刷运行完成后,必须进行适当的质量检查。虽然有效的数据准备和对打印过程的实时监控有助于在错误发生之前防止错误发生,但在打印之前或之后仍然存在一系列潜在的问题。对于一次性或有限运行的零件,手动进行质量检查不太可能过于复杂或耗时。然而,对于更大的印刷量,事情变得更加复杂。这就是为什么越来越多的 3D 打印团队和机构将 CT 扫描纳入其运营的原因,要么外包给 CT 专家,要么投资于自己的内部设备。 在逆向工程零件方面,探索这项技术也为 3D 打印专业人士开辟了一个新的可能性世界。扫描零件后,会创建其几何形状的精确图片,然后可以将其转换为合适的打印格式。这在重新创建不能以任何方式分解或损坏的零件(例
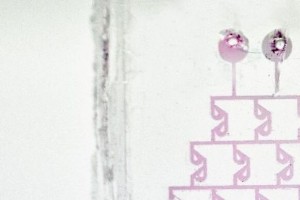
自 2008 年从卡尔斯鲁厄大学获得博士学位以来,巴斯蒂安·拉普博士已成为世界领先的微流体和相关技术 3D 打印应用的权威。作为 NeptunLab 的创始人和负责人,在卡尔斯鲁厄理工学院微结构技术研究所 (IMT),他的工作重点是开发用于生物医学应用和生物技术的微流体技术。巴斯蒂安很友好地与我们坐下来讨论 3D 打印在他的工作中所扮演的角色,以及他认为技术需要发展的关键领域。 为什么是 3D 打印?您最初是如何发现这项技术的? 我的实验室专注于微系统工程、材料科学以及生物化学和生物医学应用的分析/诊断应用。我一直对能让你快速制作组件的方法感兴趣——从概念设计到你可以在很短的时间

任何类型的 3D 打印面临的持续挑战之一是如何成功打印超出打印机构建空间的设计。随着 3D 打印的成功应用,有远见的制造商和研究人员已经开始突破可用技术打印内容的极限。虽然这导致了许多引人入胜的研究项目,例如 ESA 的内部打印平台,用于绝大多数 3D 打印操作,但对于超出可用打印机容量的设计,最实用的解决方案是将设计简单地划分为多个组件单独打印,准备组装。 这在理论上很简单,但有几种不同的方法可以解决这个问题,具体取决于所使用的材料和您想要的最终结果。让我们来看看 3D 打印塑料时需要考虑的关键领域以及可以使用的不同粘合和焊接技术…… 准备零件 在进行任何胶合或焊接之前,请确保您
材料科学在增材制造领域以惊人的速度发展,这主要是为了响应对其潜在应用的持续研究,以及它在一系列行业中的日益普及。本周早些时候,我们采访了 NeptunLab 的 Bastian Rapp 博士,他深入讨论了他的实验室开发自己的 3D 打印材料以满足研究人员的要求。同样,当我们与拉夫堡大学的 Richard Buswell 博士交谈时,我们听说建筑 3D 打印的研究有多少专注于开发可 3D 打印的混凝土材料。这两个例子都标志着我们在现代工业中谈论 3D 打印的方式发生了微妙但有力的转变。 越来越多的研究人员和行业专业人士正在寻找增材制造有潜力填补空白的领域,而不是试图将现有技术和材料强制应用
增材制造和 3D 打印技术的研究目前在英国正处于黄金时代,许多领先机构直接受益于政府对 AM 研究的资助和 EPSRC 等机构的支持。这包括新材料和印刷技术,以及有效利用这些新发展所需的流程和系统。 这项研究正在帮助世界各地的一系列行业建立 AM,解决以前阻碍制造商探索 3D 打印技术的挑战,为他们提供尖端技术和成功实施所需的支持。同样重要的是,Rolls-Royce 等行业领导者是 AM 研究的积极支持者,帮助新发展证明其在挑战“现实世界”场景方面的价值,并提高该技术在公众中的声誉。 这些是目前在全国范围内引领 3D 打印研究的机构: 制造技术中心 (MTC) 自其国家增材制造
RP Platform 的团队非常有兴趣阅读有关 Desktop Metal 新金属打印方法、结合金属沉积 (BMD) 和微波烧结的发布。前者利用结合在塑料细丝中的金属粉末,然后使用类似于熔融沉积建模的工艺进行打印。后者利用现有的金属注射成型材料,与结合材料结合并在专门设计的炉中烧结。 当一种新的 3D 打印方法问世时,总是令人兴奋,这两种新方法无疑对整个增材制造产生了巨大的影响。特别是,这些新技术预示着增材制造领域的几个更广泛的趋势: 随着 AM 继续缓慢而稳定地从原型设计到生产,新技术肯定会出现。开发允许使用 3D 金属打印进行批量生产的技术只是对 AM 能力当前差距的合理回应。

我们很荣幸在 3Dprinting.com 上出现,这篇文章详细介绍了我们与 3Faktur 的合作关系,以及这如何为有远见的建筑师提供了一种全新的方式来订购他们设计的 3D 打印模型。 我们期待与 3Faktur 建立合作伙伴关系,并期待他们为客户提供更多创新设计。 在此处阅读文章。

