工业4.0先进制造技术信息网站!

拿一张纸,试着把它的中间一英寸折叠成一个翻盖。你不能这样做,因为纸的其余部分也想折叠起来。要做到这一点,您需要一种方法来确保只有一英寸宽的纸张可以折叠,而其余部分则保持为一个平面。但是金属板在弯曲时会拉伸,利用周围的材料来实现产生几何形状所需的变形。如果您在没有卸压装置的情况下弯曲法兰,这种拉伸会拉动弯曲附近区域的材料,从而导致难看的变形和撕裂。这就是为什么弯曲止裂 非常重要。 什么是折弯止裂槽? 折弯止裂槽只不过是在一块金属板上切出两个小切口,以释放两者之间的金属。它将您希望能够折叠的材料与其余部分分开。只有在弯曲的两侧都有材料时才需要它。如果孔或切口等冲压或惰性特征太靠近折弯导致切口的
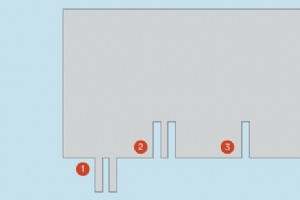
槽口和突舌是精密钣金零件中最常见的两个特征,原因很容易理解。这些功能为您提供了空间,以便您可以将工具放入某个区域。此外,它们有助于避免零件或特征之间的空间冲突,尤其是在将零件合并到装配体中时。 标签(或手指)是连续的、间隔紧密的、突出的金属条。 #2:这个缺口没有延伸超过周边。 #3:这是一个插槽。缺少连续的条带意味着管理它们的使用的规则更少。 缺口尺寸规则 这里有两个易于应用的缺口设计标准。首先,宽度应至少为 0.040 英寸(1.016 毫米)或至少为材料厚度,以较大者为准。其次,槽口深度不应超过其宽度的 5 倍,具体取决于其用途。例如,如果一个凹口是一个独立的特征,而不是一系列连续凹

带有黄色着色剂的尼龙材料的漩涡效果示例。选择预混树脂可以帮助客户避免这个问题。 不能错过投篮的篮球运动员可能会说他们在区域 .一位心理学家描述了这种现象——发现心流 —作为一种富有成效的参与状态,通常被认为是幸福的秘诀。 然而,在注塑成型零件中寻找流线会导致设计工程师和客户不满意。当流线在医疗设备、汽车应用或消费品等严重依赖注塑成型的行业的零件上可见时,尤其如此。 流线是注塑成型零件中可能出现的表面不规则、波浪图案或波纹效果,颜色可能略有不同。 好消息是流线只是一个美学问题,不会影响零件的强度或结构完整性,零件会按预期运行。 更好的是,设计人员和生产零件的制造商有办法减少流水线并实现
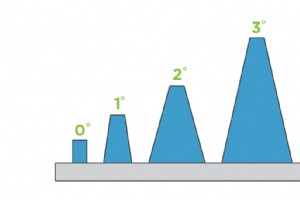
选择提供最小 z 高度的方向似乎是一个明智的选择,因此构建时间最快。但是,仅针对 z 高度定向可能并不总是最符合您的零件要求。在考虑 3D 打印的零件方向时,还有一些其他技术因素会发挥作用。当您考虑 3D 打印的部件方向时——特别是立体光刻 (SLA)——请想想铅笔。水平或垂直逐层 3D 打印这支铅笔需要什么?水平打印会花费更少的时间,因为它侧放时更平坦,而垂直打印会花费更长的时间,因为它站得很高并且需要更多绘制层按顺序一层一层地堆叠。与垂直打印铅笔相比,水平打印它还需要更多的支撑结构,并且需要更多的时间来移除以获得成品部件。因此,您的方向选择可能归结为铅笔的强度要求或表面光洁度要求,您甚至可
在为您的钣金零件选择制造商时,术语公差 经常出现。每个人都希望他们的零件是他们模型的精确复制品,但事实上,完美的定义总是有一些回旋余地。这种变化就是我们所说的宽容。尽管这个术语一直被使用,但制造公差的实际情况可能会变得相当复杂,具体取决于所讨论的过程。这篇文章将比较机加工、3D 打印和钣金工艺,以及它们如何影响可实现的公差。 钣金制造与机械加工与 3D 打印 加工和 3D 打印是高度精确的制造方法,准确地移除或添加(分别)材料以产生最终的几何形状。钣金是一种不太精确的制造方法,它依赖于切割、弯曲和拉伸薄金属板来产生最终的几何形状。通过钣金方法实现的更宽松的公差是用于实现几何形状的高度可变过程
通常,我们喜欢撰写有关最佳设计实践的文章,以帮助确保您的零件完美无缺。本着恐怖和万圣节的精神,让我们介绍一些关于“不该做什么”的服务线特定提示,以避免彻头彻尾的可怕坏事。每年制造数十万个零件,我们看到了一些让我们脊背发凉的零件!这是要避免的事情。 注塑成型事故 厚涂 壁厚是模制零件的关键考虑因素。太厚的墙壁容易下沉、翘曲并形成内部空隙(气穴)。不过不要害怕,我们已经为您准备好了。遵守我们的壁厚指南将有助于避免这些问题。注意:请记住,这只是一般规则,因为并非所有零件的壁厚都可能在图表上指示的高端和低端。 树脂 英寸 ABS 0.045 - 0.140 缩醛 0.030 - 0.120
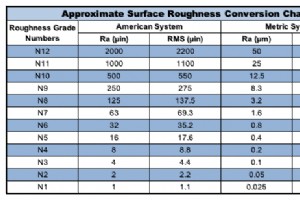
金属表面光洁度特性的参考工具 金属表面光洁度图表是我们在 Metal Cutting 有时在内部使用的参考材料,作为我们质量保证流程的一部分。 (您可以在我们网站的质量承诺页面上阅读更多关于我们质量措施的信息。) 通常,这些图表提供有关标准表面光洁度测量的指南,例如: 使用的不同参数 不同加工方法的典型粗糙度 从微英寸 (µin) 等单位转换为微米(或微米,µm) 什么是标准表面处理? A 表面处理 通常将其描述为表面纹理的量度。它的特点是表面图案的排列(或方向)、粗糙度和波纹度。 标准表面处理 包括在使用不同生产方法实现的加工完成方面经常使用的特性。 如果您在网上搜索“表面光洁度

平面磨削工艺如何实现平行度和垂直度? 在最基本的情况下,精密表面磨削用于实现两件事:使金属的立方体形状为正方形和平行。表面磨削服务用于许多应用,但通常是夹具、模具和冲模,乍一看似乎很简单。 但深入研究后,您会发现掌握表面磨削的技巧远比表面上看到的要多。 精密平面磨削应用 对于六面立方矩形或正方形金属件,精密表面磨削使您能够使每边呈正方形并平行于自身或参考表面。这些方形或矩形块通常通过磁铁固定在研磨台上,这样您就可以将一个平面靠在另一个平面上。 从这一关键基础出发,表面磨削对于模具制造等应用具有不可估量的价值。用于挤压和注塑成型的模具所要求的位置精度意味着模具必须与中心外方成直角,而精密
实现圆度要求的严格公差 为零件的关键任务特征指定公差是优化可制造性的关键要素。 当客户来到 Metal Cutting Corporation 并要求我们为他们制造的小金属零件具有一定的圆度公差时,这会引发一些有趣的问题。 什么是圆度?以及如何确定一个零件是否符合可以将其描述为“圆形”的标准? 定义循环的多种方法 用最简单的术语来说,圆度就是对圆度的描述,或者说一个物体与一个真正的圆的相似程度。 在我们的世界中,圆形度是物体在圆柱体上某一点的圆度的二维度量。指定圆形公差以控制圆形对象的形状,以确保它不会太长、太方形或不圆。 圆度公差只与零件上的一个点有关,而不是与其他任何东西或圆
确保零件适合并协同工作 GD&T 公差是几何尺寸和公差 (GD&T) 的一个方面,GD&T 是一种沟通如何生产零件的系统。通常,使用一系列 14 个标准符号来帮助指导制作零件的人员。 除了 GD&T 符号之外,工程图纸中还包含 GD&T 公差,以提供对零件制造以及最终对其功能至关重要的定位、圆柱度和其他特性的洞察。 GD&T 公差必须平衡功能和成本。 当零件的图纸被构思出来时,它被设计成完美的——零件应该如何的理想状态。然而,在一个不完美的世界中,认为每一个部分每次都会 100% 完美是不现实的。因此,允许的公差被纳入工程过程中——允许可接受的缺陷,同时确保零件的功能齐全。 GD&T