3Dprint.com 最近报道了德克萨斯 A&M 大学、Essentium Materials 和德克萨斯理工大学目前对使用 FDM 技术打印的塑料部件进行强化的研究。这涉及使用特殊的 CNT 涂层细丝打印,然后使用精确应用的微波辐射焊接所得部件。结果是更坚固的部件适用于一系列工业应用——有效地减轻了 FDM 打印的一个主要缺点。 与此同时,密歇根理工大学正在研究一种更节能的塑料 3D 打印回收材料废物。目标是让剩余的塑料在现场回收并转化为印刷耗材。该过程使用太阳能“回收机器人”,比熟悉的回收技术更节能,并开辟了现场回收塑料废物的选择。这将减少能源成本和材料浪费——任何大规模 AM 运营都

通用电气 (GE) 于 2016 年 9 月收购 Arcam AB 时,制造业新闻界大获成功。 在收购 SLM 失败后,GE 将在同年 12 月收购第二个 AM 局,Concept Laser,并与 Stryker 合作2017 年 6 月。GE 董事长兼首席执行官杰夫·伊梅尔特 (Jeff Immelt) 将这些发展描述为向“数字工业公司”运营的更广泛举措的一部分,而 AM 是这一演变的关键组成部分。 那么,一家全球制造公司在这种程度上投资 AM 背后的基本原理是什么? 简而言之,它代表了将 AM 整合到制造工作流程中的合乎逻辑的下一步,包括原型设计和生产。在这些收购之前,GE Avi

对于任何 FDM 打印,精加工阶段将使您的最终结果从“好”到真正专业,无论是有吸引力的展示品还是耐用的功能部件。以下是一些实用技巧,可让您的整理过程既高效又有效: 首先移除任何支撑结构 任何 FDM 打印都需要支撑结构以避免下垂或变形,因此需要在进行任何其他后处理之前将其移除。我们已经在博客上详细研究了支撑结构,因此请参考该教程以获取有关如何有效移除支撑结构的建议,无论您是将它们纳入设计中,还是使用了可溶解支撑材料。 平滑零件表面 移除支撑后,您需要轻轻打磨打印件以去除任何剩余材料并避免“阶梯效应”,这是这种打印方法不可避免的副作用。这样做时,请考虑您需要的砂纸等级。通常,

好消息是 FDM 是一种固有的清洁技术,这意味着清洁阶段通常不会像 SLS 打印那样复杂。然而,虽然它不会留下与 SLS 相同数量的废料——特别是如果你使用可溶解的支撑结构——但将零件的清洁纳入后处理阶段仍然很重要。如果您计划对零件进行喷漆或精加工,这一点尤其重要,因为从干净的表面开始以达到均匀、专业的效果至关重要。 准备一个合适的工作空间 对于 FDM 打印,您应该可以方便地使用水槽和空间来放置您将使用的任何工具或化学品。如果您要清洁和整理大量 FDM 打印件,则可能值得投资购买一个或多个专用工作站单元。如果您打算在清洁和整理过程中使用任何化学品,请确保手边有适当的保护措施(例如手

Prodways Group 最近宣布推出他们的快速增材锻造 (RAF) 技术。这种 3D 打印金属的新方法通过在惰性气体云中构建熔融金属层来工作,使以前需要几个月才能生产的零件可以在几个小时内交付,同时最大限度地减少材料浪费。新技术的长期目标是以与以前的方法相比始终提供卓越冶金质量的方式打印金属零件。 在撰写本文时,该技术仅用于生产毛坯,然后使用 CNC 加工完成以生产成品零件。这确实意味着需要在项目工作流程中考虑额外的加工和精加工,但随着技术的发展,很可能会实现更高水平的细节。这是否与使用激光烧结方法可以实现的细节相当还有待观察,因此 RAF 有可能仍然是大型金属零件的专业工具。 虽

Rapid.Tech 一直是 3D 打印日历的亮点之一,有来自 200 多家参展商和 4,800 名前往德国的参观者参加。自然而然,RP Platform 团队再次参加了 2017 年的活动。尽管酷热难耐(由于场地内没有空调!),这几天再次证明是令人愉快且内容丰富的几天,各种展览和讲座有望在不久的将来为 AM 行业带来美好的发展. 专业桌面打印机正在兴起 展出的各种新型台式打印机给我们留下了深刻的印象,尤其是那些专为工业应用而设计的打印机。凭借适合好奇的爱好者和经验丰富的专业人士的设计,现在是开始探索 AM 的最佳时机。随着越来越多的公司希望将其 3D 打印项目引入内部而不是

当 ACEO®——瓦克化学的一个部门和 RP 平台的长期用户——在 2017 年的 Rapid.Tech 展会上展示了他们的硅胶 3D 打印新技术时,我们非常感兴趣。使用硅胶进行 3D 打印的概念已经存在一段时间了,但这是它第一次成功实施并可供订购。 ACEO® 的化学家已成功开发出一种可溶解支撑材料,可以适应现代 3D 打印客户经常使用的复杂设计。这为这种材料的广泛应用打开了大门——从详细的原型到功能性生产部件和独特的定制设计。 正如我们对第一部门 3D 打印专家所期望的那样,专用打印机和软件已经与新材料并行创建,以确保它可以得到有效利用。拥有这些元素将有助于促进新材料的采用,并使其尽可能
3D打印