节省小型金属零件检测的时间和成本 我们经常谈论检查对于小型金属零件的制造有多么重要,有助于确保组成数千甚至数百万产品的组件的质量。 然而,100% 的检查会消耗大量的时间和成本——而且它仍然不能保证 100% 的合规性。这就是制造商及其客户依赖质量控制 (QC) 抽样计划的原因。 使用抽样计划进行检查的充分理由 目视检查——无论是用肉眼还是使用复杂的光学工具——都是为了检测金属零件中的各种表面光洁度问题,从腐蚀和污染到裂纹和表面不规则。 但鉴于大多数制造商的工作量很大,因此花费大量时间和大量资金来查看每批中 100% 的零件是不切实际的。例如,在 Metal Cutting Corp
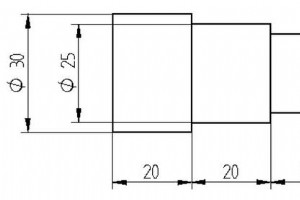
它是圆形的,它是直的,它是 3D 的! 优化小型金属零件可制造性的一个重要因素是几何尺寸和公差 (GD&T) 标准,用于传达零件的制造方式。 作为我们对 GD&T 的持续探索的一部分,我们在这里看看 圆柱度 ——几何公差的一种特性,可以在工程图纸上调用,以控制圆柱零件的圆度和直线度。 什么是 GD&T 圆柱度? 用最基本的术语来说,GD&T 圆柱度 是沿零件全长的圆度指标。轴、销和其他需要沿其轴线既圆又直的零件的规格中可能会指出这一特性。 圆柱度不同于圆度,圆度是在圆柱部件上仅在一个点(横截面)处对圆度进行二维测量。它也不同于同心度,它比较两个不同点的圆度或比较外径和内径(OD和ID)
是什么让研磨和珩磨相似却又如此不同? 珩磨和研磨经常被同时提到,即使两者不是同一个过程。事实上,当比较精密金属零件世界中的珩磨和研磨时,您可能会说两者非常相似但根本不同。 这似乎是一个矛盾,所以让我们仔细看看,看看为什么这个评估确实是准确的。 什么是研磨和珩磨? 研磨 是一种打磨或抛光方法,用于在零件的平坦或圆顶表面上产生精确的光洁度。 珩磨 是一种内圆磨削方法,用于在管、孔或孔的内径 (ID) 上实现精确的表面光洁度和形状。 珩磨和研磨过程都受到高度控制。然而,它们的使用地点和完成方式却大不相同——这两种方法各有利弊。 为什么以及何时使用珩磨和研磨? 一般来说,珩磨和研磨的相似之处
定性胜过定量 在 Metal Cutting Corporation,我们每天生产数千根切割成一定长度的棒材、管材和线材,直线度是我们经常使用的一项功能。那是因为当我们进行无心磨削时,当我们磨削的零件是直的时,我们会得到最佳的结果。 此外,我们的客户经常将直线度以及定位和其他几何公差特征称为零件的重要特征。 直线度对于需要装入孔或与其他零件配合的电线、销、管和其他圆柱形零件尤其重要。材料的直线度也会影响端切的垂直度,所以即使图纸上没有标注直线度本身,如果有垂直度,起始材料也必须是直的。 什么是直线度? 我们使用的直线度不是表示零件表面上一条线的平整度指标的表面直线度,而是表示零件轴上允
什么是垂直度? 垂直度 是有时在工程图纸上标明的 GD&T 特征之一。由一个倒置的“T”表示,以英寸或度为单位,通常指的是控制以下任一方面的 GD&T 公差: 两个 90° 表面或特征之间的垂直度,两个平行平面作为公差带 轴与特定参考点的垂直度,由围绕理论完全平行轴的圆柱体表示 然而,当我们谈到测量垂直度 在 Metal Cutting Corporation,我们通常是指根据零件本身(例如金属棒、管或金属丝)与该零件的端部切割(或垂直度)的关系来确定垂直度。 如何测量垂直度 测量表面的垂直度通常需要使用高度计 ,将量规或零件锁定到 90° 基准以确定表面的垂直度。必须测量整个表面以
GD&T 中的跳动是什么? 在小型金属零件制造领域,几何尺寸和公差 (GD&T) 系统使用符号和 GD&T 公差的组合来深入了解如何生成对零件形状和功能至关重要的特征。 在本博客中,我们将了解工程图纸中有时会提到的两个相关 GD&T 功能。对于我们这些切割和加工小型金属零件的人来说,圆跳动与总跳动的概念 并不像乍看起来那么简单。 对于最终将我们制造的零件用作他们自己产品中的组件的制造商来说,了解圆跳动和总跳动之间的区别对于制定能够产生最佳结果的规范非常重要。 圆跳动定义 顾名思义,圆形跳动 通常用于控制零件圆形特征的变化,例如肩部、锥度和圆角。在GD&T系统中,圆形跳动符号是一个箭
标准要么简单明了,要么不简单 仪器校准是质量控制的一个重要方面,涉及从图纸规格上的几何参数到用于测量和检查精密金属零件的方法的方方面面。 然而,校准标准涉及一些挑战(我们敢说,令人头疼吗?) 适用于各种测量和检查工具。虽然理论上校准是绝对的,但它并非绝对的原因有很多。 即使是关于校准标准的共同假设也并非没有挑战。例如,虽然存在可接受的时间间隔,但从技术上讲,设备可能在校准后几分钟就无法校准。 此外,用于校准的文件的可追溯性通常可追溯到美国国家标准与技术研究院 (NIST) 制定的标准。但是,在某些情况下,是 没有用于校准的 NIST 标准。 术语差异 测量设备几乎总是经过校准,但制造
庆祝精密制造 50 周年 Metal Cutting Corporation 非常高兴地说,我们刚刚通过了公司历史上的一个重要里程碑。我们50岁了!我们公司成立于 1967 年 12 月 7 日,我们很自豪能够在 2017 年仍然在这里并蓬勃发展。我们非常感谢客户的业务和员工的奉献精神。亲爱的读者,如果您是我们的客户之一,我们感激不尽。如果您正在考虑成为客户,欢迎并知道我们计划在未来几十年保持独立和高效,以便为您提供最好的服务。 半个世纪的商业,千年的专业知识 多年来取得了许多成就,但在我们所有的成就中,我们最引以为豪的可能是创造和维持积极的工作环境,因此人员流动率非常低。事实上,当我们准
金属切削已通过 ISO 9001:2015 标准重新认证 Metal Cutting Corporation 很高兴地宣布,我们再次通过了 ISO 9001:2015 质量管理标准的认证。 这一消息是在成功完成必要的独立重新认证审核之后发布的。审核由 TUV Rheinland of North America, Inc. 执行,该公司本身已获得 ANSI-ASQ 国家认可委员会 (ANAB) 的认证,可进行 ISO 评估。 自 1994 年以来,Metal Cutting 一直保持一致且持续的认证。您可以访问我们网站的质量承诺页面了解更多信息并下载我们针对当前 ISO 9001:201

一个多世纪的创新工作 之前,我们谈到了美国国家标准与技术研究院 (NIST) 以及 NIST 可追溯标准如何成为我们 QMS 标准的重要组成部分。但 NIST 可追溯性不仅仅是我们行业的基石,它为英寸、克和其他测量设定了标准。 NIST 可追溯标准以许多非常奇怪、古怪和有趣的方式发挥作用。 NIST 可追溯花生酱的大量面包 一个恰当的例子:就在几年前,一罐价值 761 美元的花生酱的照片开始在互联网上流传,引起了轰动。是什么让这罐金色的粘液如此特别,它的价格如此显着?该产品旨在帮助校准食品科学实验室的机器,是 NIST 创建的 1,300 多种标准参考材料 (SRM) 之一。 SRM 被世
工业技术